Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Curso Refrigeracion Tomo 1 Part2
Cargado por
EdgardoMestreM0 calificaciones0% encontró este documento útil (0 votos)
8 vistas104 páginasLIBRO REFRIGERACION PART 2
Derechos de autor
© © All Rights Reserved
Formatos disponibles
PDF o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoLIBRO REFRIGERACION PART 2
Copyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
8 vistas104 páginasCurso Refrigeracion Tomo 1 Part2
Cargado por
EdgardoMestreMLIBRO REFRIGERACION PART 2
Copyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
Está en la página 1de 104
CAPITULO
Tuberias
OBJETIVOS
Después de estudiar eta nid, lao debaria ser capo de
* enurerar los stints tips de tberias viizades en apcaones de
Calefccin, ie acondonae yrefgeracn,
® desir ds formas comune de carl tuberisde cbr.
® enumarar los eaatiinnosilzads por dbl tubers
* exer bos ponents vs px slr y bem
arias.
® descr ds méodes paral relzacon de unas abocnads.
® enuncirproceimiens par a eal zain de unis etarnpados.
® desir procdimienas para prepara y rasa los extremes de u-
bs de aero
® enumerar cuatro pes de tubos de plsicoy dseibir opciones
para ls mismos
‘COMPROBACIONES DE SEGURIDAD
® Tenga cuidado al taladrar tberfas: la rebaba puede in.
crustirsele en la mano,
Tenga cuidadlo cuando
lo de las mismas es muy cortante
No permita que la llama de un soplete se le acerque a la
piel: la temperatura, que puede superar los 2.500 °
puede causarle graves quemadutas.
*Utilice siempre proteccién para los ojos cuando esté rea
lizando cualquier tarea en la que pueda haber particulas,
onel a
de metales; el f-
Extreme lay medidas de precauciGn con las fuentes de
calor oxiacetilénicas
= £No permita que se introd
‘mangueras o reguladores ni que
rededor de los accesorios.*
Sea consciente de qué materiales inflamables se enevien=
tran en el frea en la que ests soldando o broncesoldande,
= ALcortar 0 roscar tubos se produicen rebabas que pueden
ccausarle cortes en la piel o ctear algdn otro tipo de peli-
Bro; fenga precauciGn al realizar estas operaciones.
* No inhale una cantidad excesiva del adhesivo utilizado
ccon los empalmes de plistico.
1. PROPOSITO DE LAS TUBERIAS
E] dimensionamiento, disposicién e instal
‘de las tuberfas y accesorios ayuda a mantener los sistemas de
reffigeracidn o aire acondicionaclo en condiciones adecuadas
de funcionamiento y evitan las pérdidas de refrigeramte. El
sistema de tuberfas permite el paso del refrigerante hacia el
‘evaporador, el compresor, el condensador y la vélvula de ex-
pansion, También proporciona el modo para que el aceite se
correctos,
ddrene de vuelta hacia cl compresor, Las tuberias y acesorios
se utilizan en numerosas aplicaciones, como los conductos
de combustible para les quemadores de gasoil y gas y los
conductos de agua para la calefaceién por agua caliente. Las
luberias y aecesorios utilizados deben ser del material eo
recto y del tamano adecuado; el sistema debe ser dispuesto
propiadamente e instalado de forma correcta,
PRECAUCION DE SEGURIDAD: *12] manejar sin cuidado las tu-
berias y el utilizar téenicas inadecuadas de soldadura 0
broncesoldadura pueden causar serios daiios a los com
ponentes del
istema, Debe evitarse que se introduzean
|, en los sistemas
7.2, TIPOS Y TAMANIOS DE TUBERIAS
Las tuberfas de cobre se emplean generalmente para las
tuberias de agua, calefuccidn y teftigerante. Las tberias de
aacero y de hierro forjado se utilizan para los eonduetos de
sas y, frecuentemente, Ia ealefaccitn por agua caliente, Las
{uberias de plistico se emplean pura desugtles, sumideros de
ccondensade, entradas de agua, bombas de calor para entrada
de agua y para la ventilacién de calderas a gas de alta efi-
Las tuberias de cobre estan disponibles como tuberias
blandas de cobre recocido y tuberias de cobre estirado en
rio. E] cobre recocido puede ser doblado o utilizado con tu-
‘bos avodados, uniones en Ty otros tipos de empalmes. Las
luberias estiradas en frio no estén pensadas para estar dobl
das; Uselas solo con accesorios de empalme para obtener las
ccontiguraciones deseadas. Las tuberfas de cobre utilizadas
pata reftigeraci6n o aire acondicionado se denominan tube-
rias ACR (air conditioning and refrigeration). Las tubertas de
cobte usadlas para agua y calefaccisn estin disponibles en
‘cuatro pesos estindar: las de tipo K son para servicio pesa~
do; cl tipo L es el tamaiio estandar y el mas frecuentemente
ado: y los tipos M y DWY no se suelen emplear en esta
industria. El didmetro exterior (DE) de estos cuatro tipos es
aproximadamente 1/8 de pulgada mayor que el tamaiio indi~
‘ead; es decir, una tuberia de 1/2 pulyada tiene un DE de 5/8
El tamafio de Jas tuberias ACR se mide por su DE:
las tuberfas de 1/2 pulgada tienen un DE de 1/2 pulgada. En
‘general, utilice el diémetro interior (DI) para las aplicaciones
netia y caleluccién y el exterior para las de aire
‘ondicionado y refrigeracién; véase la figura 7.1. Las tube-
2s de cobre estén normalmente disponibles en didmetros
que van de 3/16 pulgada a mas de 6 pulzadas.
Las tuberias blandas de cobre estan normalmente disponi
bles en rollos de 5 a 15m y en didmetros que van de 3/16 pul
ouraside
98 Seccién 2. Saito, heanierns, equips y manera
vol)
5/8 pulgada (apreximada)
eat
“Tuboria de cobre tipo Ld 1/2 pulgaca
Tuberla do cobie ACR de 28 puigada
718 pulgada (aproximad}
7 |
“Tuberia de cobve tipo de 8 pulgada
V2 pulgada
at
“Tberla de cobre ACR ae 1/2 pulgade
FIGURA 7.1. fl tamaio dels tberosutizados pra fontaneriayclfacin se indica segin su diate elde ls iuberios ACR se india sein su
hiameto exter
sgada a 344 pulzada. Pueden encargarse rollos especiales de 30,
mde longitud. Las tuberias ACR vienen tapadas por ambos
lextremos, para mantener su interior seco y limpio, y a menu
do tienen una carga de nitrégeno para mantenerlas libres de
contaminantes. Debe seguirse un procedimiento adecuado
para sacar la tuberfa de la bobina. Nunca sau la tuberia des-
de el lado del rollo. Col6quela en una superticie plana y de-
senrolle la bobina, como se indiea en la figura 7.2. Comte s6lo
el trozo que nevesite y vuelva a tapar los extremos.
No doble o enderece la tuberia mas de lo necesario, por
que se endureceria. Este fendmeno se denomina endureci
miento por acritud. Las tuberfas endurecidas por acritud
pueden ser ablandaclas calentdndolas y dejando que se enfri
en lentamente. Este proceso se denomina ablandamiento.
Cuando esté ablandando una tuberia, no coneentre un alto.
calor en un area, sino utilice una lama abierta, aplicindola
sobre una zona de unos 30 em de tuberla por vez, Caliente
hhasta que la tuberia se ponga de color rojo cereza y déjela
cenfriarse lentamente.
Las tuberias de cobre estirado en trio estén disponibles
cen longitudes de 5 m y con mayores didmetras que las tube-
FIGURA 7.2. Rolo de tuberia banda Coléqueleen una superficie plonay
deseo, Fotografia de Bil Johnson
‘oman
rias de cobre blando, Tome las mismas precaueiones con el
cobre estirado en frfo que con el cobre recocido, y vuelva a
lapar los extremns cuando no esté usando Ta uberia
7.3. AISLAMIENTO DE TUBERIAS
Las tuberfas ACR se aislan a menudo en el lado de baja
presién de un sistema de aire acondicionado o refrigeracién,
entre el evaporador y el compresor, para evitar que el refri-
gerante absorba calor, véase la figura 7.3. El aislamiento
también evita que se forme condensacién en Jos conduetos,
La estructura de eélulas cerradas de este aislante elimina la
necesidad de utilizar una barrera de vapor. Puede eomprarse
el aislante por separado de la tuberia, o aquél puede venir
instalado de fabrica, Si instala el aislante, resulta més senci-
lio, siempre que sea posible, aplicarlo a la tuberia antes de
‘montar el conducto, BI interior del aislante suele estar em-
polvado para faclitar su deslizamiento incluso alrededor de
la mayor parte de los dobleces. Puede adquirirse adhesivo
para sellar los extremos de dos segmentos de aislante, como
se ilustra en la figura 7.4
FIGURA 7.3. Tubeia ACR con cislante, Fotografia de il Johnson.
FIGURA 7.4. luis extremos de ds sogmentos de late pra
‘uberis lie un adhesive forced especticament para ese propio,
Fotgrai de Bil Jonson.
Para conductos ya existemtes, o cuando no sea posible ea
lizar el aistamiento antes de instalar Ia tuberia, puede cortarse
claislante alo largo con un cuchillo de propésito general alla
0 y colocar el aislante alrededor de la tuberia, Deberin sella
‘s@xlas las uniones con adhesivo. No utilice cinta adhesiva
No estire el aislante para tuberfas, porque se reducirta Ia
sanchura de la pared aislunte y puede que el adhesivo no pue-
dda ealizar adecuadamente la sujeci6n, reducigndose la efec:
tividad del aistante,
7.4. CONJUNTOS PREMONTADOS
ueden comprarse las tuberfas como conjuntos premonta-
dos. Estos conjuntos ya estin cargados de refrigerante y sella
dos en ambos extremos, y pueden adquirirse con el aislante
ya instalado, Estos conjuntos premontados disponen normal-
mente ee accesorios de empalime en cai extrem, para hacer
‘mds répida y limpia la instalacidn en el sistema; véase la figu-
17.5, La precarga ayuda a climinar la posibilidad de realizar
tuna carga inadecnada durante la instalacién. También reduce
ee
«®) Cy
opi 7. bens 99
FIGURA 7.5. Un conjunopremontado tio, Fotografia de Bil obnson
Ja posibilidad de contaminacién en el sistema, evitando la
obstruecidn del mismo y los daios en el compresor.
7.5. CORTE DETUBERIAS
Las tuberias se cortan normalimente con un contador de t-
berfaso una siera de corte para metales. Los eortdores de t-
berfassuolen emplearse normalimente eon tubos blandos y con
las tuberas estrada en fri de més pequeiodimetro, Para las
{uberis estiradas en frio de diimetros mayores puede usarse
tna siera de corte para metals, Para cortar la tuberia con un
cortador de bos, siga estos pasos, ilustracos en la figura 7.6
1. Coloque Ia tuberia en el cortador y ange la rieda de
corte on Ta maa de corte del tubo. Apriete el torni-
To de ajuste hasta upliear una presion moderada a la
tuber
2. Gire el cortador alrededor de latuberia, manteniendo
‘en todo momento una presion moderada aplicada sobre
1k misma, girando graivalmente el tnllo de juste
3. Contin hasta cortar la uberia por completo. No apli-
que una presion excesiva, porque podria romper la
rueda de core o constrenir Ia abertura de la tuber.
©
FIGURA 7.6. Foume correcta de uilzacion de un cortador de tubes. Fotografie del Jhnson,
© rmhanis
100 Sexcin 2. Sega, eran, equipo y martini
‘Cuando termine de realizar el come, deben’ eliminar el mi
{erial en exceso (denominadlo baba) introducido en el con:
‘dueto por a rueda de eorte, como se ilustra en la Figur 7.7. Las
rebabas producen turbulencias y representan un obstéculo pat
‘el paso del fluido o vapor a través del conducto,
ara coriar la tuberia eon un
les, realice el corte con un dngulo de 90° con respect a lat
beria, Puede utilizar un portapieza para realizar un corte pi
ciso (vase la figura 7.8). Después de cortar la tuberfa,
escariela y lime el extremo, Elimine todas fas virutas y lima~
dduras, asegurndose de que ningtin resto 0 particula metiica
se introduzea en la tuber.
erra de corte para met
“
®)
FIGURA 7.8. Form correct de uilizar un sierra de corte para mete
Fogrtis de Bil Johnson.
hens
7.6. COMO DOBLAR TUBERIAS
Solo deben doblarse las tuberias blandas, Urilice el
imo radio de curvatura posible (véase la figura 7.9A). To
permita que la tuberta se estrangule 0 que se formen plie-
gues (véase la figura 7.9B). Doble con cuidado Ia tuber
Puede utilizar muelles para doblar tuberfas como ayuala
para realizar la curva, como se ilustra en la figura 7.10. Di
‘chos muelles pueden usarse en el interior 6 el exterinr del:
bo. Hay disponibles muelles de distintos tamaiios, para dite
FIGURA 7.94. Deblado manuol de una tbera, ice el odo més
‘grande posible Fotografia de il Johnson,
FIGURA 7.98. Wo pamia quel hero seaplane o ue se omen
pliogs ol dbl, Forgot de Bil Jokson
FIGURA 7.10. Puedenusurse mulls pra dobar uberis ene interior ©
exterior dl tubo Ue un mull del dametro corel, Fologrfia de Bill
Johnson
FHGURA 7.11. iain deundoblador de tubes depo placa
Forgot de il Jobnso,
fenies didmetros de tuberfa Para sacar el muelle, una ve7,
completada la operacidn de doblado, puede ser necesario gi-
‘arlo, Si utiliza un muelle en el digmetro exterior, doble cl
tubo antes de abocinarlo, para poder sacar el muelle.
Los doblaclores de tubos de palanca, come el ilustrado en |
fa figura 7.11, se utiizan para doblar tuberias de cobre reeo-
vido y tuberfas de aluminio de pared fina; hay disponibles
Uistintos tamaios de tales dobladores,
7.7, PROCEDIMIENTOS DE SOLDADURA
Y BRONCESOLDADURA
La soldadura es el proceso utitizado para unir tuberfas y
comuctos a fos empalmes. Se utiliza prineipalmente en siste-
mas de fontaneria y ealefaccién que empleen tuberfas y em-
palmes de cobre y lat6n. Los sistemas de refrigeracién de
ran famaito también utilizan tuberias y empalmes dutos. La
soldadura, a menudo denominado estaniosoldadura, se realiza
-aturas por debajo de 400 °C, usualmente en el rango
que va de 200 °C a 250 °C, como se indica en la figura 7.12.
La suelda de estailo y plomo S0/50 resulta adecuada para
presiones y temperaturas moderudas, Para presiones mas al-
Veto
oC
(opto 7. Tiberis 101
4.000°C
780°C
Rango de temperaturas para
broncesoidadura (850°C a 850 °C)
500 °C
250°C
Rango de temperaturas para
soldagura (100°C a240°C)
FIGURA 7.12. _Rungos de vemperatra par soldadway broncesokodur,
tas, 0 cuando Ign falta una mayor resistencia dela unin,
Ped usirac un selda de eto y atimeonio 9915.
La broncesoldadura, que requiere enperatuas in ata,
se denomina a menudo plaasoldaduray esi ta sold
dr, Seuliza para unr wheriasy conducts en sistema de a
cosoldadura, se emplean tempeaturs por encima de 400 °C.
Las diferencias de tenperatura son necesariasdebido alas
ferenes leaciones ilzads en Tos metals de aportacin,
Los metales de aportacion para broncesoldadura acu
dos para tir uberas de cobre son aleaciones que contienen
entre un 15% yt 6058 deplta (Ag) 0 aleaciones de cobre
nen fisforo (BCP). Los metals de aportacion
troncesoldadura se denominan a veces sueldas de pl
ta, Este eS un témino confuso a menudo uilizado por los
téenicos yes mejor evtaremplearl.
ta soldadiray la bronvesoldadur, el metal base la
tuberia 0 conducto) se ealientahista el punto de fusidn del
material de aporacion, No debe fundirse la uberta 0 con
‘duct, Cuando se calentan dos siperficies metilica suaves.
Timp y que ajesten bien, hasta el punto en que empieza
fundirse el metal de aportacin, este metal fundido se into-
dle en la juntura por atraccidncapitar(véase la figura 7.13
Metal de aportacion
Motal base
Metal nase —~/
FIGURA 7.13. Dos cemplos de traci cop. a iquerda se mustan dos rors de vitro con une pequefia seporacin, Cuando se sisal en og, kr
tHracén coir hoe que el aguas inroduzcaenel espacio de sepracién entre as dos tors de vd. Las moléuls de ago se ven mas aruda pore vidio de
loqu se ven as ees, Camo conse
{undid se inaduce ene espacio de separacon
‘pela que sine ene. es moe
i, sben entre ls dos ros devi. Al derecho se muestra ur
dos trozs de metal bose, Las molcuos dl mato de apart
los seinfroducon onl juntur,chumedecando primero metal base leg relenando la uién,
lstracién de céma el mel de apricon
sienfen una moyor atactn por el mata base
Co nrteaets
102 Sein 2. Sequided,hevanintes, pips y mrterimieno
Metal base
FIGURA 7.14. Lo sueldo fda en uno junta sold sea obsrbida por
los poros de la superfice de metal bse,
para obtener una explicacidn de este proceso). Si se reali
adecuadamente la soldadura, la suelda funda Seri absorbi-
«da por los poros de! metal base, se adheriri a todas Tas super-
fetes y formar una union, como se tlustra en la figura 7.14.
7.8. FUENTES DE CALOR PARA SOLDADURA.
Y BRONCESOLDADURA
Las fuentes de calor mis cominmente utitizadas para
soldadura y broncesoldadura son los sopletes de propano,
butano 0 aireacetilénicos (véase la figura 7.15). Los sopletes
de propano 0 butano pueden ser Licilmente encendidos y
ajustados al tipo y tamafio de la junta que esté siendo soldae
dda, Hay disponibles varios tipos de punta,
FIGURA 7.15. Un soplete de propono con uno puna iia de soModur.
Fotograi de Bil Johnson
(© rome
Las unidades aireacetidénicas son un tipo de fuente de ea
lor frecuentemente usada por los téenicos de aire acondiciona
do y reftigentcisn, Una de estas unidades, como ta ilustrada en
Ja figura 7.16, consiste usualmente de un epssito de tipo B de
gas acetileno, un regulador, una manguera y un soplete. Ha
Lisponibles varios tamatios de puntas estindar para esta
dads. Las puntas mas pequelas se emplean para tu
pequeno dimetro; las puntas mayores se utlizan para tubes
de gran diimetro y pau aplicaciones de alta temper
de usarse una punta de alta velocidad para propon
‘mayor concentracién de ealor, La figura 7.17 muestra uns
punta de alta velocidad de uso comin,
FIGURA 7.16. Una uid ccc tipi. Fotografia de Bil
John.
Oncio
“Tubo Vertu’ Punta de remoting
Rotarhelicoial~
“Tubo quemador~
FIGURA 7.17. Una puna deta velodad camsinmente use pros
tecios, Cortesia de Wingoersheok.
Siga este procedim
-nto para prepa
ar, encender y utili-
‘at una unidad aireacetilénica (véase la figura 7.18)
Antes de conectar el regulador al depssito,abra la vs
vula del depsisito Tigeramente para expulsar el polvo
que pucda haber quedado depositado en la vlvula,
Coneete el regulador con Ja manguera y el soplete al
depsito, Asegtrese de apretar convenientemente to-
das Tas conexiones,
Abra la vdlvula del deposito media vuelta,
‘Ajuste la valvula del regulador, situindola aproxt-
‘madamente en so punto medi
FIGURA 7.18. Procedmieno para a pregaracé, encenidoy fzacin
una unidd cireocelenica, Fotografias de Bl Johnson
5
into 7, Khois 103
[Abra ligeramente lu vélvali de aguja del soplete y
cencienda el gas con un encendedor de chispa. “No
tutilice cerillas ni encendedores de cigarrillos.*
Ajuste la Hama utilizando la vilvula de aguja de la
‘empuiiadura, hasta obtener una Hama interior intensa,
¥y na Tama exterior de color azulado. Después de
teada uso, cierre la vélvula del depdsito y purgue el
acetileno que haya podide quedar en la manguera,
abriendo In vilvula en la emputiadura del soplete. El
purgar el acetileno de las mangueras elimina la pre=
sign cuando el equipo no esté en uso.
Ori
104 Seci6n 2. Sui, brains, aqipsy nxn
Algunos tet
cos, particularmente para broncesoldar tubes
metro y para otras aplicaciones que requier
superiores. *Este equipo puede ser extremadamente pel
4 adecuadamente. Es necessrio
ones para la ad
-0s prefieren utilizar sopletes axiacerilén
fas de gran did
recomienda también vivamente
que, cuando comi izar el equipo, lo use bajo la
atenta supervision de al
Rc eae ace
dle Jos equipos oxiacetilénicos de soldadura y broneesolda-
ura. Los procesos de soldudura y broncesoldadura oxiacet
lénicas uilizan una tama de alta temperatura, Para producir
esta alta temperatura, se mezcla oxigeno con gas acetileno,
El equipo incluye botellas de oxigeno y acetileno, regulad
res de presiGn para el oxigeno y el avetileno, mangueras, ac-
ccesorios de empalme, vilvulas Ue seguridad, sopletes y pun-
tas (véase la figura 7.19)
Cada uno de los reguladores tiene dos mandmetras, uno
;para medir la presién del depésito y otro para medir la presisn
{cl soplete. Las presiones se indican, en estos reguladores, en
libras por pulgaca cuadrada manométricas ¢psig) o kPa. La fl-
‘gura 7.20 es una fotografia de un reguladlor de oxigeno y
‘otro de acetileno, Estos regulsdores slo deben emplearse
pra los gases y para el tipo de operacién previstos. "Todas
las conexiones deben estar libres de suciedad, polvo, gra-
sa y combustible.
FIGURA 7.19. Equipo oxioctlérico, Fotografia dle Bil Jonson
rr Fuemts
“ ®)
FIGURA 7.20. (A) Reglaor de aetleno(8)Regulador de oxigeno,
Fotografia de Bil Johnson
iplearse una viilvula de flujo invertido. Estas valvulas
sélo permiten que el gas fluya en una direcetén.® Siga las
insirucciones correspondientes cuando conecte estas vilvu-
las, porque algunas han sido disenadas para conectarse a la
‘conexién de manguera en el cuerpo del soplete y otras para
concetarse a la conexién de mangucra del regulador.
La manguera de color rojo se conecta al regulador de
acetileno mediante una conexién roscada a Ia izquierd
mientras que la manguera verde se coneeta al regulador de
‘oxfgeno mediante una conexién roscada ala derecha..
Después se conecta el cuerpo del soplete a as mangue-
ras y se coloca en el soplete la punta apropiada (véase la fe
gura 7.21). Hay disponibles muchos tamafios y estilos de
punta, El lector deberd aprender, cuando reciba formaciéa
FIGURA 7.21. (A ope oxiaceténico con un pnt. (B}Conjl d
unis de sopeteoxiacetenic,Foagrafosde Bil ohson.
:
|
|
i
i
ny
ilo 7, Kis 105
IGURA 7.22. (A) Lama neuro, (8) lana corbonizone y (C) Homa oxidant. Fologratis de Bl Johason
“specifica sobre la utilizacién de este equipo, qué puntas de-
‘ben emplearse para cada aplicacién pariculat.
Debe utilizarse una Hama neutra para estas operacionk
La fiyuta 7.22 mutes fas fowografias de un Tam newt,
orizamte (demasiado acetileno) y de una
ante (demasiado oxfyeno).
Como ya hemos dicho, hay muchas precauciones de
id que deben tenerse ‘aa
oxiacetilénicos. Asegdrese de seguir todas estas preci
cones. El lector deberia familiarizarse con ellas durante
su elapa de entrenamiento con este equipo."
7.9. TECHICAS DE SOLDADURA
Los didimetros de los tubos y empalmes than sido disefia-
4os 0 dimensionados para que ajusten adecuadamente. Para
‘que produzca tna buena atraceién capilar, debe haber una,
‘eparacidn entre ambus superficies metdlicas de aproxima-
damente 0,1 mm. Después de cortar Ia tuberia al tamano
aalecuado y desbarbarla, debers hacer lo siguiente para obte-
ner uniones bien soldadas:
1 Limpie las partes correspondientes de las dos piezas
‘que haya que unit,
Aplique un fundente a la conexién macho.
Ensamble la tuberia y el empalme.
Caliente la unién y aplique la suelda,
Linpic la unién un vez sold,
LUNPIEZA. EI extremo de la (uberia de cobre y el interior del
cmpalme deben estar completamente limpios. Aunque est
superficies puedan parecer Limpias, pueden contener huellas
4e dedos, polvo u Gxido. Puede emplearse una tela de esme-
‘il una almohadilla de limpieza 0 un cepillo de akumbres es-
pecial. Cuando ef sistema de tuberfas sea para un eompresor
hetmético, deberd emplearse una tela de esmeril normaliza-
ta de tipo no conductor (vase la figura 7.234).
APUCACION DEL FUNDENTE. Aptique fundente inmediatamente
después de limpiar las superficies. Para la estaflosoldadura,
el fundemte puede ser una pasta, una gelatina o un liquido,
Apfique el fundente con un aplicador o cepillo fimpio. No
Uuilice un cepillo que haya sido usado para cualquier oxo
proposico. Aplique el fundente s6lo al area que haya que
tunity evite que entre en el sistema de tuberfas. El fundente
mninimiza la oxidacién mientras que se esti calentando la
unién, También ayuda a expulsar la suciedad 0 el polvo de
la union
FIGURA 7.23A. Linpiezo y aplacién dol fundent. (1) Limpio fa tbero,
‘x una tela de esmerl. (2) Limp el ample con un cpl 3} Lingie ot
‘empalme con una tel de ese (4) Apique el fundene Fotografias dell
Johnson.
OTR
106 Setin 2. Sega, horas, eqs y maresiniena
ENSAMBLADO. Finsamble Ia unién inmediatamente despuss de
aplicar el fandente y sujétela de modo que quede recta y no se
nuieva mientras se realiza la soldadura (véase la figura 7.238).
FIGURA 7.238. Una union adecuadomenteensambada y suet, sta
par or soldade,Foogeoia do
®
CALENTAMIENTO Y APLICACION DE LA SUELDA. Cuando ests reli-
zando la soldadura, caliente en primer lugar, durante un eor-
mpo, la tuberia nidades del empalme. Des-
Iberia hacia el empalme
Mueva continuamente el soplete entre el empalme y la tube
ria, tratando de distribuir el ealor de forma uniform:
brevalentar ninguna zona, No apunte la Hama hacia el 26
Jo del empalme. Sujete el soplete de modo que el cono
interior de la Hama toque simplemente la superficie del me
tal, Después de calentar brevemente la uni6n, t6quela con la
suelda, Si no se funde ficilmente, separe Ia suelda y conti-
nie ealentando la unién, Siga probando de esta forma con la
suelda el calor del metal. No funda ta suelda con ta Hama:
utitice et calor det propio metal. Cuando ta suelda fluya ti-
Dremente gracias al calor del metal, utlice la suficiente ean-
tidad de suelda como para Henar la junta, No utilice una
ccantidad de suelda excesiva, La figura 7.24 muestra el pro
eso paso a paso de calentamiento de la unidn y aplicacién
de la suelda.
o
FIGURA 7.24. Ferma coca de clr uno junta y apr a sue (A) Canine clentond oe. (8) Nntego lo Homa en movie No oun
onl lane ol brd dl eplme() Toqu junta con a sulla para rb el lr es adeuodo, Mo funda sued con a ara. (} Coo oun et
sufcentemente cle, lo suelda fit. Fotografias de Bil Johnson,
Poe
Para las uniones horizontales, es preferible aplicar el me~
‘ul de aportacidn en primer lugar en la parte inferior, luego
en os lados y finalmente en la parte superior, asegurindose
reas soldadas correspondientes se solapen (vease
1a figura 7.25). En las uniones verticales, no importa dénde
seapligue en primer lugar el metal de aportacién,
LINPIEZA FINAL. Micntras fa unin esté todavia caliente, puede
limpiarla con un trapo para eliminar el exceso de suelda, Es-
(w no es necesario para producir una buena unin, pero mejo
val apariencia de ta misma,
10, TECNICAS DE BRONCESOLDADURA
LUNPIEZA. Los procedimientos de limpieza para la broncesel-
dadura son similares a los de la soldadura. BI fundente para
broncesoldadura se aplica con un cepillo al rea previamente
limpiada del extremo del tubo, Evite que el fondente se in-
tnuzea en el sistema de tuberias. Algunas marcas, hechas
Clo 7. Tubes 107
©
FIGURA 7.25. Cundo es eaand eldadrs obomesodadus en
posin horizon (N)aplique el met de open en a pate infer,
(B) luego on ambos aos (Cfnalment ena part super,
osequrindss de usa reas espcivs se solapn,
Foor de Bil oso.
de una aleacién de plats-cobre-féstoro, no requieren una
limpicza exhaustiva cuando se esté broncesoldando
za de cobte con otra. Siga las instrucciones proporcions
ppor el fabricante del material de aportacién,
APLICACION DE CALOR PARA LA BRONCESOLDADURA. Antes de caten-
Jar ta unién, resulta convenient introducir nitrégeno 0 did
xido de carbono en el sistema, para purgar el aire y reducir
1a posibilidad de oxidacién. Aplique calor a las dos piezas
{que haya que unir con ut
nico. Caliente en primer lugar el tubo, a una distancia apro-
ximada de un par de centimetros del horde del empalme,
Ueslizando ta Tama alrededor del tubo. Es muy importante
‘mantener la llama en movimiento y no sobrecalentar nin
nna zona. Después, site la Hama sobre el empalme, en
se de la copa. Caliente de manera uniforme, moviendo la Ilt-
rma desde el empalme al tubo, Aplique el cordén o varilla del
material de aportacién en un punto donde el tubo se intro-
duzca en el z6calo, Cuando se alcance Ia temperatura apro-
ico u oxiacetils
Omri
108 Sec 2. Sepsia,hroriens, equips y mann
pinda, ef metal de aportacién fluird ficilmente por atraccién
capilar, introduciéndose en el espacio situado entre el tubo y
el empalme. Al igual que en la soldadura, no caliente el pro-
pio contin o varilla, La temperatura de! metal en I uni6n
Ldebe ser lo suficienternente alta como para fundir elm
aportacie la temperatura correct
miostrard un color rojo cereza, Los procedimientoy son los
mismos que con la soldadura, salvo porque se usan diferen-
tes materiales y se apliea un calor mayor.
EI fundente unilizado en el proceso de broncesoldadura
xcién, Cuando termine de broncesoldar, impic ¢s-
1s niones con agua y jabén,
de
Cuando la unin est
CONSEJOS PRACTICOS PARA LA SOLDADURA
Y BRONCESOLDADURA
BAIA TEMPERATURA. Cuando esté realizando una operacisn de
soldadura, las superficies de las piezas macho y hembra que
estén siendo unidadl deben estar limpias. Es necesario que las
superticies estén limpias para asegurar que la conexiGn esté
libre de fugas, Se tarda mucho mas en preparar las super
cies para Ja soldadura que en realizar la propia soldadurs, Si
se limpia de antemano una conexién que vaya a ser soldada,
puede que sea necesatio realizar una limpieza de retogue jus-
{© antes de soldar, El cobre se oxida ficilmente y el hierro y
cl acero comienzan a herrumbrarse de forma inediata, Hay
algunos fundentes que pueden aplicarse inmediatamente
deypugs de la limpieza, para prevenir la oxidacion y la be-
rrumbre hasta que las tuberias y aecesorios de empalm
{én listos para ser soldados,
Solo deben emplearse sueldas de la mayor calidad pas
realizar conexiones con soldadura a baja temperatura para
refrigeracidn y aire acondicionado. Durante muchos aftos, se
hhan estado soldando los sistemas adecuadamente con suelda
95/5 y, sise realiza la soldadura de la forma apropiada, pue-
de seguir usdndose dicho tipo de suelda. Sin embargo, no se
Ja debe emplear nunca en el lado de alta presiéin del sistem:
cerca del compresor. La alta temperatura del conducto de
descarga y la vibracién harian que se produjeran fugas, con
mucha probabilidad
Si se quiere utilizar un tipo mejor de suelda, puede selee-
cionarse una de alta resistencia y baja temperatura, Las suel-
das de baja temperatura con un cierto contenido de plata
ofrecen dicha mayor resistencia con bajas temperaturas. de
usin, Uno de los problemas con la mayor parte de las suel-
das de baja temperatura es que los puntos de fusign y li
faceidn estin demasiado proximos. Esto resulta evidente
‘cuando se est tratando de utilizar la suelda; Muye demasiado
ripido y resulta dificil hacer que permanezca en la abertura
de Ta junta, Algu leldas de baja temperatura que
ncluyen plata en su composicidn tienen una mayor separ
cin entre los puntos de fusién y Hieuefaceién y son mis fii
les de usar. Tambign tienen Ia ventaja adicional de que son
‘mis elisticas durante el proceso de soldadura, lo que perm
te que las separaciones entze los empalmes se Henen mas fi
cilmem.
ATA TEMPERATURA (BRONCESOLDADURA). Fxisten dlistintas post-
bilidades de eleceién de materiales para broncesoldadura a
alta temperatura, Algunos de ellos incluyen un alto conteni-
do de plata (45% de plata) y deben siempre usarse con un
7.
de Tas
© hase
fiundente. Se han disenado algunos materiales para bronce-
soldadura a alta temperatura que no tienen un alto contenido
de plata (15% de plata); estos materiales pueden no request
fundente cuando se realicen conexiones entre dos piezas de
‘cobre, atngue puede usarse el fundente si se desea. Se han
disedado, asimismo, otros materiales de broncesoldadura
{que no contienen plata en absoluto. La experiencia ayudar
al lector a elegir ol material que preiera
TPOS DE UNIONES. 11 tipo de unign dicta los materiales de sot
dadura © broncesoldadura que bay que utilizar. No txkas las
cconexiones son de cobre con cobre; en algunos easos puede
haber que realizar uniones de cobre con acero,
ton 0 latén con acero, Estas conexiones se denominan a ve-
tees conexiones de metales disimiles. A continuacién se pro-
porcionan algunos ejemplos.
|, Una linea de suceién de cobre se une a un compresor
‘© conexién de acero, La eleceién ligica consiste en
usar un material con un 45% de plata, debido a la re-
sisteneia de la conexién y a ka alta temperatura de fu
sobre con la
2. Una linea de succién de cobre se conecta una
vula accesoria de latén. L un
45% de plata, desde el punto de vista de la resister
cia, Otra posibitidad seria una suelda con baja tem:
peratura de fusiGn y un cierto contenido de plata, que
tiene una alta resistencia y una baja temperatura de
fusin, Asi, el cuerpo de la valvula no tendria gue
ser calentado hasta a. alta temperatura de fusion de
la suelda con 45% de plata.
3. Un conducto de cobre para Liguido se conecta a un
filtro de desagie de acero. Un material de broncesol-
dadura con un 45% de plata seria una buena clec
cci6n, pero requiere una gran cantidad de calor. Por
ello, puede ser mejor emplear una suelda de baja
temperatura con contenido de plata, que tambien nos
da la posibilidad de quitar facilmente el desagile en
tuna fecha posterior, para su sustitucidn,
4, Se realiza una conexidn en un condueto de su
de cobre de gran tamatio, utilizando tuberias est
das en frio, Muchos téenicos empleari
dle broncesoldadara de alts temper
contenido de plata, pero puede que no deseemos que
Ja tuberfa estirada en fri pierda su temple. Una sue!
dda de baja temperatura eon yn cierto contenido de
plata proporcionara Ia resistencia adecuada, al. mis-
mo tiempo que la baja temperatura de fusion evita
que el tubo pierda su temple.
SELECCION DE LA FUENTE DE CALOR PARA SOLOADURA Y BRONCESOL:
DADURA. Muchos técnicos utilizan sopletes aireacetilénicos
chido a que los oxiacetiténives son pesados y uificiles de
usar, Hay que hacer notar que los soplete
‘que utilizan el método de salida helicoidal para mezclar el
aire y el acetileno pueden usarse para soldadura tanto de bs
ja como de alta femperatura. Pricticamente no existen situa
ceiones donde sea necesutio utilizar equipos ox
al instalar tuberias con sueldas de alta temperatura, 2 menos
‘que esté instalando sistemas de mis de 15 tons. Un soplete
aireacetilénico tiene una temperatura de lama de 3.087 °C.
Debera emplearse la punta adecunda al ipo de suelda y al i
rmaifo de tubo (véase la figura 7.26),
mejor eleccién ser
aja
aireacetlénicos
Cop 7. betos 109
(6
FIGURA 7.26. Pueden ulizase dferenestmios de punt,
\eendind del mai del tubo y de a ucla utlzad. Coveio do
Thamadyne Indes, In
tra posible Fuente de calor es cl gas MADT Es us
compuesto similar en su naturaleza al propano y que puede
usase eon aire, La temperatura de llama del gas MAPP es de
2.927 °C, Nose calienta tanto como el aireacetileno, pero se FIGURA7.27. Contenedor de gos MAP. Cresia de Termadyne
Suminisira en contenedores de mayor tamano y generalmen- Indies nc
te mas ligeros ¢ igura 7.27),
CDNSEJOS PARR SOLDADURA Y BRONCESOLDADURA. A. comin
‘© proporcionan algunos ejemplos, 5. No sobrecaliente las conexiones. Puede variarse el
1. Limpie toxlas las superficies que haya que soldar calor acereando o alejando el soplete de ka unign. Se
broneesoldar recomienda que, una vez se aplique calor a una co
2. Byite que fas imaduras y el fundente se introduzean Xidn, éste no se elimine por completo, porque se in
en el tubo, troxluce aire y tiene lugar el f
3. Cuando esté realizando uniones soldadas vertical 6. No aplique una exeesiva
‘mente, aplique calor a la parte superior del accesorio temperatura aur 1 Es buena i
de empalme. longitud de suelda que se quiere utilizar mediante un
4, Cuando esté soldando o broncesoldando © pliegue, como se ilustra en la figura 7.28. Cuando
de diferentes pesos, coma cuando se suelda u Tlegue al pliegue, deten
ucto de cobre al cuerpo de una vilvula de k
endmeno de oxidacin,
dda de suelda de baja
lia soldadura 6 aplicnra a la
I de aportacién, que po-
‘unidn un exceso de mate
‘gran tamatio, la mayor parte del ealor debe ser apli- dria introducirse en el sistema.
ado a fa masa de metal més grande, en este aso la 7. Cuando utilice fundemte con materiales para bronce
vilvula, soldadura de alta temperatura, elismine siempre el
Taman de tuberia de core
Punta ‘Suelda de estaio ‘Suelda de plata
315 Wee 310
525 BD
3 wae 20-40 10220
% 2550 1530
Tis 4075 “lh 2040
Ys 50-90 3030)
%, 1150) 4 0-100
oe ie 20540 a 10.20
Guo son dept degra amen
NOTA: Pasaireacondicion, ail Me pas pars tubers dtp
FIGURA 7.26. Continacén,
© WP
110 Seccin 2. Seouied, hones, ecips y mansinieno
FIGURA 7.28. Hoge un plegueen el extremo del sued para saber
«ind debe para. Fotografide lohan
fundente una ver. termine. *Utilice proteecién para
os ojos.* El fundente esta duro y tiene el aspecto del,
vidrio en ka conexién broneesoldada (véase la figura
7.29), Esta sustancia endurecida puede encubrir una
fuga y salir despedicla en algdn momento posterior.
8. Siutiliza alzdn tipo de fundente que pueds corroer el
tubo, como es el caso de algunos fundentes para
sueldas de baja temperatura, climine el fundente de
Ja conexisn, para que no se produzea corrosion
no lo hace asf. la conexidn lucird pronto un aspect
poco profesional
9, Hable con los expertos de su empresa suministradora
acerca de las necesidades especiales que pueda tener
de materiales de soldadura.
Fundente endurecide
Susida
FIGURA 7.29. funder uae cn nates pore bonesoladya
deco empraua adopt, lenders, el spat da vidio
‘OnPPawie
7.12. REALIZACION DE UNIONES ABOCINADAS
Otro método de unir tuberias y empalmes es la unidn
abocinada 0 abocardada, Este tipo de unin hace encajar un
‘ensautchamiento en forma de boeina del extremo de la tuberia
‘con un Angulo situado en el extreme del empalme; a unidn se
segura mediante una tuerca especial que se coloca detrs del
‘ensanchamiento de la tuberia (véase la figura 7.30),
FIGURA 7.30. _Componenies por rel
Folograta de Bl Jonson,
de un unin obocordodo
Elensanchamiento en forma de bocina de la tuberia pue-
de realizarse con un aparato especial de tipo tornillo, deno-
‘minado abocardador. Utilice el siguiente procedimiento para
hacer la abertura en el extreme del tubo.
1, Corte el tubo a fa longitud adecuada,
2. Utilice un escariador para quitar todas Tas rebubus y
Jimpie cualquier residuo que pudiera tener Ta beri
3. Deslice fa tuerca de acoplamiemta sobre la tuberia,
‘con el extremo roscad dirigido hacia el extremo de
Ia tuberia
ite el tubo en el soporte del abocardador, como se
‘muestra en la figura 7.314. Ajuste la posicidn del tu-
bo, de forma que éte sobresalga ligeramente de la
base (aproximadamente un tercio de fa altura total de
Ja abertura abocinada).
5. Coloque el yugo en el bloque, situando el cono del
abocardador sobre el extreme del tbo. Muchos tée-
nicos utilizan una o dos gotay de aceite refrigerante
para lubricar el interior de la abertura abocinada
as Esta se Forma (vase la figura 731B).
6. Gire el tomillo con fuerza para haver descender el
ccono, como se ilustra en la figura 7.31C, Contin
‘girando el tornillo hasta terminar de formar la aber-
tura abocinada (véase la figura 7.31).
7. Quite la tuberfa de la base del abocardador y com-
prucbe si exist sdefecto, Silo hubiera, corte la
parte aboeinauda y empicce de nuevo,
8. Ensamble la union,
7.13. REALIZACION DE UNA ABERTURA ABOCINADA
DE DOBLE ESPESOR
Las aberturas abocinadas de doble espesor proporcionan
tuna mayor resistencia al extremo abocinado del tubo. En es
SG
FIGURA 7.31. Procediniena pare reaiar une union obucinado
stlizondo un abocardadr de fp tori, Fotografias de Bl Johnson,
(pio 7. Teas 111
fe caso, el realizar la abertura es una operacisn en dos pisos,
Puede utilizarse un abocardador compuesto 0 una herra-
rmienta troqueladora, La figura 7.32 ilustra el procedimiento
para realizar aberturas abocinadas de doble espesor con un
abocardador compuesto,
Hay muchos accesorios de empalme disponibles para
ulilizar en uniones abocardadas. Dichos empalmes tienen un
cextremo en dngulo de 45°, que encaja en la abertura abocina:
‘da del extremo del tubo (véase la figura 7.33).
“ ©)
FIGURA 7.32. Procdimiont para realizar uo cera cocnad de
able espsor (A) oloque el adopador dl abocardador compuesto sobre el
tubo que sabesle de ase del abocrdodr pita rio para cen
Dlg eel extreme de tubo. (8) Quite el adapador,colgue el cna sobre
fuboy ore el toil para formar el abacinado dbl.
FIGURA 7.33. empl de empalnes pra unions aboard
Foogcato de Bil okson,
7.14, TECNICAS DE EMBUTICION
La embuticion no es tan comin como el abocardado, pe-
ro conviene saber e6mo hacer una union embutida,
La embuticidn es la uniGn de dos tuberias de cobre del
mismo didmetro por el procedimiento de expandir el extre
imo de una de las tuberias para que encaje en [a otra, pudien-
do después soldarse 0 broncesoldarse la unién (¥éase la fig
ra 7.34). Como regla general, la Tongitud de la unign (es
decir la Hongitud de a parte de Ta uberia que se solapa sobre
oPaeae
FIGURA 7.34. niin de ds tberas mediante la éenica de embutién
Fotografie il Johnson.
la otra) es igual, aproximadam
tuberia,
Puede realizarse una unisn embutida utilizando una he
rramienta de tipo troguel o de tipo palanca para abrir el ex:
temo de la tuberta (véase la figura 7.35).
Coloque la. tuberfa en un soporte de abocardador 0
pil6n de forja que tenga un agujero igual al tamao del di
metro exterior de la tube tuberia debe sobresalir por
ceneima del soporte una cantidad 0 exterior
del tubo més, aproximadamente, unos 3 mm (wéase la Figura
7.36). Cologue el troquel de embuticién del ta
pido sobre el tubo y golpéelo con un
Ja fongind y forma upropiadas para la figura
7.368). Siga ef mismo procedimient con lus herramientas
de tipo tomillo o de tipo palanea, Puede ser til poner una ©
dos gotas de aceite relrigerante en la herramienta de embuti
fio apro=
artillo hasta obtener
in (vase
FIGURA 7.35. (A) rogue de embutcn, (8) Embuiidor de tipo plone
(A) Fotografia cde Bl Janson. (8 Cartsiade Long, ArConnin:
Procedoes on installations, © 1982 Dlmar Pubs, In
Maes
“
®
FIGURA 7.36, Reolacin de uno unin embutia. (A) Tubo clad en
um soporte para lo embutcin (8) Toque de emul. Fotografia de ill
irese de limpiar el aceite antes de soldar. En-
imble la unién, Las tuberias deberian encajar ficilmente,
Inspeccione siempre ks tuberia después de la embuticion,
para ver sihay grietas w otros dot
© sospecha que pueda existir uno, corte el extre
preparado y empiece de
PRECAUCION DE SEGURIDAD:
lo se es
bo bajo I
la fabri
rningiin mater
cconectan las tube
refrigeracia
causard probl
cto. Si ve agin de
racién de tuberias
in mo se Teva a ea
a sistemas de aire acondicionado 0
debe recordarse que todo material extraio
nas. Debe tener el mayor cuidado posible.”
7.15. TUBOS DE ACERO Y DE HIERRO FORIADO
Los términos «tubo de acero>, «tubo de aero forjados y
“tubo de hierro forjado» se suelen usar indistintamente, de
‘manera incorrecta, Cuando quiera utilizar whos de hierro for-
jindo, asegdrese de que le entregan lo que realmente ha pedido,
Durante Ia fabricacidn, los tubos de acero se sueldan, 0
se fabrican sin junturas introduciendo acero caliente en una
‘iquina conformadora. Estos tubes pueden estar pintado.
\kjrse sin pintar 6 cubrirse con una eapa de zine (eal
os) para evitar la Formacién de herrumbre.
Los tubos de acero se suelen utilizar en aplicaciones de
nerfa, calelaccidn de agua caliente y calefaccisn por
is. EI tamaiio del tubo se denomina tamiaiio nominal. Para
lubos con un didmetro de 12 pulgadas o inferior, el tamatio
‘ominal es aproximadamente igual al tamafio del diémetro
interior del tubo. Para tamaios mayores de 12 pulgadas de
iimetro, se considera el dimetro exterior come tamaiio n0-
‘minal, Los tubos se venden con muchos espesores distintos,
paw suele haber res tipos normales:estindar, extra fuerte ¥
\oble extra tuerte. La figura 7.37 muestra las secciones
Inansversales para diferentes espesores de un tubo de 2 pul-
das, Existen tablas que proporeionan esta informacién pia-
reada didmetro de tubo estindar.
16, REALIZACION DE UNIONES DE TUBOS DE
ACERO
Los tubos de acero se unen con los accesorios de empal
Ime mediante soldadura, 0 roscando el extreme del tubo y
utilizando empalmes roscados, Existen dos tipos de roscas
Xe tubo estindar: de rosea en dngulo y de rosea reeta, En
la industria s6lo se uiilizan roseas en singulo, porque produ:
«een una union bien apretada y ayudan a evitar que el 88 0 I
quido a presidn se escape del tubo.
TUBO DE AERO
‘TAMANO NOMINAL 2 PULGADAS
— 2,067 puigadas
2.875 pulgadas
pil 7. Wats 113
Las roscas para tubos estin estandarizadas, Cada rosca
tiene una forma en V, con un dngulo de 60", El didimetro de
larosea tiene und inclinacién de 1/16 pulgada/pulgada, Debe
haber aproximadamente siete vueltas de rosca perfectas y
dos 0 tres imperfectas en cada unién (véase la figura 7.38).
Las vueltas de rosca perfactas no deben ser melladas 0 rots,
para evitar que se produzcan fugas.
Los didmetros de rosca se refieren al didmetro interior
aproximado del tubo de acero, Eltamaio nominal sera por ta
to menor que el didmetro real de Ia rosea. La figura 7.39 mc
tra el nimero de vueltas de rosea por pulgada para algunos ta-
ios de tubo. Las dimensiones de la rosca se indica como,
sigue: primero el diametro, luego el nimero dle vueltas de mise
por pulgada y luego las letras NPT (véase la figura 7.40)
‘Tambicn es necesario familiarizarse eon diversos accese-
ios de empalme. La figura 7.41 ilustra algunos de los em-
palmes mis comunes,
7 vuetas de rosca peroctas — 182 pulgada por
pulgada
116 pulgada ce
ielinacion por
pulgada
‘¥a2 puigada por
pulgeda,
FIGURA 7.38. Secciéntronsersol que muestra fa ose de un ub.
‘eels de rosea por pulgeda
27
ix
ir
ny
8
0,154 pulgades
Estindar
—— 1.899 mgadtas
275 pulgadas
0.210 pulgadas
Extra ere
1503 pulgaaas
2.375 pulgadas
0496 pulgadas
Dobie extia fuerte
FIGURA 7.37. Secibn transversal de un tubo de cero estndar, extra
fey dabl ext fuerte
FIGURA 7.39. Vues dersca por pulgada para algunos famais de bo,
,Diameto dela vosca
Numero de vueltas de rosca por pulgada
¥ Vs _/ National Pipe Taper
»
—14 NPT
1
2
FIGURA 7.40. Eseciar
le uno rasa
A) (8) (c)
FIGURA 7.41. Accesorios de empole pra tos de aero. (A) Cade 90°,
(8) Un (0 Acoploier,
© 1Ptamt
114 Sec 2. Seg eran, ops yin
Empanadure
Ajuste de longitad 7 jBastidor
cucu / ‘juste ao tension >
w
e)
FIGURA 7.42. (A) Sera de corte para meolesestindar. (8) Conadores de tubes. Corea de (A) Sloter ond Srith, Bosc Plumbing, © 1979 Delmar Publishers,
‘Inc, (8} Ridge Too! Campony, Eo, Oo.
Hay
tubos.
1 Para cortar los tubos, se uiliza generalmente una sie
ra para metales (utilice una con 18 a 24 dientes por
pulgada) 6 un cortador de tubos (véase la figura 72),
Fs mejor utilizar un cortador de tubos, porque hace unt
corte recto, pero debe haber espacio para poder girar
el conador alrededor del tubo,
tay necesarias para conta
rose
—Rebaba
®
®
FIGURA 7.43. (A) Rebobo en liner do un tubo (8) Utzon de on
scr pro quar uno rebobo Fatograi de Bl oho.
©uPRanias
Un eseariador pet
rior del tubo después de cortar &se. Ls
climinarse porque restringen el flujo del fluide 0 del
gas (vane la figura 7.43),
= Un soseador, también denominado matric. La
parte de los dispositives roscadores usados
campo son roscadores de matriz fija, como el mostra
doen Ia figura 7.44.
= Herramientas de sujecién como el rornitlo de cadena,
tornilto de yugo y Mave para tubos (véase la figura 7.45),
Cuando se tienen que cortar y roscar grandes cantidades
‘de tubos de manera continua, se utilizan méquinas especie.
Jes. Estas mquinas no se cubren en este libro,
CORTE. Debe hacerse un eorte recto en el tubo para poder tos
‘carlo apropiadamente. Si existe espacio para que gire
tador de tubos alrededor del bo, p en cortador
{de una sola rueda, En caso conteario,utiiee un eortador con
cor
mds de una rueda de corte. Sujete el tubo en el tornillo de ca
dena 0 el tornillo de y
lado todavia, Colog)
10, sie que el tubo no ha sido inst
1 del lugar por
la rueda de core e
FIGURA 7.44. Rosado de tubos de mar ja. Cresta de Ridge Too!
Compony, Eyre, Ohio.
nue
=, ie
FIGURA 7.45. (A) Trio de cadena (8) Tilo de yugo, (0 Lave pare
iv. Crtesia de Ridge To! Company Ey, Ohi
onde quiera cortar el tubo. Ajuste el contador con la mane.
sillaen T hasta que todas las ruedas 0 elementos de corte
‘én en contacto con el tubo. Aplique una presién moderada
con la manecitla en Ty gire el cortador alrededor del tubo,
Gire la manecilla 1/4 de vuelta aproximadamente, por cada
vwuelia que dé el cortador alrededor del tubo. ®No
una pres
gran tamaito en et interior del tubo y a
sivo de la rueda de corte (véase la fig .
Para utilizar una sierra de corte para metales, eomience &
cotar con suavidad, utilizando el dedo pulgar para euiar la
uchilla © empleando un accesorio de sujeci6n (vase la fie
va 7.47), *Mantenga su dedo pulgar alejade de los
lentes de la sierra. Las sierras de corte para metales sélo
cortan cuando se hace el movimiento de avance. No aplique
Presidn al hacer ef retroceso. No fuerve la sierra de corte ni
apligue una presi6n excesiva. Deje que la aga su tra
bajo
SCARIADO. Despu
en-el extremo del mismo. Aplique presién sobre el es
dor y gire en la direceiGn de las agujas del reloj, La opera-
cidn s6lo debe durar el tiempo necesario para clitninar la re
baba (véase la figura 7.438),
de cortar el tubo, coloque el escariador
Copile 7. Wetas 115
FIGURA 7.46. Crtadr de os, Cortesiode Ridge Tol Company,
ni, Ohio.
FIGURA 7.47. Corte de un tubo de ocera con un sierra de corte para
‘moles yun acesora de sue, Fotografia do Bil Jonson.
ROSCADO. Para roscar el tbo, coloque la matriz sobre el extre
‘mo, asegurindose de que quede bien alineada con el tubo. Apli-
que aceite de cort al tubo y ‘0dos veces. Des-
rela mati wr
Dus, gire Ia matriz hacia atris aproximadamente 1/4 de vuelta
nao dos vuellas¢ invierta de nuevo el
de
Vuelvaa girar la matsiz
movimiento. Contimic con este proceso, aplicando aceit
come en cantidad suficiente, hasta que el extremo del tubo qu
de al nivel del lado exterior de la mati (véase la figura 748),
FIGURA 7.48. Rox de un ub. Fotografia de il Johnson,
onanie
Se
116 Sain 2. Soguidad,heromianns, eqns y marenininto
7.17. INSTALACION DE TUBOS DE ACERO
Cuando instale un tubo de acero, sujete 0 gire los empal
Ines y el tubo con aves para tubos. Estas Tlaves tienen una
serie de dientes en dngulo, de modo que el empalme o tubs
estar sujeto de forma segura cuando se aplique presign. C
logue las llaves en direcciones opuestas en el tubo y el em-
pale (\éase la figura 7.49),
‘Cuando ensamble el tubo, ulilie el tipo correcto de Iu
bricamte en las roseas macho del tbo. No aplique lubricante
a menos de dos vueltas de rosea del extremo del eubo, coma
se muestra en Ia figura 7.50, para evitar que el lubricante
pueda introducirse as
Deben seguirse todas fas norma dicadas por kas autori-
ddades correspondientes. EI lector debe est
cco fas normas que se debe
aplicar
PRECAUCION DE SEGURIDAD: *F téenico debe ser consciente
de a import F {ubos con el tamaiio especi-
fr iado cuidadosamente cl sis-
» el tamaiio que propo
Ia cantidad correcta de gas 0 fluido. Nunca
intos de los especificae
7.18. TUBOS DE PLASTICO
Los tubos de plastica se emple:
nes de fontaneria, ventilaci6n
FIGURA 7.49. _Sujecién del tubo y giro del empolme mediante llaves para
tubes Fotografia de il oso.
Utlico una eantdad mederad de lubricante
Deje dos vuetas de rosca sin lbrcar
FIGURA 7.50. Alcan dol lbrcone par roses,
ori
‘ABS (ACRILONITRILOBUTADIENO ESTIRENO). ABS se utiliza para dese
sles, desechos y yentilacién, Puede soportar temp
hasta 180°F sin presion, Utiliee un adhesive disolvente para
‘unir dos piezas de tubo ABS. Unilice un empalme de transickén
para unir un (ubo ABS con un tubo metilico. EL ABS es
¥ tiene una buer al impacto a bajas tem
PE (POLIETLENO). 13 P22 se utiliza para agua, gas y sis
invigacion. Puc. po de tubo para suministro
de agua, sistemas de riego y bombas de calor po Fl
PE no se utiliza para suministro de agua caliente
puede soportar el calor sin presién, Es flexible y ti
buena resistencia al impacto « bajas temperaturas. Normal
mente se conecta a Jos empalmes mediante dos abra
para manguera, Coloque los tomills de las abravader:
lados opuestos del tubo, como se indica en ka
auras de
ulilizarse este
aera
ira7.51
FIGURA 7.51. Coloccin dels abrazaderas en tubes de pliileno.
PVC (CLORURO DE POLIVINILO). 1 PVC puede utilizarse en api
‘eaciones de alta presidn a bajas temperaturas, Puede utilizar:
se para agua, gas, alcantarillade,
les y en sistemas de irrigacidn, Se trata de un tubo rig
‘con una gran resistencia al impacto, EI PVC puede unirse a
‘empalmes de polivinilo mediante
puede rosearse y uilizarse con
Lunirlo a un tubo metilico,
CPV (CLORURO DE POLIVINILO CLORADO). EI CPVC es similar a,
PVC, salvo porque puede ser usado a temperaturas de hasta
80°C a 700 kPa, Se utiliza pus lineation tants de agua
caliente coma fria, y puede unirse a los empalmes de fa mis
‘ma forma que el PVC
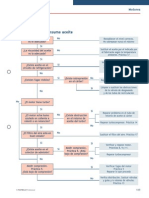
Los siguientes puntos y la figura 7.52 deseriben eémo
preparar el PVC CPVC para realizar una unis,
L. Corte el tubo eon un corte recto, ulizando una sie-
ra de corte, un cortador de tubos 0 a, EL
ccortador de tubos debe tener una rueda especial para
tubos de plistico.
2, Elimine las rebabas en el interior y exter
iertos procesos industria
in adhesivo disolvente, 0
tempalme de transiciin pa
or del tubo,
utilizando un euchillo © una lima redondeada por
uno de los lads.
3, _Limpic el extremo del tubo, Aplique tapaporos y di
solvente tanto al exterior del tubo como al interior
alme (siga
tenvaises del tapaporos y del adhesivo),
4. Inserte el tubo en ef empalme. Girelo aproximada
mente 1/4 de vuelta para distribuir el adhesivo y per
rita que éste se seque durante un minuto, apeoxima:
dament.
-
EERE |
(opie 7. Wbaios 117
EI PVC y ef CPVC se preparan para la unign de forma
similar al ABS, salvo porque es preciso aplicar primero un
tapaporos antes del adhesive disolvente, No puede utilizarse
cl mismo tipo de adhesivo para ABS que para PVC 0 CPVC,
Los tubos PVC y CPVC de un cierto tamafo pueden roscar-
se, utlizando una matriz de roscado de tubos estindar. °No-
tutilice la misma matriz para tubos metilicos y plisticas,
ada para el metal se desgastaré de
como para poderla utilizar can plisticos. La
para tubos de plistico debe estar muy bien afilada.
tubos de phistico y adhesivas.
i RESUMEN
= Para que un sistema de aire acondicionado o refrigera-
cién funcione adecuadamente, es necesario emplear las
tuberias y empatmes correctos y seguir los adecuados
procedimienios le instalaciin, EL manejo deseutdado de
Tas tubertus y las técnicas inadecuadas de soldadura 0
broncesoldadura: pueden causar daitos importantes a los
componentes del sistem
= Las tuberias de cobre se usan generalmente para fontane-
ria, caletaccién y conductos de refrigerante.
= Existen tuberias de cobre recoxiddo y de cobre estirado en
fio. Las de tipo L. son el tamaio estindar ms frecuente-
mente utilizado en fontaneria y calefaccién, Las tuberias
ACR se emplean en aire acondicionado y refrigeracién,
® '= El tamaio de las tuberias para eulefaccién y fontaneria
dlica el diémetro interior de los wbos, El tama de las tu-
berfas ACR se refiere al digmetro exterior.
= Debe emplearse un adhesivo apropiado para uni piezas
de aislante de tube
Pucden adquirirse tuberias ACR como conjuntos premon-
tados, eargados con refrigerante y sellados en ambos x=
= Las tuberias pucden cortarse con una sierra de corte para
metales 6 un cortador de tubos.
'= Los tubos blandos pueden ser doblados, Puede utiizarse
lun muelle para doblado de tubos o un doblador de tipo pa
‘ doblarse el tubo manualmente
de soluadura y broncesoldadura sirven
Para unir las tuberias y los empalmes, Para la soldadura se
cemplean temperaturas por debajo de los 400°C: para la
broncesoldadura, se emplean temperaturas por encima de
os 400°C,
= Frecuentemente se utilizan unidades direacetil
la soldadura y Ia broncesoldadura
= También se emplean equipos oxiacetilénicos, particular:
mente para las operaciones de broncesoldadura que re-
{quieran altas temperaturas,
© Otre método para unit tube
son las uniones abocinadas.
'= Para unir dos tuberfas de cobre, pueden embutirse las to
berias y luego soldar la unidin, pero este método es menos
jlizaclo que las uniones abocinadas y que la soldadura o
broncesoldadura de tuberias y empalmes.
«
esorios de empalme
o = Los tubos de acero se utilizan en aplicaciones de fontane=
tia, calefaceién hidronica y calefaccién por gas.
FIGURA 7.52. Cortey empale de tubos de PY 0 CPV. Fotografias de '= Los tubos de acero se unen a los empalmes mediante sol
Bil Johnson dadura o uniones roseadas,
oe
118 Sein 2. Seta, hamonients, eps y mameninients
= ABS, PE, PVC y CPVC son cuatro tipos de berfas plis-
ula uno de ellos tiene diferentes aplicaciones,
'§ Todos los tipos de tuberias plisticas, salvo las de polietile:
no, se unen a los cmpalmes mediante un adhesive disol-
ticas;
CUESTIONES DE REPASO
1. {Qué tipo de tuberia de cobre puede ser doblada?
2 {Qué tipo estandar de tuberfa de cobre se uss mis fre
ste en fontanerfa y ealefaeci6n?
3. 4A qué hace referencia un tamaiio de 1/2 pulgada
do hablamos de tuberias de cobre usadas en fonta-
nerf y calefuccién?
4. {A qué hace referencia un tamaio de 1/2 pulgada
‘cuando hablamos de tuberias ACR?
5. {bn qué tamaiios de rollo estin normalmente disponi
bie las tiberias de cobte recocide?
6. {En qué longitudes ests normalmente disponible el co-
bre estirado en fio?
7. {Por qué se sucten aislar algunos conductos hechos.
con tuberias ACR?
8. {Qué tipo de sellante es mejor para tapar las junturas
Ue! aislante de las tuberias?
9. Describa un conjunto premontade,
10. Describa el procedimiento para corta
te un cortador de tubo,
AL. Deseriba qué procedimientos existen para doblar tube
ras de cobre recocido,
12. ;Cuales son los rangos de tempera
utilizados para soldar’?
13. Cuil es la temperatura minima para la broncesoldadura’?
lnerias median
nt aproximados
© iMbacare
7
18,
19.
{,Que tipo de suelds es udecuada para presiones y tem:
peratura moderadas?
De que elem sponen las aleaciones de los
‘metales de aportacién para broncesoldadura?
Deseribir el procedimiento para realizar una buena
tunién soldada.
{.Qué tipos de equipos se usan mis freeuentemente ea
aplicaciones de soldadura y broncesoldadura?
Enumerar los procedimientos utilizados para preparar,
cencender y emplear una unidad arene
Describir los procedimientos usados para broncesoldar
tos se co
de forma propia na junta,
Describir una jenta abocinada
Deseribir los provedimientos aecuados para realizar
‘ina junta abocinada
Deseribir una abertra abocinada de dole espesor.
iQue es I
iQ
smbuticién?
debe bi jeta en una junta abo-
ada o se sospecha que existe una?
{sQueé dos métodos existen para fubricar tbos d
Describa algunas aplicaciones de los tubos de acero.
{GA qué nos referimos cuando hablamos de un tube de
tamamio nominal con un didmetro de 12 pulgadas o in
ferior?
Describir el procedimiento para preparar y roscar el
extremo de un tubo de acero,
Explicar el significado de la dimension de rosca 4-18
NPT.
Enumerar cuatro tipos de tubos de plist.
Indiar una aplicacién para cada tipo de tubo de plistico,
Describir el procedimiento para unir cada tipo de tubo
de phistico a los accesorios de empalme.
rr cae
CAPITULO
Evacuaci6n de sistemas
OBJETIVOS
Después de estudiar esta unidad, el lector deberia ser capaz de:
‘= describir el concepto de vacio profundo
1m describir dos tpos distintos de evacuacion
«= describir dos tipos diferentes de instrumento de medida de vacio
sak jar una bomba de alto vacio apropiada
* incr egunas de sprcics correc de vacvacn
ww describir Toeace ‘simple de alto vacio
1 dest a even tiple
COMPROBACIONES DE SEGURIDAD
Debe procederse con cnidado cuando se man
tos de un sistema contaminado, dado que pu
tease
» No coloque kx mano en ninguna aber aaho
2, porque el vaeio puede causarle eardenales en ka piel.
afas protectoras y guantes en las operaciones de
transferencia de ret
» No permita que escape ef mercurio de ningdn instrumen
lo, Se trata de un elemento contaminant.
8.1, PROPOSITO DE LA EVACUACION DE LOS SISTEMAS.
Los sistem:
de relrigeracion estan disefiados ps
‘ar de modo que s6lo citeule por su interior refrigerante y
aceite. Cuando se montan 0 reparan dichos sistemas, se intro=
Uuce aire en Ios mismos. El aire contiene oxigeno, nitrégeno,
hidegeno y vapor de agua, todas los cuales afectan al funcio-
ramionto del sistema, Eston pasos es
10 €5 un gas del tipo denominado no cond
1 dos problemas. El
able. Di-
Aire en la parte superior
Sucdisn
Comorosor
FIGURA 8.1. Condensadr que cone gases na condensables,
cho gas no suftiri condensacién en el eoncensador y ocupars
en éste un espacio que serfa normalmente empleado paca la
ceondensacidn. Esto hard que se ineremente la presidn de des:
‘carga, La figura 8.1 ilustra un eondk su in
terior vapores no condensables. Estos otros gases tambien
‘causam reaceiones quimicas que hacen que se proguzcan dct
dos en cl sistema, Los dcidos del sistema provocan el deter
10 de los componentes del mismo, hacen que se deposi
capa de cobre en el aparato de rodadura y deterioran el aisla
miento del motor. En la prictica, el oxigeno es el problema
real cuando se permite que entre aite en el sistema. El aire
ccontiene un 13% de oxigeno, el cual hard reaccidn con los
micos que componen los refrigerantes,
(ox productos q
as de estas reacciones quimicas erearin formas suaves
de dcido Hluorhidrico y cide clorhidrieo. Estos dcidos pu
‘den permanecer en el Sistema durante afios sin que se mani
fieste ningin problema. Entonces, el motor puede de repente
quemarse o depositarve en el cigleial cobre procedente del
haciendo que el ciglefial aumente de t
‘agarrotamiento. Esto hard que las super
‘ramiento se rayen y desgasten premat
Estos gases no condensables deben ser eliminados del
sistema para que éste tenga una esperanza de vi
Muchos sist estado fun
pequetias cantidades de estos productos en su interior, pero
no duran tanto como debieran ni proporcionan ta fiabiidad
por la que los usuarios pagan.
ndo durante
Los gases no condensables se eliminan mediante bombas
de vacio despues de comprobar que no exisien fugas en el
sma. La presi6n dentro del sistema se reduce husta sean
vac{o casi perfecto,
Ale
EERE vapor
ERE Lieu ito y vapor
—> \j —
|)
——
eo Pterek
120, Sen 2. Sapuiad, enon, eqs y mani
8.2, TEORIA RELATIVA A LA EVACUACION
Crear wn vacio signitica
por debajo de fa presion atmos
presién de 101.26 kPa (760 mam Hg) al nivel del ma
El vacio se suele expres
reducir fa presién en un sistema
ea, La aumeisfera ejerce una
020°C.
ir en milimetros de mercurio
(mom Hg), La atmésfera dard lugar una columna de mercutio
dde 760 mm (29.92 in) de alto. Para erear un vacio total en un
sistema de refrigeracién, por ejemplo, la presién en el interior
el sistema debe ser reducida a 0 kPa (760 mi Hg de vaero),
con el inar la atmdsfera completamente,
sentria un vacfo perfecto, que no ha sido cons
‘A memudo se emplea un manometse compuesto para i
dicar el nivel de vacio, Un mandmetco compuesto comienzat
en 0 mm Hy de vacio y se reduce hasta 760 mmm Hg de acto,
Los mandmetros usados en refrigeracién tienen sus escaas
graduadas en mm Hg. Bxisten otros métodos, «dems de Ia
fevacuacidn, pura eliminar los elementos no condensables:
texplicaremos estos métodos mas adelante,
Podemos utilizar la campana de vidrio de la figura 8.24,
para escribir un provedimiento tipico de evacuaciGn del sis
tema, Un sistema de refrigeracion contiene un cierto volu-
‘men de gs, al igual que la campana de vidio. La dnica dite
rencia es que un sistema de refrigeracion esti compuesto de
muchas edmaras de pequenio tamano, conectadas media
lubertas, aras incluyen fos cilindros del compreso
que pueden tener una vilvula de liminas que los selle par
clalmente con respecto al sistema, Cuando se extrac ki at
mdsfera de la campana de vidrio, el proceso suele dentomi
La columna de mercuto baja a
‘medida quo oe extae la armdsiora
y }- Mercurio en el recipiente:
v4
/ Boma de vacio
is
= Salida dela
ampana
evi
FIGURA 8.28. £ borémoto de meraro de este compo de vrioiste
cémo lo otmésfera da ugar a una coluna de mera. A medida que se
extra a améster de compan, lo calmna de merci comenza oj
‘putea extrorse tod lo améseo, od l mercuric en el recent
arse crear wt yacio. Cuando se eliminan los elementos no
nsables de los equipos de relrigeracién, el proceso
también se suele denominar crear un vacio. A medida que se
extrae [a atmésfera de la campana de vidrio of barémetto si
su interior eambia (véase Ia figura 8.2A), La co-
PRESION \TMOSFERICA, VALOR ABSOLLUTO
MEDIDA.
MANOMETRO
‘COMPURSTO
Lio.
(ehullicin-condensacii)
sia kPa en icra de vaca ¢
14,696 1013 759,999 759.999 0.000 1000
a) 9655 ‘T4007 724.007 36,017 98.5
13.000) 896 67 672.292 87.732 96.6
12,000, 817 620577 620577 L396 on
1040 758 508,862 568.862 191,160 92.1
10.004) 89 S177 sin? 2272 896
9.008 20 465 465.432 204589 868
8.000, sa an718 sia7is 46.305 sis
7008) 482 362,008 362.003 308,018 805
0 413 310.289 310.289 49.732 16
5.0K) us 258573, 258.573 S01? na
000 216 206.859 206.859 553.161 612
00K) 207 135.144 13.144 e080 6058
2000 138 vs.a30 103.430 650.565 52,3
Lone 69) SLTIS 51715 wx.279 a8
oon 46.543 46543 713461 368
ove en 41371 718.617 MI
0.300 36.200 36.200 72798 23
0.000 31,029 31.029 ps.oss. 206
500 25857 2557 734,136 4
p00 20,686 20686 739.318, 227
0300 ssid 183i wana 180.
20 losis. 10343 749,656 "7
0,100 07 3.171 sit 754,812 7
0.000) oo 0,000 0.00, 759,993
NOTA: pon 2035966= in Ha pviaxS17iS=mmHp_ psa SL-TL
FIGURA 8.28. Rolciones depres ylemperatra poe lagu, pr debo dela preson asf
“Oa
También podría gustarte
- Conozca FacturaDocumento1 páginaConozca FacturaEdgardoMestreMAún no hay calificaciones
- Material UnoDocumento11 páginasMaterial UnoKIKE_25Aún no hay calificaciones
- Servicio Mecanico Del Volkswagen PDFDocumento272 páginasServicio Mecanico Del Volkswagen PDFEdgardoMestreMAún no hay calificaciones
- Excel AvanzadoDocumento100 páginasExcel AvanzadoLuisFelipeUNI50% (2)
- GPS 103 B Manual Usuario 2013 PDFDocumento32 páginasGPS 103 B Manual Usuario 2013 PDFEdgardoMestreM100% (1)
- Catautos PDFDocumento64 páginasCatautos PDFEdgardoMestreMAún no hay calificaciones
- Airfiber (2016)Documento69 páginasAirfiber (2016)EdgardoMestreMAún no hay calificaciones
- Ficha Tecnicai25sedanDocumento1 páginaFicha Tecnicai25sedanEdgardoMestreMAún no hay calificaciones
- Manual RompemuroDocumento53 páginasManual Rompemurojoseto_441Aún no hay calificaciones
- Curso Refrigeracion Tomo 1 Part3Documento138 páginasCurso Refrigeracion Tomo 1 Part3EdgardoMestreMAún no hay calificaciones
- Contenido Si AnidadoDocumento10 páginasContenido Si AnidadoNapoleòn Delzo CalderonAún no hay calificaciones
- Curso Refrigeracion Tomo 1 Part1Documento101 páginasCurso Refrigeracion Tomo 1 Part1EdgardoMestreM100% (1)
- Curso Refrigeracion Tomo 1 Part2Documento104 páginasCurso Refrigeracion Tomo 1 Part2EdgardoMestreMAún no hay calificaciones
- Sistema de ArranqueDocumento14 páginasSistema de ArranqueMigan Electronica100% (15)
- Manual de Scania OpticruiseDocumento10 páginasManual de Scania OpticruiseRufino Chili Zamata92% (48)
- MOTCUADCASTpractica25 Diagnosis LOE p185-192Documento8 páginasMOTCUADCASTpractica25 Diagnosis LOE p185-192edgardomestreAún no hay calificaciones
- Sunfields Boletin Fotovoltaica AutonomasDocumento15 páginasSunfields Boletin Fotovoltaica AutonomasAlfredo BrambilaAún no hay calificaciones
- Medicion de CompresionDocumento4 páginasMedicion de CompresionMarlon Mora100% (1)