También podría gustarte
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Tabla Varillas TIGDocumento5 páginasTabla Varillas TIGJorge Omar OlivaAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- 6011Documento2 páginas6011pablitochoaAún no hay calificaciones
- Electrodos para Soldar Aceros InoxidablesDocumento27 páginasElectrodos para Soldar Aceros InoxidablesDavid Alfonso Caraballo100% (1)
- Reparación de elementos metálicos. TMVL0309De EverandReparación de elementos metálicos. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- 2 Electrodos para Soldar Aceros de Baja AleaciónDocumento24 páginas2 Electrodos para Soldar Aceros de Baja AleaciónEdgar Hernando Lopez OchoaAún no hay calificaciones
- Etica Medica, Derechos y Deberes de Los Medicos y PacientesDocumento29 páginasEtica Medica, Derechos y Deberes de Los Medicos y PacientesPaulino VidalAún no hay calificaciones
- Catalogo Esab 2010Documento34 páginasCatalogo Esab 2010nekinmAún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Escritura de Liquidación Sociedad Conyugal y Compensación EconómicaDocumento3 páginasEscritura de Liquidación Sociedad Conyugal y Compensación Económicaanon_265511722100% (3)
- Descarga Emocional y BriefingDocumento33 páginasDescarga Emocional y BriefingAlejandro España100% (1)
- Indura Facilarc 12 - Aws E-7024Documento1 páginaIndura Facilarc 12 - Aws E-7024Juan Carlos CabasAún no hay calificaciones
- 8 Electrodos para Soldar Hierro FundidoDocumento7 páginas8 Electrodos para Soldar Hierro FundidoRoberto Quispe EscarcenaAún no hay calificaciones
- HT-003 Punto Azul Ed. 07Documento1 páginaHT-003 Punto Azul Ed. 07huguexpAún no hay calificaciones
- Smaw FinalDocumento64 páginasSmaw FinaljpenareAún no hay calificaciones
- Trabajo Final de Investigacion SEGURIDAD INTEGRALDocumento33 páginasTrabajo Final de Investigacion SEGURIDAD INTEGRALGustavo Eliecer Florez MartinezAún no hay calificaciones
- Catalogo West ArcoDocumento121 páginasCatalogo West Arcojapele100% (1)
- Fichas Tecnicas Electrodos Especiales 2018Documento28 páginasFichas Tecnicas Electrodos Especiales 2018Allan ArticaAún no hay calificaciones
- AWILDocumento2 páginasAWILArturo De La Cruz GarciaAún no hay calificaciones
- Electrodo E6013Documento8 páginasElectrodo E6013thordeasgard100% (3)
- Hierros ColadosDocumento9 páginasHierros ColadosErnesto Lex Vazquez100% (1)
- 2 Electrodos para Soldar Aceros de Baja AleaciónDocumento24 páginas2 Electrodos para Soldar Aceros de Baja AleaciónJuan Camilo GutiérrezAún no hay calificaciones
- Oxigas INDURADocumento7 páginasOxigas INDURAAnonymous FMzcBePZUAún no hay calificaciones
- E6013 Soldadura ArcoDocumento8 páginasE6013 Soldadura ArcoKarla CorralesAún no hay calificaciones
- Catalalogo AlambreDocumento47 páginasCatalalogo AlambremanosesAún no hay calificaciones
- Infra E-6011 PDFDocumento2 páginasInfra E-6011 PDFSEBASTIAN VAZQUEZ LOPEZAún no hay calificaciones
- 8 Electrodos para Soldar Hierro Fundido PDFDocumento7 páginas8 Electrodos para Soldar Hierro Fundido PDFflashbyte100% (1)
- Electrodos Basicos OerlikonDocumento8 páginasElectrodos Basicos OerlikonElmer HuashuayoAún no hay calificaciones
- Aw8018 D3Documento2 páginasAw8018 D3Isai Molina HernándezAún no hay calificaciones
- Catalogo West ArcoDocumento121 páginasCatalogo West ArcoFrancisco MefAún no hay calificaciones
- Aluminio - Aleaciones ELECTRODOS INFRADocumento6 páginasAluminio - Aleaciones ELECTRODOS INFRALuis Eduardo Cruz Ramirez100% (1)
- Soldadura Puente Aw8018-B2Documento2 páginasSoldadura Puente Aw8018-B2jairoculquiAún no hay calificaciones
- Nique L 2060Documento1 páginaNique L 2060Cindy Carolina CiroAún no hay calificaciones
- Eca 7018 AcDocumento2 páginasEca 7018 AcJose Soto EstradaAún no hay calificaciones
- 7010 A1Documento2 páginas7010 A1Andres TapiaAún no hay calificaciones
- Arco SumergidoDocumento20 páginasArco SumergidoYupanqui RicardoAún no hay calificaciones
- Infra 718 PlusDocumento2 páginasInfra 718 PlusR Fonseca GomezAún no hay calificaciones
- FT Aw Ferronilox 60Documento2 páginasFT Aw Ferronilox 60franklinAún no hay calificaciones
- Caracteristicas de SoldadurasDocumento6 páginasCaracteristicas de SoldadurasrichardcamusAún no hay calificaciones
- Aws E7018Documento1 páginaAws E7018eternalkhutAún no hay calificaciones
- CelulosicosDocumento6 páginasCelulosicosYupanqui RicardoAún no hay calificaciones
- 09 Soldadura OxigasDocumento5 páginas09 Soldadura OxigasErick Dimas Cirilo BerazainAún no hay calificaciones
- Electrodo InfraDocumento2 páginasElectrodo Infraandres16012008Aún no hay calificaciones
- Electrodos OerlikonDocumento7 páginasElectrodos OerlikonGelberAún no hay calificaciones
- Griduct2 E8010-GDocumento2 páginasGriduct2 E8010-GtsuluisruizAún no hay calificaciones
- Soldadura Primer ParcialDocumento8 páginasSoldadura Primer ParcialLaura Villarroel100% (1)
- p17 UTP-6635Documento1 páginap17 UTP-6635brayanAún no hay calificaciones
- FT Infra Excel ArcDocumento2 páginasFT Infra Excel ArcJaysso Jaime Hita PerezAún no hay calificaciones
- Catalogo Electrodos - ConarcoDocumento24 páginasCatalogo Electrodos - ConarcolamoreraAún no hay calificaciones
- Electrodos LosacDocumento7 páginasElectrodos LosacFernando VolpiAún no hay calificaciones
- Zip 10TDocumento1 páginaZip 10TMañe IglesiasAún no hay calificaciones
- Ficha Tecnica Soldadura WIZ 18Documento2 páginasFicha Tecnica Soldadura WIZ 18Edgar Hernando Ramirez GonzalezAún no hay calificaciones
- Catalogo Soldarco Revisado 9 10 2015 PDFDocumento17 páginasCatalogo Soldarco Revisado 9 10 2015 PDFluis zambranoAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Desarrollo Unidad 7Documento10 páginasDesarrollo Unidad 7Lucia LorenzoAún no hay calificaciones
- Análisis Del Primer CapítuloDocumento8 páginasAnálisis Del Primer CapítuloYunier vargasAún no hay calificaciones
- Que Más Te Puedo DarDocumento8 páginasQue Más Te Puedo DarJorge Tilleria ZuñigaAún no hay calificaciones
- Trauma Nasal y EpixtasisDocumento45 páginasTrauma Nasal y EpixtasisWilmer ChaconAún no hay calificaciones
- OrexinasDocumento6 páginasOrexinasAngelAún no hay calificaciones
- Factores Que Afectan A La FotosíntesisDocumento2 páginasFactores Que Afectan A La FotosíntesisEdison Macias CedeñoAún no hay calificaciones
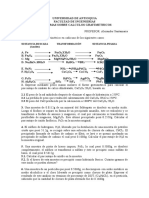
- Taller de GravimetriaDocumento3 páginasTaller de GravimetriaDiany StefyAún no hay calificaciones
- Animales HomosexualesDocumento25 páginasAnimales HomosexualesDiego ZarateAún no hay calificaciones
- Guía 5 Ética Grado 9 A-B Plataforma ClassroomDocumento9 páginasGuía 5 Ética Grado 9 A-B Plataforma ClassroomSoyJorgehAún no hay calificaciones
- Formula ADICIONAL #01Documento6 páginasFormula ADICIONAL #01JOSE LUIS CAMARGO CASTILLOAún no hay calificaciones
- Cucs 2022aDocumento2 páginasCucs 2022aFernando OlivaresAún no hay calificaciones
- Ejemplo Mina Material de Arrastre PmaDocumento146 páginasEjemplo Mina Material de Arrastre PmaManuel Dueñas100% (1)
- Clase Numero 5 Aprendizaje Memoria Capitulo 11Documento46 páginasClase Numero 5 Aprendizaje Memoria Capitulo 11JulioAún no hay calificaciones
- CBF211L Pract 08 (Leyes de Los Gases Ideales) G1Documento12 páginasCBF211L Pract 08 (Leyes de Los Gases Ideales) G1Lizarde FelizAún no hay calificaciones
- Anexo 511 Plan Anual RiegoDocumento29 páginasAnexo 511 Plan Anual RiegoMarco Antonio Layme ParedesAún no hay calificaciones
- Module 1 - EP450 Product InformationDocumento42 páginasModule 1 - EP450 Product InformationsdsdsdsAún no hay calificaciones
- Cronograma CafeDocumento34 páginasCronograma CafeDoris Oliveros100% (1)
- Tarea 5 Teoria de Los TestDocumento8 páginasTarea 5 Teoria de Los TestDarlenySueroAún no hay calificaciones
- Carpeta de GerenciaDocumento4 páginasCarpeta de GerenciaKaren SofíaAún no hay calificaciones
- Diapositiva Formas, Tipos y Aplicaciones Del AceroDocumento32 páginasDiapositiva Formas, Tipos y Aplicaciones Del AceroPedro Masgo PresentacionAún no hay calificaciones
- Trabajo 2Documento14 páginasTrabajo 2Kiara LandivarAún no hay calificaciones
- Aislamiento de Dna PlasmidicoDocumento2 páginasAislamiento de Dna PlasmidicoZhofia DelgadoAún no hay calificaciones
- Catalogo IntDocumento11 páginasCatalogo Intbeatrizcarolina0903Aún no hay calificaciones
- TC132333Documento62 páginasTC132333raulAún no hay calificaciones
- Clorofila de Trigo GerminadoDocumento56 páginasClorofila de Trigo GerminadoJoaquin rodriguezAún no hay calificaciones
- Protocolo Covid19 TVHDocumento23 páginasProtocolo Covid19 TVHLorena VelasquezAún no hay calificaciones