También podría gustarte
- AMEFDocumento64 páginasAMEFQuique RGAún no hay calificaciones
- Marco Teorico Pendulo SimpleDocumento2 páginasMarco Teorico Pendulo SimplePaola Andrea Colque GonzalesAún no hay calificaciones
- ACTIVIDAD 1 - Análisis de TendenciasDocumento7 páginasACTIVIDAD 1 - Análisis de TendenciasAnamaria CortesAún no hay calificaciones
- Guía N°3 Conjuntos Numéricos y #Enteros-4to Medio-135 CopiasDocumento4 páginasGuía N°3 Conjuntos Numéricos y #Enteros-4to Medio-135 CopiasalberAún no hay calificaciones
- 1r. Consideraciones Generales Del Diseño Estructural - DiapositivasDocumento43 páginas1r. Consideraciones Generales Del Diseño Estructural - DiapositivasMarco ColomaAún no hay calificaciones
- Cuadro Concentrador - Crecimiento y Desarrollo EconómicoDocumento6 páginasCuadro Concentrador - Crecimiento y Desarrollo EconómicoDañe CabreraAún no hay calificaciones
- El Secreto de Los Andes (La Lemuria)Documento8 páginasEl Secreto de Los Andes (La Lemuria)Vico Massagista e Quiropraxia - Massagem, Massoterapia e Ventosa Terapia - São José SC.100% (1)
- Sesiones de 23 de Mayo Al 03 de JunioDocumento18 páginasSesiones de 23 de Mayo Al 03 de JunioJordan Cordova FloresAún no hay calificaciones
- Evaluación 6°Documento30 páginasEvaluación 6°J Mario FQAún no hay calificaciones
- 1388 Plan de Desarrollo 2012 2021 43a08f7ba329054dDocumento245 páginas1388 Plan de Desarrollo 2012 2021 43a08f7ba329054dDiego PazAún no hay calificaciones
- Presentacion de Universo Ciencias II ULICORI 2022Documento36 páginasPresentacion de Universo Ciencias II ULICORI 2022Yeribeth Gamez MonteroAún no hay calificaciones
- Enfermedad Cerebral VascularDocumento25 páginasEnfermedad Cerebral VascularAlejandra Cano ColladoAún no hay calificaciones
- E Formativa de Preparación de Soluciones Uesm 2022Documento6 páginasE Formativa de Preparación de Soluciones Uesm 2022CESAR EDUARDO CAÑARTE VERAAún no hay calificaciones
- Procedimientos de Trabajo de Radier y CementacionDocumento7 páginasProcedimientos de Trabajo de Radier y Cementaciongabriel sandoval espinoza100% (2)
- Historia de La SistemáticaDocumento65 páginasHistoria de La SistemáticaNancy VillafañaAún no hay calificaciones
- 91Documento16 páginas91alanAún no hay calificaciones
- CF BoroDocumento1 páginaCF Bororafael hernandezAún no hay calificaciones
- Metodología Marxista )Documento5 páginasMetodología Marxista )skttrbrain_91Aún no hay calificaciones
- JEROME BRUNER - Gabriela OhaDocumento1 páginaJEROME BRUNER - Gabriela OhaGabriela Oha100% (1)
- Practica Pre Profesional 020 2021 MimpDocumento4 páginasPractica Pre Profesional 020 2021 MimpDavid Enríquez CubillasAún no hay calificaciones
- Sistema de Tres EcuacionesDocumento33 páginasSistema de Tres EcuacionesyoandrisAún no hay calificaciones
- Modulo 1Documento10 páginasModulo 1MARIO24122008Aún no hay calificaciones
- Entre Conciertos y Des-Conciertos El Juego Como Acto PolíticoDocumento21 páginasEntre Conciertos y Des-Conciertos El Juego Como Acto PolíticoLucía Fernández CívicoAún no hay calificaciones
- Limitaciones A La PropiedadDocumento8 páginasLimitaciones A La PropiedadReinaldo Quiroga MendozaAún no hay calificaciones
- Prevencion Mineria Construccion Manufactura Control 4Documento5 páginasPrevencion Mineria Construccion Manufactura Control 4patricio caceresAún no hay calificaciones
- Cuatro Operaciones para Quinto de Primaria PDFDocumento2 páginasCuatro Operaciones para Quinto de Primaria PDFErika Armas Aguilar100% (4)
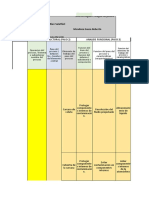
- Ii.5ºb - Idoii.u1 - Cuadro Comparativo - Cruz LuisDocumento3 páginasIi.5ºb - Idoii.u1 - Cuadro Comparativo - Cruz LuisL Manuel CruzAún no hay calificaciones
- Propuesta de Innovacion Curricular AjedrezDocumento21 páginasPropuesta de Innovacion Curricular Ajedrezaanchia73100% (1)
- Ansiedad en AdolescentesDocumento4 páginasAnsiedad en AdolescentesvirAún no hay calificaciones
- Las Plantas Exóticas Invasoras de Los Parques Nacionales de PatagoniaDocumento49 páginasLas Plantas Exóticas Invasoras de Los Parques Nacionales de PatagoniaBiblioteca Perito Francisco P. Moreno.Argentina100% (7)