También podría gustarte
- Caso MercadonaDocumento11 páginasCaso MercadonaJuan Carlos Castillo MedinaAún no hay calificaciones
- Apnb58006 PDFDocumento47 páginasApnb58006 PDFRonald Carlos PereiraAún no hay calificaciones
- TDR Coordinador de ObrasDocumento4 páginasTDR Coordinador de ObrasDenis MAAún no hay calificaciones
- Familia ISO 27000Documento23 páginasFamilia ISO 27000mely_edi257038Aún no hay calificaciones
- Ptca 1 - Sist. de Planeacion de La ProduccionDocumento20 páginasPtca 1 - Sist. de Planeacion de La ProduccionJerlin Garcia CalleAún no hay calificaciones
- Actividad Semana 10 Org ADMDocumento5 páginasActividad Semana 10 Org ADMDaniel60% (5)
- Mercado AgropecuarioDocumento10 páginasMercado AgropecuarioLeonardo GongoraAún no hay calificaciones
- Características A Considerar en La Selección de Un RobotDocumento10 páginasCaracterísticas A Considerar en La Selección de Un Robothector101367% (3)
- TEORÍA DE LOS MECANISMOS Rev 0Documento45 páginasTEORÍA DE LOS MECANISMOS Rev 0Jerlin Garcia CalleAún no hay calificaciones
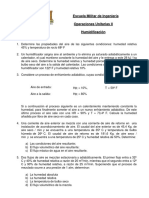
- Práctico Humidificacion 2019-1Documento1 páginaPráctico Humidificacion 2019-1Jerlin Garcia CalleAún no hay calificaciones
- Conceptos Generales de Tecnologia Metalica 2019Documento51 páginasConceptos Generales de Tecnologia Metalica 2019Jerlin Garcia CalleAún no hay calificaciones
- Los Mandos en Las Máquinas HerramientaDocumento53 páginasLos Mandos en Las Máquinas HerramientaJerlin Garcia CalleAún no hay calificaciones
- Los Mandos en Las Máquinas HerramientaDocumento53 páginasLos Mandos en Las Máquinas HerramientaJerlin Garcia CalleAún no hay calificaciones
- 4887 2945 Del 03 de Octubre Al 09 de Octubre de 2009 Publicado El 14 de Octubre de 2009Documento1259 páginas4887 2945 Del 03 de Octubre Al 09 de Octubre de 2009 Publicado El 14 de Octubre de 2009Jerlin Garcia CalleAún no hay calificaciones
- Instrumentos de MediciónDocumento11 páginasInstrumentos de MediciónJerlin Garcia CalleAún no hay calificaciones
- Elementos de MaquinasDocumento48 páginasElementos de MaquinasJerlin Garcia CalleAún no hay calificaciones
- Inventario 6aDocumento5 páginasInventario 6aMarioly Aquino VasquezAún no hay calificaciones
- Tesis I. M. 109 - Vaca Guevara Luis RobertoDocumento159 páginasTesis I. M. 109 - Vaca Guevara Luis RobertoJerlin Garcia CalleAún no hay calificaciones
- Avance Tema 2Documento9 páginasAvance Tema 2Jerlin Garcia CalleAún no hay calificaciones
- Incoterms 2020sliDocumento82 páginasIncoterms 2020sliJerlin Garcia CalleAún no hay calificaciones
- La Relacion de La Geopolitica Con Otras CienciasDocumento11 páginasLa Relacion de La Geopolitica Con Otras CienciasGilberto Betancur Herrera75% (4)
- Servicio Al ClienteDocumento18 páginasServicio Al ClienteJerlin Garcia CalleAún no hay calificaciones
- Diseño Sistema Información Microempresas CueroDocumento294 páginasDiseño Sistema Información Microempresas CueroJerlin Garcia CalleAún no hay calificaciones
- Sistema Contra Incendio de Los EdificiosDocumento10 páginasSistema Contra Incendio de Los Edificiospercy paredesAún no hay calificaciones
- Nota de Servicio: Grado Mediante Resolución Del Consejo Superior Académico RCSA REG. #011/20 deDocumento60 páginasNota de Servicio: Grado Mediante Resolución Del Consejo Superior Académico RCSA REG. #011/20 deJosseline Zabala ChAún no hay calificaciones
- Método LotoDocumento26 páginasMétodo LotoJerlin Garcia CalleAún no hay calificaciones
- Rustic ADocumento8 páginasRustic ACamila CastañedaAún no hay calificaciones
- TII00250D96Documento148 páginasTII00250D96marly.ramirez.garciaAún no hay calificaciones
- Imapo Srl.Documento26 páginasImapo Srl.Leonelcito Auza FernandezAún no hay calificaciones
- Manager 2021 Job Description Spanish 3Documento2 páginasManager 2021 Job Description Spanish 3gabriel de jesus bolaños navarreteAún no hay calificaciones
- Manuales de Una Organizacion Power PointDocumento72 páginasManuales de Una Organizacion Power PointROBIN FABIAN PALLES ATISAún no hay calificaciones
- Edgar Joel Lomelí Sánchez EMPR-00001-1053-ADMINISTRACION 16 de Octubre de 2022Documento8 páginasEdgar Joel Lomelí Sánchez EMPR-00001-1053-ADMINISTRACION 16 de Octubre de 2022Edgar Joel Lomeli SanchezAún no hay calificaciones
- Comercialización, Ventas y MarketingDocumento7 páginasComercialización, Ventas y MarketingstarbandhnagrupacionAún no hay calificaciones
- Tarea No.1 MarketingDocumento2 páginasTarea No.1 MarketingGeraldiny Requena100% (1)
- La ConstanciaDocumento2 páginasLa ConstanciaCesar GarzonAún no hay calificaciones
- 2da Tarea Asincrónica - Serrano ByronDocumento1 página2da Tarea Asincrónica - Serrano Byronbyron serranoAún no hay calificaciones
- 01 PPT Fundamentos - p3Documento106 páginas01 PPT Fundamentos - p3julioAún no hay calificaciones
- Foro 1 LogisticaDocumento2 páginasForo 1 LogisticaKevin Ismael Arias TorresAún no hay calificaciones
- Plan de Accion SistemasDocumento4 páginasPlan de Accion SistemasNICOLAS ACOSTA CUBILLOSAún no hay calificaciones
- Auditoria Reservas-Estandares InternacionalesDocumento38 páginasAuditoria Reservas-Estandares InternacionalesLeo RueAún no hay calificaciones
- Pregunta1 JoselinLavalleDocumento5 páginasPregunta1 JoselinLavalleJose Luis Quispe CamachoAún no hay calificaciones
- Selección y tipos de procesos productivosDocumento53 páginasSelección y tipos de procesos productivosDanfer RomeroAún no hay calificaciones
- Controles y Metricas de La Cadena de SuministroDocumento25 páginasControles y Metricas de La Cadena de SuministroJuan Carlos Cabrera ParraAún no hay calificaciones
- la NTC-ISO/IEC 17025Documento7 páginasla NTC-ISO/IEC 17025liz angelicaAún no hay calificaciones
- Unidad 2 Organizacion y Direccion de Los Centros de InformaticaDocumento40 páginasUnidad 2 Organizacion y Direccion de Los Centros de InformaticaIsrael M RamírezAún no hay calificaciones
- Cuentas por cobrar y administración de efectivoDocumento133 páginasCuentas por cobrar y administración de efectivoYoselin SntgAún no hay calificaciones
- Practico Inventarios y Ctas. Por CobrarDocumento2 páginasPractico Inventarios y Ctas. Por CobrarJhoselin neyza Limachi MachacaAún no hay calificaciones
- MapaProcesosEmpresaDocumento7 páginasMapaProcesosEmpresaArturo GOMEZ BERROCALAún no hay calificaciones
- Marco ContextualDocumento8 páginasMarco ContextualFrancis BonillaAún no hay calificaciones
- F20-Identificacion VaciosDocumento8 páginasF20-Identificacion VaciosCarlo CainarcaAún no hay calificaciones
- Sic Manual Contable 502cDocumento25 páginasSic Manual Contable 502cSelene IAAún no hay calificaciones