También podría gustarte
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Zdia Flujo Proc Elab Hormigon y ControlDocumento1 páginaZdia Flujo Proc Elab Hormigon y ControlJuan Carlos Hoyos CalderonAún no hay calificaciones
- Elaboración de soluciones para la instalación de elementos de carpintería. MAMS0108De EverandElaboración de soluciones para la instalación de elementos de carpintería. MAMS0108Aún no hay calificaciones
- I-05-02 Manejo de Almacen de ObraDocumento8 páginasI-05-02 Manejo de Almacen de Obrahenry_caicedo_087915Aún no hay calificaciones
- Fijacion de Limites de ToleranciasDocumento22 páginasFijacion de Limites de ToleranciasJorelis AriasAún no hay calificaciones
- Informe: INF/GG/EB/ORU #0458/2019 I/2019-13663Documento3 páginasInforme: INF/GG/EB/ORU #0458/2019 I/2019-13663Danicita Chumacero PerezAún no hay calificaciones
- Laguna de Estabilizacion en HondurasDocumento255 páginasLaguna de Estabilizacion en Hondurasjuan carlosAún no hay calificaciones
- Informe Mensual 01 - Residente de ObraDocumento7 páginasInforme Mensual 01 - Residente de ObramacrasffAún no hay calificaciones
- Inspección en La Recepción y Almacenamiento Del Acero para ConstrucciónDocumento2 páginasInspección en La Recepción y Almacenamiento Del Acero para ConstrucciónBenjamin AlfredoAún no hay calificaciones
- Funciones Del Residente de ObraDocumento5 páginasFunciones Del Residente de ObraJAVIIER GARCIAAún no hay calificaciones
- Gerencia y Supervisión en TopografíaDocumento2 páginasGerencia y Supervisión en TopografíaYori Edison Vasquez SalamancaAún no hay calificaciones
- Proyecto de Tesis Estudio de Prefactibilidad de Un Edificio Multifamiliar 10.06.2016Documento35 páginasProyecto de Tesis Estudio de Prefactibilidad de Un Edificio Multifamiliar 10.06.2016martinmp3Aún no hay calificaciones
- Informe P 355 Planta Azolla - Yaguachi - Guayas-SignedDocumento78 páginasInforme P 355 Planta Azolla - Yaguachi - Guayas-SignedDeyvis MarquzAún no hay calificaciones
- Manual de Procesos EMMOPDocumento315 páginasManual de Procesos EMMOPpatoferozAún no hay calificaciones
- Parcial de Construccion de ViasDocumento1 páginaParcial de Construccion de ViasdanielAún no hay calificaciones
- Analisis de Precios Unitarios Guaranda. MIDUVIDocumento44 páginasAnalisis de Precios Unitarios Guaranda. MIDUVICarlos ReyAún no hay calificaciones
- Tema # 3 Resistencia Trabajo #23Documento51 páginasTema # 3 Resistencia Trabajo #23JoseDavidSosaAún no hay calificaciones
- Memoria Tecnica AmbatoDocumento52 páginasMemoria Tecnica Ambatosiggo0% (1)
- F-SSE-07 Informe Final de Prácticas Sociales (v3)Documento2 páginasF-SSE-07 Informe Final de Prácticas Sociales (v3)Hugo PinoAún no hay calificaciones
- Reglamento Técnico Del Sector Agua Potable y Saneamiento BasicoDocumento241 páginasReglamento Técnico Del Sector Agua Potable y Saneamiento Basicoblogvillapinzon100% (1)
- Líneas de Investigación Ingenieria CivilDocumento2 páginasLíneas de Investigación Ingenieria CivilJady Chinay C. LockAún no hay calificaciones
- Control de Costes en La Pequeña Empresa ConstructoraDocumento28 páginasControl de Costes en La Pequeña Empresa ConstructoraJGONSOR1Aún no hay calificaciones
- Los Buffer Del ProyectoDocumento2 páginasLos Buffer Del ProyectoLuisa CanabalAún no hay calificaciones
- FT Geodren PlanarDocumento2 páginasFT Geodren Planarjuanito54100% (1)
- Diseño E Implementación de Un Programa de 5S en La Estación de Fenoco S.A. Con Sede en Fundación-MagdalenaDocumento46 páginasDiseño E Implementación de Un Programa de 5S en La Estación de Fenoco S.A. Con Sede en Fundación-MagdalenaCabal Mejia XimeAún no hay calificaciones
- Estructuras de Concreto Estructural - Alfredo SantanderDocumento13 páginasEstructuras de Concreto Estructural - Alfredo SantanderarielAún no hay calificaciones
- Importancia Del Peso Metrico Del AceroDocumento3 páginasImportancia Del Peso Metrico Del AceroZe NaAún no hay calificaciones
- Mejora en El Proceso Productivo de La Industria Textil Fabricato.Documento38 páginasMejora en El Proceso Productivo de La Industria Textil Fabricato.nelson ramirezAún no hay calificaciones
- Proyecto de Impacto AmbientalDocumento20 páginasProyecto de Impacto AmbientalAmerica Concha0% (1)
- Clase 03 - Pao Iii 2020. Planificacion y Administracion de Una Obra de InfraestructuraDocumento39 páginasClase 03 - Pao Iii 2020. Planificacion y Administracion de Una Obra de InfraestructuraMäuricio Linares100% (1)
- Mapa ConceptualDocumento1 páginaMapa ConceptualingriAún no hay calificaciones
- Manual de Instalacion WPCDocumento8 páginasManual de Instalacion WPCCarlos CardenasAún no hay calificaciones
- Acu Componente V Construccion de Red de Distribucion de AguaDocumento27 páginasAcu Componente V Construccion de Red de Distribucion de AguaE M SAún no hay calificaciones
- TESISDocumento129 páginasTESISFede DpasAún no hay calificaciones
- TBL DOSIFDocumento333 páginasTBL DOSIFDaniel AzuajeAún no hay calificaciones
- Costo Por Bolsa de CementoDocumento1 páginaCosto Por Bolsa de CementoJose Manuel Mendoza PAún no hay calificaciones
- Cuantificación de Obra y Sus Errores Mas ComunesDocumento6 páginasCuantificación de Obra y Sus Errores Mas ComunesOscar CcoyoriAún no hay calificaciones
- Silabo CostosDocumento6 páginasSilabo CostosArmando RojasAún no hay calificaciones
- Parte 4 - Drenaje - Drenes SubterraneosDocumento20 páginasParte 4 - Drenaje - Drenes SubterraneosChristian ReyesAún no hay calificaciones
- 1.05 Remocion de AdoquinesDocumento1 página1.05 Remocion de AdoquinesManuel Chavez HinojosaAún no hay calificaciones
- Construplan NGDocumento36 páginasConstruplan NGJairo PanessoAún no hay calificaciones
- Trabajo InterpaintsDocumento13 páginasTrabajo InterpaintsHenry Vilca BrunaAún no hay calificaciones
- Muros de Retencion Volcamiento Deslizamiento y Capacidad de CargaDocumento12 páginasMuros de Retencion Volcamiento Deslizamiento y Capacidad de Cargajeisn roblesAún no hay calificaciones
- Punto de Equilibrio y Clasificación de Los CostosDocumento24 páginasPunto de Equilibrio y Clasificación de Los CostosEfrain Quispe0% (1)
- Plan de Prevención y MitigaciónDocumento3 páginasPlan de Prevención y MitigaciónArroyo H WoosAún no hay calificaciones
- TUSNE 2019 - 21.08.19-UNH (Texto Único de Servicios No Exclusivos)Documento61 páginasTUSNE 2019 - 21.08.19-UNH (Texto Único de Servicios No Exclusivos)Roly Moscoso EnríquezAún no hay calificaciones
- Troquel PDFDocumento82 páginasTroquel PDFjofre232460% (5)
- Universidad Simón IDocumento107 páginasUniversidad Simón IJhon Martinez CespedesAún no hay calificaciones
- Proyecto MatriceriaDocumento10 páginasProyecto MatriceriaIsaac GutierrezAún no hay calificaciones
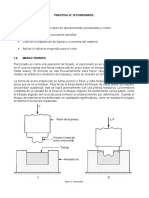
- Practica #10 PunzonadoDocumento13 páginasPractica #10 PunzonadoflorAún no hay calificaciones
- AlcayataDocumento19 páginasAlcayataoswaldomaynascondoriAún no hay calificaciones
- Troqueles de CorteDocumento11 páginasTroqueles de CorteEsteban e17Aún no hay calificaciones
- Diseño de La Matriz de GrapadoraDocumento19 páginasDiseño de La Matriz de GrapadoraChris SalasAún no hay calificaciones
- Diagrama de FlujoDocumento4 páginasDiagrama de FlujoEliud Martinez del BosqueAún no hay calificaciones
- Matriceria ExDocumento16 páginasMatriceria ExAlex gyamanAún no hay calificaciones
- Metodología Unidad 1 Diseño de Un TroquelDocumento10 páginasMetodología Unidad 1 Diseño de Un TroquelALEXIA BETSABEE FLORES SANDOVALAún no hay calificaciones
- Producto 1 Parcial Díaz Aranda Alan de Jesús PMT4.1Documento13 páginasProducto 1 Parcial Díaz Aranda Alan de Jesús PMT4.1ALANAún no hay calificaciones
- Mejias T1 Ens TroquelDocumento9 páginasMejias T1 Ens TroquelSebastian Mejia MorenoAún no hay calificaciones
- Diseño de MatricesDocumento36 páginasDiseño de MatricesYou Calderon100% (1)
- Prensas y BalancinesDocumento15 páginasPrensas y BalancinesLucas QuairoliAún no hay calificaciones