También podría gustarte
- Decora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaDe EverandDecora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Pequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetDe EverandPequeños gnomos con casitas de setas, Patrón de Amigurumi a CrochetCalificación: 4 de 5 estrellas4/5 (3)
- Patrón de ganchillo Evie y Lilly, Muñecas con vestidosDe EverandPatrón de ganchillo Evie y Lilly, Muñecas con vestidosAún no hay calificaciones
- Tabla de Equivalencias de Brocas y MachuelosDocumento1 páginaTabla de Equivalencias de Brocas y MachuelosHugo Alfredo Ordóñez Chocano88% (8)
- Curso DentalDocumento35 páginasCurso DentalManuel Bisono100% (4)
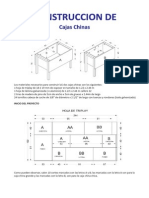
- Caja ChinaDocumento14 páginasCaja ChinaRodolfo Rojas Villanueva80% (25)
- Cajas ChinasDocumento20 páginasCajas ChinasGuillermo Gonzalez Arce100% (11)
- Examen Tema 2Documento6 páginasExamen Tema 2Ruben Joya SIerraAún no hay calificaciones
- Acta de Entrega de ResiduosDocumento3 páginasActa de Entrega de ResiduosKeye Dii RiosAún no hay calificaciones
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDocumento14 páginasNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDocumento14 páginasNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Caja China PDFDocumento14 páginasCaja China PDFLuis EnriqueAún no hay calificaciones
- Bobina de TeslaDocumento16 páginasBobina de Teslalscpayo2620100% (9)
- Norma NTG 41054 - Especificaciones Bloques Huecos de ConcretoDocumento14 páginasNorma NTG 41054 - Especificaciones Bloques Huecos de ConcretoFelix Maurelio Canchari MallquiAún no hay calificaciones
- Manual de Prácticas de Laboratorio de ConcretoDocumento73 páginasManual de Prácticas de Laboratorio de Concretorle0n100% (2)
- Hágalo Usted Mismo Cómo Hacer Una Guitarra Eléctrica - Mi Mecánica PopularDocumento8 páginasHágalo Usted Mismo Cómo Hacer Una Guitarra Eléctrica - Mi Mecánica PopularMensoya CheliAún no hay calificaciones
- 3,5 Dicarbetoxi 2,6 Dimetil 4 Fenil 1,4 DihidropiridinaDocumento17 páginas3,5 Dicarbetoxi 2,6 Dimetil 4 Fenil 1,4 DihidropiridinaIngrid Daniela0% (1)
- TornillosDocumento42 páginasTornillosAlexis Ace HdzAún no hay calificaciones
- Clasificacion de Los ElectrodosDocumento25 páginasClasificacion de Los ElectrodosEduardo Fabián Bermeo MuñozAún no hay calificaciones
- Cañones y CureñasDocumento47 páginasCañones y Cureñasindumarnicaragua100% (1)
- ESA+FSA Guia - Juntas y Bridas - EspanolDocumento54 páginasESA+FSA Guia - Juntas y Bridas - EspanolunfalsoimpostorAún no hay calificaciones
- Tornilleria y SoldaduraDocumento34 páginasTornilleria y SoldaduraLuis Jesus Perez NetoAún no hay calificaciones
- Cómo Doblar TuberíasDocumento25 páginasCómo Doblar Tuberíassaul dussanAún no hay calificaciones
- Construccion Turbina de 10 Pies Diámetro Con Veleta Oscilante - AerogeneradorDocumento58 páginasConstruccion Turbina de 10 Pies Diámetro Con Veleta Oscilante - Aerogeneradornanden.fer6973Aún no hay calificaciones
- Antena Satelital Experimental para Banda CDocumento35 páginasAntena Satelital Experimental para Banda Crubis Carlos AraujoAún no hay calificaciones
- Caja ChinaDocumento23 páginasCaja ChinaMauricio80% (5)
- Informe Técnico Higiene IndustrialDocumento8 páginasInforme Técnico Higiene IndustrialConstanza Carrasco Lizardi100% (1)
- Tornillos y SujetadoresDocumento35 páginasTornillos y SujetadoresJesús ZazaAún no hay calificaciones
- Torno CaseroDocumento18 páginasTorno CaseroHector JurcichAún no hay calificaciones
- Fabricación de Argollas en Hierro ForjadoDocumento33 páginasFabricación de Argollas en Hierro Forjadoanon_543754156Aún no hay calificaciones
- Documento - Bobina de TeslaDocumento6 páginasDocumento - Bobina de TeslaLuis ArredondoAún no hay calificaciones
- Tutorial Básico de FontaneriaDocumento66 páginasTutorial Básico de FontaneriaSevero CQAún no hay calificaciones
- Documentacion Tecnica Puerta de GarajeDocumento19 páginasDocumentacion Tecnica Puerta de Garajeluisvillacampa98Aún no hay calificaciones
- Pernos y RoscasDocumento24 páginasPernos y RoscasClaudio CuevasAún no hay calificaciones
- Antena Satelital - Antena Lindenblad de 70 CMDocumento16 páginasAntena Satelital - Antena Lindenblad de 70 CMfujyreefAún no hay calificaciones
- Realización Del Fileteado de Un Agujero, Tornillo o Esparrago Roscado ManualmenteDocumento11 páginasRealización Del Fileteado de Un Agujero, Tornillo o Esparrago Roscado ManualmenteSasaAún no hay calificaciones
- 01 Extruder Unit Assembly EsDocumento38 páginas01 Extruder Unit Assembly EsIvan LorenzattiAún no hay calificaciones
- EscuadraDocumento10 páginasEscuadraguz123Aún no hay calificaciones
- Como Hacer Un Taladro Casero Taladro Mecanico o ManualDocumento3 páginasComo Hacer Un Taladro Casero Taladro Mecanico o ManualInversionesRdj100% (1)
- Dobladora de Tubos 1Documento9 páginasDobladora de Tubos 1Oscar RamirezAún no hay calificaciones
- PIA MetrologiaDocumento7 páginasPIA MetrologiaJose De Jesus MonteroAún no hay calificaciones
- Generador EolicoDocumento11 páginasGenerador EolicoAlejandro Gonzalez LuengasAún no hay calificaciones
- Peque AeroDocumento9 páginasPeque Aerojhon fredy gonzalez oAún no hay calificaciones
- Como Construir Una Guillotina para EncuadernacionDocumento7 páginasComo Construir Una Guillotina para EncuadernacionAndreaAún no hay calificaciones
- Calculadora de DomosDocumento5 páginasCalculadora de Domosre_Verde69Aún no hay calificaciones
- Cómo fabricar un broche de caja de joyería de 6 piezasDocumento6 páginasCómo fabricar un broche de caja de joyería de 6 piezasJoyasLoniAún no hay calificaciones
- Construir Un Mejor Motor Stirling - Cargos A CuentaDocumento8 páginasConstruir Un Mejor Motor Stirling - Cargos A Cuentapl1066hp2168Aún no hay calificaciones
- Prensa casera herreríaDocumento21 páginasPrensa casera herreríaDeivid Banner100% (1)
- Tipos de Roscas: Métricas, UNF, UNC, BSF y másDocumento24 páginasTipos de Roscas: Métricas, UNF, UNC, BSF y másyesdamac24Aún no hay calificaciones
- Como Hacer Construir Un BoteDocumento7 páginasComo Hacer Construir Un BoteMaikol Guevara100% (3)
- Tornillos y tuercas: elementos mecánicos claveDocumento26 páginasTornillos y tuercas: elementos mecánicos clavejorbusAún no hay calificaciones
- Tipos de roscas y sus parámetrosDocumento42 páginasTipos de roscas y sus parámetrosjocexdAún no hay calificaciones
- MMM Roscado A ManoDocumento4 páginasMMM Roscado A ManoJuan Adrian Malla UyaguariAún no hay calificaciones
- Abeja RobotDocumento7 páginasAbeja RobotLener ReyesAún no hay calificaciones
- Cómo construir una turbina Tesla con menos deDocumento5 páginasCómo construir una turbina Tesla con menos dePedro José Molina DomènechAún no hay calificaciones
- Reporte Bobina de TeslaDocumento13 páginasReporte Bobina de TeslaAna LaraAún no hay calificaciones
- Cómo Hacer Una Dolly Sobre RielesDocumento5 páginasCómo Hacer Una Dolly Sobre RielesDavid GuerraAún no hay calificaciones
- Examen Tema 2Documento6 páginasExamen Tema 2Ruben Joya SIerraAún no hay calificaciones
- Cómo construir un generador hidroeléctrico casero paso a pasoDocumento9 páginasCómo construir un generador hidroeléctrico casero paso a pasoEdwin Malca OreAún no hay calificaciones
- Como Se Fabrica La TubaDocumento6 páginasComo Se Fabrica La TubawalfamottaunadAún no hay calificaciones
- Sesión RoscasDocumento13 páginasSesión RoscasmikeAún no hay calificaciones
- El Elevador de MotosDocumento14 páginasEl Elevador de MotosAntonio CompanyAún no hay calificaciones
- Como Construir Una Turbina Tesla (Con Foto)Documento7 páginasComo Construir Una Turbina Tesla (Con Foto)Mario German Suarez100% (1)
- Construya Su CanoaDocumento11 páginasConstruya Su CanoaJavi Rodríguez50% (2)
- Informe-Unión Cono TruncadoDocumento24 páginasInforme-Unión Cono TruncadoJoseph LlangariAún no hay calificaciones
- Construcción de prensa-escuadra de herreríaDocumento14 páginasConstrucción de prensa-escuadra de herreríaalfredo de la hoz100% (1)
- Para Realizar Esfera de PlasmaDocumento8 páginasPara Realizar Esfera de Plasmaconerita100% (6)
- Trucos Caseros para El Mobiliario en Madera, Talaya AmbronaDocumento6 páginasTrucos Caseros para El Mobiliario en Madera, Talaya AmbronaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Historia de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesDocumento86 páginasHistoria de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesRenato FarabeufAún no hay calificaciones
- Prensa Rápida Con Cuña A 30ºDocumento3 páginasPrensa Rápida Con Cuña A 30ºHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Literatura y Fuentes para El Peritaje Del Mueble Antiguo EspañolDocumento22 páginasLiteratura y Fuentes para El Peritaje Del Mueble Antiguo Españolseguimiento graduadosAún no hay calificaciones
- Tornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaDocumento39 páginasTornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaHugo Alfredo Ordóñez Chocano100% (1)
- Bisagra Cazoleta Ficha DUCASSEDocumento2 páginasBisagra Cazoleta Ficha DUCASSECristian Muschietti0% (1)
- Guía Sencilla para Hacer Mortajas Con El RouterDocumento1 páginaGuía Sencilla para Hacer Mortajas Con El RouterHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Revista Fine WoodWorking, Vol. 215, Año 2010Documento100 páginasRevista Fine WoodWorking, Vol. 215, Año 2010Hugo Alfredo Ordóñez Chocano100% (3)
- Plantilla Mango SerruchoDocumento1 páginaPlantilla Mango SerruchoHugo Alfredo Ordóñez Chocano100% (1)
- Gramil SencilloDocumento5 páginasGramil SencilloHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Curso Fundamental de Oficios de La Madera, Enseñanza PDFDocumento60 páginasCurso Fundamental de Oficios de La Madera, Enseñanza PDFHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- For MaletasDocumento167 páginasFor MaletasMynor Figueroa FuentesAún no hay calificaciones
- For MaletasDocumento167 páginasFor MaletasMynor Figueroa FuentesAún no hay calificaciones
- Platina Columna VigaDocumento1 páginaPlatina Columna VigaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Libro PlasticidadDocumento76 páginasLibro PlasticidadcquintanillaAún no hay calificaciones
- Tubos de Las Prensas de TuboDocumento9 páginasTubos de Las Prensas de TuboHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Reguladores para Gases, HarrisDocumento88 páginasReguladores para Gases, HarrisHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Fijaciones Fisher FBA-FWADocumento2 páginasFijaciones Fisher FBA-FWAHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Técnicas de Unión, Soporte para Tableros y EstantesDocumento1 páginaTécnicas de Unión, Soporte para Tableros y EstantesHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Whirpool AWO D43430 EsDocumento2 páginasWhirpool AWO D43430 EsHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Sika Acril TechoDocumento3 páginasSika Acril TechoHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Eternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaDocumento14 páginasEternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaHugo Alfredo Ordóñez Chocano100% (2)
- Chimeneas y FumisteriaDocumento4 páginasChimeneas y FumisteriaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Norma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMADocumento98 páginasNorma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMAHugo Alfredo Ordóñez Chocano100% (2)
- Drenaje Acido de MinaDocumento12 páginasDrenaje Acido de MinaRosy Anchiraico ReyesAún no hay calificaciones
- Hoja de Seguridad de La AntronaDocumento5 páginasHoja de Seguridad de La AntronaJhonatan Sneider Velasquez PuertasAún no hay calificaciones
- Obtención y usos del jarabe invertidoDocumento14 páginasObtención y usos del jarabe invertidojorgeAún no hay calificaciones
- TEORÍA Formulacion 3 EsoDocumento9 páginasTEORÍA Formulacion 3 EsoCarmen Campos GómezAún no hay calificaciones
- Extracción DNADocumento9 páginasExtracción DNACristal NoriegaAún no hay calificaciones
- Guía de Talleres Química 10°Documento84 páginasGuía de Talleres Química 10°Laura Maria Ramirez MarinAún no hay calificaciones
- Alteraciones de La Secreción GástricaDocumento50 páginasAlteraciones de La Secreción GástricaLu D'PereszAún no hay calificaciones
- Infome Práctica 8. Precipitación de SalesDocumento6 páginasInfome Práctica 8. Precipitación de SalesOscar Mauricio QuinteroAún no hay calificaciones
- Fund Amen ToDocumento534 páginasFund Amen ToCristina TGAún no hay calificaciones
- Aldehídos, Alcoholes y CetonasDocumento22 páginasAldehídos, Alcoholes y CetonasLuis HernandezAún no hay calificaciones
- 03 Extracción Por SolventesDocumento49 páginas03 Extracción Por SolventesJosé González OlivaresAún no hay calificaciones
- BencenoDocumento14 páginasBencenoLuis Leonardo Llanos EscobarAún no hay calificaciones
- Obras de captación y potabilización de agua en OaxacaDocumento4 páginasObras de captación y potabilización de agua en OaxacaDiana SalazarAún no hay calificaciones
- Ejercicios - Equilibrio Quimico - Sin RespuestasDocumento2 páginasEjercicios - Equilibrio Quimico - Sin RespuestasangieAún no hay calificaciones
- Formulacion Inorganica Dolmen de SotoDocumento35 páginasFormulacion Inorganica Dolmen de SotoJavierfyqAún no hay calificaciones
- Vitrolux 60 Brillante-ChilcorrofinDocumento4 páginasVitrolux 60 Brillante-ChilcorrofinIvan OviedoAún no hay calificaciones
- CD Catalogo Oficial Rich OilDocumento86 páginasCD Catalogo Oficial Rich OilOscar CabreraAún no hay calificaciones
- Haluros E1 y E2Documento43 páginasHaluros E1 y E2stingraycorvetteAún no hay calificaciones
- Guia 1 Quimica Grado SeptimoDocumento7 páginasGuia 1 Quimica Grado SeptimoFredyCisaAún no hay calificaciones
- Tema 6 Presentacion (Complejometría)Documento32 páginasTema 6 Presentacion (Complejometría)elbetoavilaAún no hay calificaciones
- 268 1239 1 PBDocumento10 páginas268 1239 1 PBmiguel211270Aún no hay calificaciones
- Selección lote ArtemiaDocumento5 páginasSelección lote ArtemiaRusosoftAún no hay calificaciones
- Fenoles y ácidos fenólicos: generalidades y propiedadesDocumento5 páginasFenoles y ácidos fenólicos: generalidades y propiedadescatty irene mamani garciaAún no hay calificaciones
- Ficha Tecnica IpDocumento2 páginasFicha Tecnica IpFelipeManuelCutimboSalizarAún no hay calificaciones
- Traduccion CdePSierra Metals - NI 43-101Documento7 páginasTraduccion CdePSierra Metals - NI 43-101Bremen Jair Figueroa VargasAún no hay calificaciones