También podría gustarte
- Cajas de Cambios ManualesDocumento76 páginasCajas de Cambios ManualesPablo Benavides100% (8)
- Diseno de Placas BaseDocumento9 páginasDiseno de Placas BaseCesar Eduardo Mamani ChambillaAún no hay calificaciones
- Manual ImcaDocumento262 páginasManual ImcaJesus Enrique Nevares Ontiveros100% (1)
- Ficha Tecnica - Valvula Check SwingDocumento1 páginaFicha Tecnica - Valvula Check SwingCristian Xavier Avendaño BelloAún no hay calificaciones
- Fallas EFIDocumento36 páginasFallas EFIEnrique Arévalo100% (3)
- Catalogo Alcances GENDocumento968 páginasCatalogo Alcances GENVickyGarcia100% (2)
- CODODocumento1 páginaCODOdilgo02Aún no hay calificaciones
- Manual Postes Metalicos GalvanizadosDocumento35 páginasManual Postes Metalicos GalvanizadosAngel Cipagauta100% (1)
- Informe Grifas - Rev 01Documento15 páginasInforme Grifas - Rev 01Francisco Javier Villegas AndersonAún no hay calificaciones
- Norma Awwa D100 TraducidoDocumento106 páginasNorma Awwa D100 TraducidoJulian PaezAún no hay calificaciones
- Empalme de VigasDocumento3 páginasEmpalme de VigasJacob MauricioAún no hay calificaciones
- Especificaciones Techo TallerDocumento8 páginasEspecificaciones Techo Tallerchascalucero14738Aún no hay calificaciones
- Pernos-Arandelas-Acero-Perfil EstructuralDocumento33 páginasPernos-Arandelas-Acero-Perfil EstructuralGreysy Anduaneth Garcia SolesAún no hay calificaciones
- GNL Vaporizador Selección Basada en Condiciones Ambientales Del Sitio (Autoguardado)Documento20 páginasGNL Vaporizador Selección Basada en Condiciones Ambientales Del Sitio (Autoguardado)Daniel Villavicencio Ramos100% (1)
- B31.3 Parte 4 Flexibilidad y SoporteBDocumento21 páginasB31.3 Parte 4 Flexibilidad y SoporteBricardodelatorre100% (1)
- Conexiones Con PernosDocumento18 páginasConexiones Con PernosVanesaRuizAún no hay calificaciones
- Especificacion de PernosDocumento4 páginasEspecificacion de PernosBenjamin Vasquez Cabrera100% (2)
- Calculo de Soldadura para Tuberia ACDocumento2 páginasCalculo de Soldadura para Tuberia ACAlberto PitaAún no hay calificaciones
- 2.PO-AP02 Rev.0 Prefabricado de CañeríasDocumento8 páginas2.PO-AP02 Rev.0 Prefabricado de CañeríasArturo Roberto AvilaAún no hay calificaciones
- Memoria de Calculo AnclajesDocumento6 páginasMemoria de Calculo AnclajesBenjamin Soto HuancaAún no hay calificaciones
- Soldaduras A Tope y de FileteDocumento32 páginasSoldaduras A Tope y de FileteAbraham Góngora Góngora0% (1)
- 1035396-Invercut 10Documento2 páginas1035396-Invercut 10Admirador ClaheviAún no hay calificaciones
- L-STC-005 Fundaciones de Recipientes VerticalesDocumento13 páginasL-STC-005 Fundaciones de Recipientes VerticalesLisbeth FernandezAún no hay calificaciones
- Cap3 Precalificación Del WpsDocumento67 páginasCap3 Precalificación Del WpsMaría José MeléndezAún no hay calificaciones
- 05 01 Control DimensionalDocumento2 páginas05 01 Control DimensionalNohelia Luz Jiménez ValenzuelaAún no hay calificaciones
- Pi-06-01-01 Soldadura (General)Documento13 páginasPi-06-01-01 Soldadura (General)Leonardo Mendez Cabrita100% (1)
- Awwa C206Documento12 páginasAwwa C206Conhydra-Acoagua Civil 1Aún no hay calificaciones
- Tiempos de SoldaduraDocumento2 páginasTiempos de Soldadurabisuteria1Aún no hay calificaciones
- WPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4GDocumento1 páginaWPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4Grodolfo100% (1)
- Pdvsa JB 251Documento5 páginasPdvsa JB 25175bm73Aún no hay calificaciones
- Apoyos de Neopreno (Ficha Técnica)Documento2 páginasApoyos de Neopreno (Ficha Técnica)JAVIER NICOLAS LAGUNA AVILA100% (1)
- Procedimiento de Soldadura Super EstructuraDocumento11 páginasProcedimiento de Soldadura Super EstructuraPULP123Aún no hay calificaciones
- PQR UnimetDocumento7 páginasPQR UnimetCarlos Lluen AquinoAún no hay calificaciones
- P 3 0155 01Documento29 páginasP 3 0155 01itissa INGENIERIAAún no hay calificaciones
- Manual de Conexiones y BridasDocumento36 páginasManual de Conexiones y BridascbsomohanoAún no hay calificaciones
- 1 053 PDFDocumento28 páginas1 053 PDFRafaelAún no hay calificaciones
- Cat Grating SedemiDocumento4 páginasCat Grating SedemiPaulina Velarde VelásquezAún no hay calificaciones
- Certif. Soldadura MigDocumento1 páginaCertif. Soldadura MigFabian LopezAún no hay calificaciones
- Versión 2Documento1 páginaVersión 2Carlos QuintanaAún no hay calificaciones
- Perfil WDocumento1 páginaPerfil Wjose octavioAún no hay calificaciones
- Pi 06 06 02Documento115 páginasPi 06 06 02rpdicAún no hay calificaciones
- Espesores de Vigas AmericanasDocumento18 páginasEspesores de Vigas AmericanasPericodelosPalotesAún no hay calificaciones
- ANCLAJE KB3 - Inf. GeneralDocumento2 páginasANCLAJE KB3 - Inf. GeneralCesar ArgandonaAún no hay calificaciones
- Fichas Tecnicas de EsparragosDocumento5 páginasFichas Tecnicas de EsparragosRoberto Eduardo Salvador MonteroAún no hay calificaciones
- PQR #03Documento2 páginasPQR #03AngelTinocoAún no hay calificaciones
- Tabla de Pares de AprieteDocumento2 páginasTabla de Pares de AprieteHector AlvaradoAún no hay calificaciones
- Perno Estructural A325 GalvDocumento1 páginaPerno Estructural A325 GalvAbril SalinasAún no hay calificaciones
- Diferencias Del Electrodo 6010Documento1 páginaDiferencias Del Electrodo 6010westher50% (2)
- Ja-212-O PUENTES PARA TUBERÍAS PDFDocumento6 páginasJa-212-O PUENTES PARA TUBERÍAS PDFMarinés BorgesAún no hay calificaciones
- MDC Grua Ridinger CBC Rev0Documento16 páginasMDC Grua Ridinger CBC Rev0joake spas100% (1)
- Propuesta Tecnica Aislamiento PlantaDocumento72 páginasPropuesta Tecnica Aislamiento PlantaJorch Galvan100% (1)
- Tanque de Almacenamiento PDFDocumento279 páginasTanque de Almacenamiento PDFLuis Blas AlvaAún no hay calificaciones
- 4-Introduccion Al Codigo Estructural AWS D1 (1) .1Documento2 páginas4-Introduccion Al Codigo Estructural AWS D1 (1) .1RicardoLauferAún no hay calificaciones
- Proceso de WPQDocumento15 páginasProceso de WPQDanny HTAún no hay calificaciones
- Dictamen Estructural 1Documento1 páginaDictamen Estructural 1Luis Mateo SalanicAún no hay calificaciones
- Wps PQR API 1104Documento18 páginasWps PQR API 1104Manuel FARIAS IMANAún no hay calificaciones
- Verd Sobre EnderezadoDocumento20 páginasVerd Sobre Enderezadobarbadoblanco100% (5)
- Juntas PrecalificadasDocumento26 páginasJuntas PrecalificadasDavid PalaciosAún no hay calificaciones
- 18 0143 00 891282 1 1 Especificaciones TecnicasDocumento21 páginas18 0143 00 891282 1 1 Especificaciones TecnicasAnonymous UMYHwl8gL4Aún no hay calificaciones
- Acero de Refuerzo para FundacionesDocumento5 páginasAcero de Refuerzo para FundacionesJosue Zelaya NaarAún no hay calificaciones
- Especificaciones Tecnicas FFDDocumento19 páginasEspecificaciones Tecnicas FFDCord Javi NicoAún no hay calificaciones
- Postes Metalicos PDFDocumento8 páginasPostes Metalicos PDFojopoderosoAún no hay calificaciones
- Postes Metalicos para Alumbrado PúblicoDocumento10 páginasPostes Metalicos para Alumbrado PúblicoRAMON ASCENCIOAún no hay calificaciones
- Transistores BJT y AplicacionesDocumento8 páginasTransistores BJT y Aplicacionesnestorblancaunefa50% (2)
- Certificado Extrucol EmpresaDocumento3 páginasCertificado Extrucol EmpresaJOHN FREDY SERNA RIAÑOAún no hay calificaciones
- Proceso UHDEDocumento4 páginasProceso UHDEElZeroMJAún no hay calificaciones
- 3 - Conveyor - Components - IPTS - SPLDocumento23 páginas3 - Conveyor - Components - IPTS - SPLrrobles011Aún no hay calificaciones
- Catálogo CalzadoDocumento10 páginasCatálogo CalzadoMarco Aurelio Huertas CaroAún no hay calificaciones
- Sika Reparación HormigónDocumento52 páginasSika Reparación HormigónjohnAún no hay calificaciones
- Carbonato de SodioDocumento3 páginasCarbonato de SodioJorge FyhyhAún no hay calificaciones
- Equivalencias TransmisionDocumento1 páginaEquivalencias TransmisionCristian Cantero100% (1)
- EE - TT Mejoramiento SSHH CHANAVAYITA 16.09.2015Documento7 páginasEE - TT Mejoramiento SSHH CHANAVAYITA 16.09.2015phillipe quilhotAún no hay calificaciones
- S09.s1 MaterialDocumento27 páginasS09.s1 MaterialTapita del pasoAún no hay calificaciones
- LIVE LMR05FER (P1) - Formato de Entrega Del Reto - Nombre Del ParticipanteDocumento6 páginasLIVE LMR05FER (P1) - Formato de Entrega Del Reto - Nombre Del ParticipanteUby kyouyamaAún no hay calificaciones
- Colorin-HOJA TECNICA VitroliteDocumento2 páginasColorin-HOJA TECNICA VitrolitebahiamultimediaAún no hay calificaciones
- Presentacion Caracteristicas de VidrioDocumento22 páginasPresentacion Caracteristicas de VidrioFabian TorresAún no hay calificaciones
- Alto Horno Diapositiva TerminadoDocumento31 páginasAlto Horno Diapositiva TerminadoflorAún no hay calificaciones
- Memoria de CalculoDocumento22 páginasMemoria de Calculoyonin77Aún no hay calificaciones
- Diagrama de Flujo Del ProcesoDocumento10 páginasDiagrama de Flujo Del Procesonestor huapayaAún no hay calificaciones
- PT Santa AnaDocumento3 páginasPT Santa AnaLucero de la TorreAún no hay calificaciones
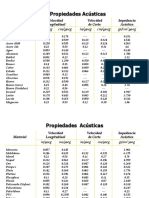
- D1 Tabla de Velocidades SonidoDocumento2 páginasD1 Tabla de Velocidades SonidoJ.CarrascoAún no hay calificaciones
- Obtención Del Mono Isopropilamina A Traves Del IsopropanolDocumento14 páginasObtención Del Mono Isopropilamina A Traves Del IsopropanolAlfredoMaskorroAún no hay calificaciones
- Desagregación Multivariada Del Pib Sectorial Del Departamento de BolívarDocumento29 páginasDesagregación Multivariada Del Pib Sectorial Del Departamento de Bolívarivonne perezAún no hay calificaciones
- Albañilería - Vargas PDFDocumento87 páginasAlbañilería - Vargas PDFJhonnathan Lazo CarhuazAún no hay calificaciones
- L-O-X RossDocumento3 páginasL-O-X RossBerenice Bautista BelmontesAún no hay calificaciones
- Catalogo AcabadosDocumento11 páginasCatalogo AcabadosKamled Proyectos 3Aún no hay calificaciones
- Enfriamiento y SolidificacionDocumento8 páginasEnfriamiento y SolidificacionIvann alvarado perezAún no hay calificaciones
- IN-009 Lark Peracetic SDocumento1 páginaIN-009 Lark Peracetic Slismaru1Aún no hay calificaciones
- Diseño Estructural Camara de CargaDocumento6 páginasDiseño Estructural Camara de Cargacarlosahq8570Aún no hay calificaciones
- Ficha Tecnica de ProductoDocumento3 páginasFicha Tecnica de ProductoOrlando Mican BuitragoAún no hay calificaciones