También podría gustarte
- Ds 29 86 PDFDocumento15 páginasDs 29 86 PDFFelipe Villegas SantibáñezAún no hay calificaciones
- Guia de Aprendizaje 1 Química 11° Ley de Boyle Cat 3Documento6 páginasGuia de Aprendizaje 1 Química 11° Ley de Boyle Cat 3Rap & BeatboxAún no hay calificaciones
- Prueba Tecnica Salud OcupacionalDocumento3 páginasPrueba Tecnica Salud Ocupacionalharmand2204Aún no hay calificaciones
- Marcelo Cortes Instalaciones A Gas Gasco Junio 2013 PDFDocumento25 páginasMarcelo Cortes Instalaciones A Gas Gasco Junio 2013 PDFAliceAún no hay calificaciones
- Ficha Técnica Traspo Gasolina Acero 250 A 910 LTS PDFDocumento3 páginasFicha Técnica Traspo Gasolina Acero 250 A 910 LTS PDFbraulio jimenezAún no hay calificaciones
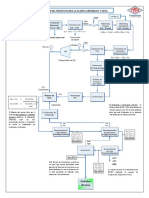
- ESQUEMA DEL PROCESO PARA LA PLANTA AMONIACO Y UREA (YPFB) Act07-08-2014Documento1 páginaESQUEMA DEL PROCESO PARA LA PLANTA AMONIACO Y UREA (YPFB) Act07-08-2014Mauricio AlvaradoAún no hay calificaciones
- Cuestionario de QuímicaDocumento2 páginasCuestionario de QuímicaJohanna Castañeda100% (1)
- EnlacesQuímicosYSusPropiedadesDocumento6 páginasEnlacesQuímicosYSusPropiedadesAnibalAún no hay calificaciones
- Oxido Recuccion. Pedro de Valdivia PDFDocumento20 páginasOxido Recuccion. Pedro de Valdivia PDFLisi GómezAún no hay calificaciones
- Proyecto de TesisDocumento34 páginasProyecto de TesisCLAUSSITA20Aún no hay calificaciones
- NCh861 2001 PDFDocumento33 páginasNCh861 2001 PDFGuillermo AriasAún no hay calificaciones
- Hidrocarburos CíclicosDocumento2 páginasHidrocarburos Cíclicosclaveromat100% (1)
- Ejercicios Oxido Reducción-1Documento34 páginasEjercicios Oxido Reducción-1OZONO06100% (1)
- Gas NaturalDocumento2 páginasGas NaturaldorifutospezAún no hay calificaciones
- NTC 4554 Medidores de gasDocumento66 páginasNTC 4554 Medidores de gasArley Muñoz Ortiz0% (1)
- EstequiometriaDocumento4 páginasEstequiometriaAlesi Alvaro Tovar100% (1)
- RESOLUCION JTIA No059Documento2 páginasRESOLUCION JTIA No059PedroAún no hay calificaciones
- Área de Limpieza de Gases (GCP)Documento26 páginasÁrea de Limpieza de Gases (GCP)Juan Fco Gonzalez PintoAún no hay calificaciones
- Notacion CientificaDocumento1 páginaNotacion CientificaMary WilchesAún no hay calificaciones
- Preparación y curado de probetas de hormigón ASTM C31Documento9 páginasPreparación y curado de probetas de hormigón ASTM C31Carlos Rodrigo Bizama PeredaAún no hay calificaciones
- Solubilidad y KpsDocumento3 páginasSolubilidad y KpsKatesenbergAún no hay calificaciones
- Características y procesos de refinación del petróleoDocumento6 páginasCaracterísticas y procesos de refinación del petróleoElden Culquicondor100% (2)
- Valvulas de Seguridad GuiaDocumento35 páginasValvulas de Seguridad GuiaHJAún no hay calificaciones
- Arsenito de Calcio PDFDocumento6 páginasArsenito de Calcio PDFCarlos Diaz DiazAún no hay calificaciones
- Refinación del PetróleoDocumento15 páginasRefinación del PetróleoRodrigoMoreno100% (2)
- Materias Comunes Instalador de Gas. PARTE 0 A 5Documento283 páginasMaterias Comunes Instalador de Gas. PARTE 0 A 5ambrosioAún no hay calificaciones
- Plan Global Umss Refinacion Del PetroleoDocumento12 páginasPlan Global Umss Refinacion Del PetroleobetomltvAún no hay calificaciones
- Reacciones ácido-base y cálculo de pHDocumento11 páginasReacciones ácido-base y cálculo de pHcivervirus69100% (1)
- Matriz Ram VariasDocumento7 páginasMatriz Ram VariasmairaAún no hay calificaciones
- REPORTE DE INSPECCION JIG DE DOBLADO A-106 y A-312Documento6 páginasREPORTE DE INSPECCION JIG DE DOBLADO A-106 y A-312AlexanderAún no hay calificaciones
- Química General - Preguntas de PrácticaDocumento2 páginasQuímica General - Preguntas de PrácticaCarlos A. Diaz100% (1)
- Matriz C.Naturales 11 PDFDocumento2 páginasMatriz C.Naturales 11 PDFLiddy WaldoAún no hay calificaciones
- BioetanolPiñaCartónDocumento6 páginasBioetanolPiñaCartónJose Antonio Montes PerezAún no hay calificaciones
- Solución a los ejercicios de formulación y nomenclatura de compuestos inorgánicosDocumento9 páginasSolución a los ejercicios de formulación y nomenclatura de compuestos inorgánicosTROPIC VenusAún no hay calificaciones
- Informe Quimica-Semana 11Documento9 páginasInforme Quimica-Semana 11mayra zárateAún no hay calificaciones
- Practica de Laboratorio Propiedades Fisicaas y Quimicas de Los PlasticosDocumento15 páginasPractica de Laboratorio Propiedades Fisicaas y Quimicas de Los PlasticosclaudiaAún no hay calificaciones
- Guia - Para.global - Temp.calor. 8voDocumento4 páginasGuia - Para.global - Temp.calor. 8voMauro GiaveriniAún no hay calificaciones
- Autorización para SocializaciónDocumento5 páginasAutorización para SocializaciónAlexandra RodriguezAún no hay calificaciones
- Libro III - Química Orgánica y Petróleo PDFDocumento64 páginasLibro III - Química Orgánica y Petróleo PDFnisadeAún no hay calificaciones
- Cálculo Eficiencia PonderadaDocumento2 páginasCálculo Eficiencia PonderadaJohn AnthonyAún no hay calificaciones
- Practica de EstequiometriaDocumento2 páginasPractica de EstequiometriaCarlos Delafuente100% (1)
- Guia para Calcular Una Instalacion Interior de GasDocumento11 páginasGuia para Calcular Una Instalacion Interior de GasFabiola Macarena Rozas Suazo100% (1)
- Mantenimiento de instalaciones de gasDocumento2 páginasMantenimiento de instalaciones de gasdsilviounicornioAún no hay calificaciones
- Con Tenedor EsDocumento28 páginasCon Tenedor Esrescate85Aún no hay calificaciones
- Guia Ley Boyle 7Documento6 páginasGuia Ley Boyle 7Manriquez KatiitaAún no hay calificaciones
- Guia 3 Gases 1111Documento8 páginasGuia 3 Gases 1111marcelo zuñigaAún no hay calificaciones
- NCH 2245 2015Documento19 páginasNCH 2245 2015Anonymous rgPNnN3ekAún no hay calificaciones
- Guía de ejercicios sobre polímeros industrialesDocumento4 páginasGuía de ejercicios sobre polímeros industrialesCami CamilongaAún no hay calificaciones
- Diseño y Construcción de Una Planta Piloto de Nanofiltración para La Purificación de SalmuerasDocumento98 páginasDiseño y Construcción de Una Planta Piloto de Nanofiltración para La Purificación de SalmuerasIsmaelCruzAún no hay calificaciones
- Monograma DR Pole-MonogramaDocumento1 páginaMonograma DR Pole-MonogramaArturo Muñoz Castillo100% (1)
- Informe Seguridad en Instalaciones ElectrotécnicasDocumento41 páginasInforme Seguridad en Instalaciones ElectrotécnicasGuillermo Ariel Mardones VergaraAún no hay calificaciones
- Cuestionario Unidad IV y V 2Documento8 páginasCuestionario Unidad IV y V 2cristopher lecaros100% (1)
- NCH 2108 Tanques de Acero Soldado para Uso de GLPDocumento23 páginasNCH 2108 Tanques de Acero Soldado para Uso de GLPJonathan Alejandro Jara Riquelme100% (2)
- NC 364Documento37 páginasNC 364abdabdnicAún no hay calificaciones
- Cil IndroDocumento7 páginasCil IndroJose LlanaAún no hay calificaciones
- Almacenamiento de GNV en vehículosDocumento123 páginasAlmacenamiento de GNV en vehículosArnolds FelixAún no hay calificaciones
- NTC522 1Documento27 páginasNTC522 1cesar_durango100% (2)
- NCh1180 2.n2008 PDFDocumento9 páginasNCh1180 2.n2008 PDFClaudio Oreste Gonzalez AravenaAún no hay calificaciones
- 2 NCH 78 Fabricacion de CilindrosDocumento37 páginas2 NCH 78 Fabricacion de Cilindroshuasov41470% (2)
- 111 013 PDFDocumento123 páginas111 013 PDFFreddy Rondonil S100% (1)
- CINTAC Catalogo Tecnico ProductosDocumento10 páginasCINTAC Catalogo Tecnico Productoseduardo.adana895Aún no hay calificaciones
- 10 Diseno ArmadurasDocumento45 páginas10 Diseno ArmadurasMariano DiazAún no hay calificaciones
- Cap 1Documento10 páginasCap 1Jimena González MontoyaAún no hay calificaciones
- Decreto 60 2011 Diseño y Calculo Hormigon Armado PDFDocumento25 páginasDecreto 60 2011 Diseño y Calculo Hormigon Armado PDFsady vera alvarezAún no hay calificaciones
- Ley General de Urbanismo y Construcciones Noviembre 2013Documento100 páginasLey General de Urbanismo y Construcciones Noviembre 2013Héctor Felipe Ugarte SotoAún no hay calificaciones
- Ley Medio Ambiente ChileDocumento28 páginasLey Medio Ambiente ChileDavid Antonio Miranda RodriguezAún no hay calificaciones
- Metodologia EISTUDocumento39 páginasMetodologia EISTUFrancisco Rocha SaavedraAún no hay calificaciones
- NCH 433 1996 Mod 2009Documento56 páginasNCH 433 1996 Mod 2009Boris Leonidas Rivera Puentes50% (2)
- Formulario VigasDocumento16 páginasFormulario Vigasjcarvacho90% (10)
- Manual de Terminales Urbanos - Final - 26.04.05Documento37 páginasManual de Terminales Urbanos - Final - 26.04.05Mauricio Andres Peredo MirandaAún no hay calificaciones
- Diseño para Flexión y Carga AxialDocumento47 páginasDiseño para Flexión y Carga AxialMaria Cecilia Suarez RubiAún no hay calificaciones
- NCH 433 1996 Mod 2009Documento56 páginasNCH 433 1996 Mod 2009Boris Leonidas Rivera Puentes50% (2)
- Anclaje Del HormigonDocumento79 páginasAnclaje Del HormigonMaria Cecilia Suarez Rubi100% (2)
- Diseño de Un Modelo Estructural Con ETABSDocumento213 páginasDiseño de Un Modelo Estructural Con ETABSbtoing_hacAún no hay calificaciones
- Diseños redes agua potable alcantarilladoDocumento19 páginasDiseños redes agua potable alcantarilladoRamón OvalleAún no hay calificaciones
- Antisismica 5Documento76 páginasAntisismica 5Jonathan Muñoz100% (1)