También podría gustarte
- Examen de GraciaDocumento1 páginaExamen de GraciaGerardo CaizaluisaAún no hay calificaciones
- Prueba 2 Primer Bimestre Electricidad GR2-2021BDocumento2 páginasPrueba 2 Primer Bimestre Electricidad GR2-2021BGerardo CaizaluisaAún no hay calificaciones
- Práctica No. 4 Perdidas Menores Datos ObtenidosDocumento2 páginasPráctica No. 4 Perdidas Menores Datos ObtenidosGerardo CaizaluisaAún no hay calificaciones
- Examen Supletorio (Final)Documento2 páginasExamen Supletorio (Final)Gerardo CaizaluisaAún no hay calificaciones
- Formato Informe PR1Documento3 páginasFormato Informe PR1Gerardo CaizaluisaAún no hay calificaciones
- Formato Informe PR3Documento1 páginaFormato Informe PR3Gerardo CaizaluisaAún no hay calificaciones
- Guia de Prácticas de LaboratoriocmbDocumento86 páginasGuia de Prácticas de LaboratoriocmbGerardo CaizaluisaAún no hay calificaciones
- Clase Asincrónica de Metrología GR2Documento6 páginasClase Asincrónica de Metrología GR2Gerardo CaizaluisaAún no hay calificaciones
- Guia P1.Temperaturas PDFDocumento12 páginasGuia P1.Temperaturas PDFGerardo CaizaluisaAún no hay calificaciones
- 2020B Ace P3.2 VDR PDFDocumento3 páginas2020B Ace P3.2 VDR PDFGerardo CaizaluisaAún no hay calificaciones
- CP ACE P2 López LadyDocumento3 páginasCP ACE P2 López LadyGerardo CaizaluisaAún no hay calificaciones
- Informe 3 L OrozcoDocumento3 páginasInforme 3 L OrozcoGerardo CaizaluisaAún no hay calificaciones
- CP ACEE P3 López LadyDocumento2 páginasCP ACEE P3 López LadyGerardo CaizaluisaAún no hay calificaciones
- Matriz de Seguimiento de RutinaDocumento2 páginasMatriz de Seguimiento de RutinaGerardo CaizaluisaAún no hay calificaciones
- Transistor en ConmutaciónDocumento5 páginasTransistor en Conmutacióngabriela benavidesAún no hay calificaciones
- Rev-3.diseño-Tableros-De-Potencia-Corregido FI3Documento91 páginasRev-3.diseño-Tableros-De-Potencia-Corregido FI3tattan menesesAún no hay calificaciones
- Lab 2 - Caracteristicas Diodo Zener y Led Prof JeisonDocumento10 páginasLab 2 - Caracteristicas Diodo Zener y Led Prof JeisonBrayan TorradoAún no hay calificaciones
- Recibo 65441467 PDFDocumento1 páginaRecibo 65441467 PDFDany Lopez GutierrezAún no hay calificaciones
- Sensores Utilizados en El Mantenimiento Preventivo en Transformadores de PotenciaDocumento3 páginasSensores Utilizados en El Mantenimiento Preventivo en Transformadores de PotenciaAndres AuzAún no hay calificaciones
- CONDENSADORESDocumento28 páginasCONDENSADORESCristian CastroAún no hay calificaciones
- Motor Electrostatico Proyecto de Fisica 3Documento5 páginasMotor Electrostatico Proyecto de Fisica 3drewper0112Aún no hay calificaciones
- Informe Lab 1Documento4 páginasInforme Lab 1DavidAún no hay calificaciones
- Clase 2 - Introduccion A HVDC - Circuito PrincipalDocumento27 páginasClase 2 - Introduccion A HVDC - Circuito PrincipalgmolguinpAún no hay calificaciones
- Parcial Nombre ApellidoDocumento2 páginasParcial Nombre ApellidoJhonatan RicoAún no hay calificaciones
- Levantamiento Con Brujula y CintaDocumento8 páginasLevantamiento Con Brujula y CintaAnthony Gonzales MiñopeAún no hay calificaciones
- Lab 4 - Electrónica IDocumento14 páginasLab 4 - Electrónica IKady Gisselle GomézAún no hay calificaciones
- TrnasformadoresDocumento28 páginasTrnasformadoresDaniel GarciaAún no hay calificaciones
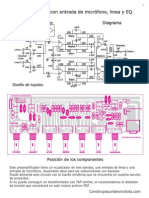
- Preamplificador Con Entrada de Micrófono, Linea y EQDocumento4 páginasPreamplificador Con Entrada de Micrófono, Linea y EQErnesto Zepeda100% (3)
- Ejerc. Ta 2024aDocumento2 páginasEjerc. Ta 2024aAlessandro Cabezas MedinaAún no hay calificaciones
- Fasores EspacialesDocumento130 páginasFasores EspacialesdanterichierAún no hay calificaciones
- Instalaciones Eléctricas Industriales - Silabo PDFDocumento3 páginasInstalaciones Eléctricas Industriales - Silabo PDFAntony HernandezAún no hay calificaciones
- Generador de PulsosDocumento45 páginasGenerador de PulsosElías Sueldo100% (1)
- Curso Paneles SolaresDocumento4 páginasCurso Paneles Solaresaldo perez rodriguezAún no hay calificaciones
- TEMAS SELECTOS DE FÍSICA II. - Parcial 3 (Parte 1)Documento9 páginasTEMAS SELECTOS DE FÍSICA II. - Parcial 3 (Parte 1)Luciano AlcaláAún no hay calificaciones
- Conectar Correctamente El Pin MasterClear (MCLR) de Los Uc PICDocumento3 páginasConectar Correctamente El Pin MasterClear (MCLR) de Los Uc PICignorameAún no hay calificaciones
- N2XSEY 18/30 (36) KV: 1. DescripcionDocumento2 páginasN2XSEY 18/30 (36) KV: 1. DescripcionPreditec PeruAún no hay calificaciones
- 1.6 Certificado de Pruebas - SINTOX LSOH 1.5mm2Documento1 página1.6 Certificado de Pruebas - SINTOX LSOH 1.5mm2max cerazo.ramirezAún no hay calificaciones
- Ejercicio 01Documento14 páginasEjercicio 01Alejandro Daniel Oyanedel JelvezAún no hay calificaciones
- Capacitacion Sistemas Solares FotovoltaicosDocumento115 páginasCapacitacion Sistemas Solares FotovoltaicosCristianGQHernandezAún no hay calificaciones
- Imagenes de Dibujo Diagrama 555Documento9 páginasImagenes de Dibujo Diagrama 555Arely Vazquez Jmnz'Aún no hay calificaciones
- Sistema Automático de Dispensador de Comida para MascotasDocumento11 páginasSistema Automático de Dispensador de Comida para MascotasOscar Mayorga100% (1)
- Datos de Placa TransformadorDocumento5 páginasDatos de Placa TransformadorkikeAún no hay calificaciones
- Curso Manejo HT GSC53Documento25 páginasCurso Manejo HT GSC53Javier Pereira Sánchez100% (1)
- Proceso Normativo de Tomacorrientes-Ricardo Hernandez-LEGRANDDocumento94 páginasProceso Normativo de Tomacorrientes-Ricardo Hernandez-LEGRANDEDINSON HERRERA VASQUEZAún no hay calificaciones