También podría gustarte
- Matriz de RiesgosDocumento7 páginasMatriz de RiesgosConcepcion Gongora MendezAún no hay calificaciones
- 6 AsuncionDocumento21 páginas6 AsuncionConcepcion Gongora MendezAún no hay calificaciones
- Compendio de Juegos de PatioDocumento9 páginasCompendio de Juegos de PatioConcepcion Gongora MendezAún no hay calificaciones
- Plagas Que Atacan A La Caña de AzúcarDocumento7 páginasPlagas Que Atacan A La Caña de AzúcarConcepcion Gongora MendezAún no hay calificaciones
- Analisis de SueloDocumento41 páginasAnalisis de SueloConcepcion Gongora MendezAún no hay calificaciones
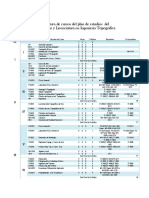
- Plan de Estudios de Bac-Lic en Ing Topografica-Nueva Modificacion 2019 PDFDocumento2 páginasPlan de Estudios de Bac-Lic en Ing Topografica-Nueva Modificacion 2019 PDFalejandro saenzAún no hay calificaciones
- Cuadro Comparativo de Tipos de PensamientosDocumento6 páginasCuadro Comparativo de Tipos de PensamientosJahaziel MdoAún no hay calificaciones
- La Razon de Ser Del Derecho Del Trabajo-PalomequeDocumento20 páginasLa Razon de Ser Del Derecho Del Trabajo-PalomequeTania RiveroAún no hay calificaciones
- Ingenieria Mecanica Plan de Estudio Seminario de Ingenieria Mecanica PDFDocumento4 páginasIngenieria Mecanica Plan de Estudio Seminario de Ingenieria Mecanica PDFNelson TovarAún no hay calificaciones
- Enfoque Cuantitativo y CualitativoDocumento18 páginasEnfoque Cuantitativo y CualitativoJosé OrozcoAún no hay calificaciones
- Anomia y CriminalidadDocumento14 páginasAnomia y CriminalidadAdriana González BoscánAún no hay calificaciones
- Ensayo Richard FeynmanDocumento5 páginasEnsayo Richard FeynmanJuan David Angulo CastellanosAún no hay calificaciones
- Rúbrica Indaga - Unidad )Documento3 páginasRúbrica Indaga - Unidad )Sandra Burgos SilvanoAún no hay calificaciones
- Etica Del Administrador de EmpresasDocumento5 páginasEtica Del Administrador de EmpresasRolo JacintoAún no hay calificaciones
- Libro de AdministracionDocumento178 páginasLibro de Administracionoronia100% (2)
- 2.1 Investigación de Temas A, B, C y DDocumento17 páginas2.1 Investigación de Temas A, B, C y DChillAún no hay calificaciones
- T4 Teoria de Campo EquipoDocumento6 páginasT4 Teoria de Campo EquipoClarisa Hernandez100% (2)
- Neoconductismo IntencionalDocumento3 páginasNeoconductismo IntencionalMonittaCordova100% (1)
- Em Prendi Mien ToDocumento19 páginasEm Prendi Mien ToBrian_Sims_EphgfaAún no hay calificaciones
- Análisis de El Punto y La LInea VKandinsky PDFDocumento2 páginasAnálisis de El Punto y La LInea VKandinsky PDFSergio ArboledaAún no hay calificaciones
- Sesion 1 - Planteamiento Del ProblemaDocumento44 páginasSesion 1 - Planteamiento Del ProblemaMiguel prietoAún no hay calificaciones
- Dinamica de Suelos Nº02Documento21 páginasDinamica de Suelos Nº02Jean CarlosAún no hay calificaciones
- Estadistica AplicadaDocumento232 páginasEstadistica AplicadaNATALIA100% (1)
- Sobre Elliot Jaques y La Teoría de Las Organizaciones RequeridaDocumento10 páginasSobre Elliot Jaques y La Teoría de Las Organizaciones RequeridafranciscoanzolaAún no hay calificaciones
- Vigencia de COMENIODocumento16 páginasVigencia de COMENIORoberto RodriguezAún no hay calificaciones
- Sociedades Complejas Políticas Públicas y Democracia. Miguel Angel Herrera ZgaibDocumento21 páginasSociedades Complejas Políticas Públicas y Democracia. Miguel Angel Herrera ZgaibtranspoliticaAún no hay calificaciones
- Reseña Toulmin, Stephen. La Razón Práctica y Las Artes Clínicas - Alejandro Vallejo TorresDocumento3 páginasReseña Toulmin, Stephen. La Razón Práctica y Las Artes Clínicas - Alejandro Vallejo TorresAlejandroAún no hay calificaciones
- Etnococimiento y Control CulturalDocumento2 páginasEtnococimiento y Control CulturalLarry ZambranoAún no hay calificaciones
- Enfoques Cualitativos en La Investigación Académica Dede La Eutopía.Documento9 páginasEnfoques Cualitativos en La Investigación Académica Dede La Eutopía.Gerardo Pérez HerreraAún no hay calificaciones
- Fronteras y Perspectivas de La FísicaDocumento7 páginasFronteras y Perspectivas de La FísicaIzabella Abulaarazh0% (1)
- Ie Semana 5 Sesión 2Documento15 páginasIe Semana 5 Sesión 2DANIEL MOYAAún no hay calificaciones
- Guía de Tratamiento Trastornos PsicosomáticosDocumento169 páginasGuía de Tratamiento Trastornos PsicosomáticosIsadora Valentina Ortiz MoralesAún no hay calificaciones
- Elaboración Discucion de Resultados-TesisDocumento13 páginasElaboración Discucion de Resultados-TesisAlex Comun GallegosAún no hay calificaciones
- Universidad Peruana Los Andes: Facultad de IngenieríaDocumento176 páginasUniversidad Peruana Los Andes: Facultad de Ingenieríawilliams sanabriaAún no hay calificaciones
- EL Proyecto La TunaDocumento20 páginasEL Proyecto La TunaFabiolaStefanyRetoAntúnez100% (1)