También podría gustarte
- Control de Inhibidores PDFDocumento103 páginasControl de Inhibidores PDFgrimaguilAún no hay calificaciones
- Balanza Pesos MuertosDocumento8 páginasBalanza Pesos MuertosSantiago VegaAún no hay calificaciones
- Victaulic Catalogo GeneralDocumento216 páginasVictaulic Catalogo Generalespanolasa86% (7)
- Corr Bajo DepositoDocumento10 páginasCorr Bajo DepositogrimaguilAún no hay calificaciones
- Corrosion Localizada Ntaisl-Ind9Documento3 páginasCorrosion Localizada Ntaisl-Ind9grimaguilAún no hay calificaciones
- Bio CorrosionDocumento8 páginasBio CorrosiongrimaguilAún no hay calificaciones
- Corrosion en La Industri PetroleraDocumento3 páginasCorrosion en La Industri PetroleraAnthony ValdiviaAún no hay calificaciones
- Leyde La CREDocumento9 páginasLeyde La CREgrimaguilAún no hay calificaciones
- Flujo Gradualmente VariadoDocumento22 páginasFlujo Gradualmente Variadokemp40Aún no hay calificaciones
- Vision - Cero - Seguridad Vial en SueciaDocumento20 páginasVision - Cero - Seguridad Vial en SueciaMariana ValenzuelaAún no hay calificaciones
- Conmutable 4 Vias ElectricidadDocumento9 páginasConmutable 4 Vias ElectricidadLuis Carlos RodríguezAún no hay calificaciones
- Planillas Morbilidades Preexistentes3Documento18 páginasPlanillas Morbilidades Preexistentes3katerine caballeroAún no hay calificaciones
- Asignación de Modelos de MantenimientoDocumento8 páginasAsignación de Modelos de MantenimientoMandi SummersAún no hay calificaciones
- Analisis Ley 70Documento2 páginasAnalisis Ley 70Ezequiel Castro SalazarAún no hay calificaciones
- El problema del género en la poética formalistaDocumento11 páginasEl problema del género en la poética formalistaLuna BernelliAún no hay calificaciones
- Cultura ChavínDocumento5 páginasCultura ChavínAndré Gustavo Cabezudo GalvánAún no hay calificaciones
- Deber 8 Series de PotenciasDocumento3 páginasDeber 8 Series de PotenciasDaniel Enrique UlloaAún no hay calificaciones
- Obra TuansoDocumento13 páginasObra Tuansowillan castrejon teranAún no hay calificaciones
- PRÁCTICA No.3Documento9 páginasPRÁCTICA No.3Salgado Vilchis oscar IsaacAún no hay calificaciones
- Hacer Resumen 1er CapituloDocumento37 páginasHacer Resumen 1er CapituloHERNAN STEVEN YARINGAÑO CARAZASAún no hay calificaciones
- Generalidades Examen FisicoDocumento39 páginasGeneralidades Examen FisicoVictoria Patricia Salguero GarciaAún no hay calificaciones
- RM 167 - 2008-MEM-DM (Terminos de Referencia de Estudios Ambientales Exploración) ¡ PDFDocumento4 páginasRM 167 - 2008-MEM-DM (Terminos de Referencia de Estudios Ambientales Exploración) ¡ PDF4186072620893Aún no hay calificaciones
- Abuela Margarita 3006Documento3 páginasAbuela Margarita 3006Jonathan TrejoAún no hay calificaciones
- 1ra - Parte - Historia de Ciencia y La TecnologíaDocumento14 páginas1ra - Parte - Historia de Ciencia y La TecnologíaDe Kim JeonAún no hay calificaciones
- Letra Traducida de I'm Yours de Jason Mraz Soy TuyoDocumento2 páginasLetra Traducida de I'm Yours de Jason Mraz Soy TuyodarieuxnqnAún no hay calificaciones
- Resumen El Origen de La Familia La Propiedad Privada y El EstadoDocumento18 páginasResumen El Origen de La Familia La Propiedad Privada y El EstadoPablo Daniel Laguado100% (1)
- Factores que determinan la estructura organizacionalDocumento2 páginasFactores que determinan la estructura organizacionalLuis Augusto Martínez CuevasAún no hay calificaciones
- Medidas y Evaluacion Unidad 4 e ItemDocumento14 páginasMedidas y Evaluacion Unidad 4 e ItemYunior RamirezAún no hay calificaciones
- UNIDAD III TeleprocesoDocumento2 páginasUNIDAD III TeleprocesoRicardo RamirezAún no hay calificaciones
- Quées GISDocumento44 páginasQuées GISJorge ArresisAún no hay calificaciones
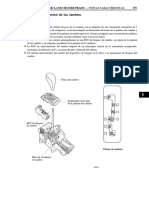
- Mecanismo de Control de Los Cambios: Land Cruiser/ Land Cruiser Prado - Nuevas Caracteristicas 201Documento3 páginasMecanismo de Control de Los Cambios: Land Cruiser/ Land Cruiser Prado - Nuevas Caracteristicas 201urielferAún no hay calificaciones
- Curriculum Ing Economista Roger ChambillaDocumento12 páginasCurriculum Ing Economista Roger ChambillaBrian Quispe Arizaca50% (2)
- Cuidado de las manosDocumento30 páginasCuidado de las manosCaitlin ReedAún no hay calificaciones
- HistoDocumento110 páginasHistodaniluks3674Aún no hay calificaciones
- Accion Preventiva y CorrectivaDocumento1 páginaAccion Preventiva y CorrectivaYuliethsita Pulido50% (2)
- Solis Carlos - Razones E Intereses - La Historia de La Ciencia Despues de KuhnDocumento271 páginasSolis Carlos - Razones E Intereses - La Historia de La Ciencia Despues de KuhnCarlos Carrasco100% (2)
- Plan de Matrícula - 2024 - I.E 0064Documento22 páginasPlan de Matrícula - 2024 - I.E 0064Nicole SanchezAún no hay calificaciones
- Mi Jesús SacramentadoDocumento5 páginasMi Jesús SacramentadoJose Lopez Peres100% (1)