También podría gustarte
- Proyecto de LubricanteDocumento20 páginasProyecto de LubricanteEdwin Alvaro67% (3)
- Arquitectura Contemporanea - Parte3 PDFDocumento19 páginasArquitectura Contemporanea - Parte3 PDFJonathan Hernández MolinaAún no hay calificaciones
- 02 Manual Del Participante Curso SupervisorDocumento47 páginas02 Manual Del Participante Curso SupervisorJonathan Hernández MolinaAún no hay calificaciones
- Sesión 2 - Unidad 1 - La Teoría General de SistemasDocumento45 páginasSesión 2 - Unidad 1 - La Teoría General de SistemasMaximiliano ChimAún no hay calificaciones
- ESTUDIO DEL TRABAJO Ingenieria de Metodos y Medicion Del TrabajoDocumento459 páginasESTUDIO DEL TRABAJO Ingenieria de Metodos y Medicion Del TrabajoFrancisco Mejia100% (1)
- Unidad IiDocumento13 páginasUnidad IiNora Vianey Alcantara VelascoAún no hay calificaciones
- Aminoácidos Precursores de Las ProteínasDocumento5 páginasAminoácidos Precursores de Las ProteínasXitlalli Espinoza SalgadoAún no hay calificaciones
- Practica 1 - TrigoDocumento1 páginaPractica 1 - TrigoMARIO TEODOSIO ASTOS LAROTAAún no hay calificaciones
- Entendiendo Los Motores SumergiblesDocumento12 páginasEntendiendo Los Motores SumergiblesvicbtoAún no hay calificaciones
- ExperimentoDocumento9 páginasExperimentoanon-331445100% (2)
- Prueba Funciones LinealesDocumento2 páginasPrueba Funciones LinealesMarcelo SepulvedaAún no hay calificaciones
- Ev Medico Dental y Salud MentalDocumento5 páginasEv Medico Dental y Salud MentalSkinheadsAún no hay calificaciones
- Falla Tipica de Nissan - Urban (Acelerado) (Solucion)Documento30 páginasFalla Tipica de Nissan - Urban (Acelerado) (Solucion)eiochoaAún no hay calificaciones
- Cuadro SinopticoDocumento2 páginasCuadro Sinopticoguadalupe del carmen gordillo lugo100% (1)
- Mapa Conceptual Sobre Agricultura Y Ganadería: CaracterísticasDocumento8 páginasMapa Conceptual Sobre Agricultura Y Ganadería: CaracterísticasMaria de la Luz Hernandez TorresAún no hay calificaciones
- Como Actua Dios en Los Eventos Casuales Juan Jose SanguinetiDocumento49 páginasComo Actua Dios en Los Eventos Casuales Juan Jose SanguinetiRicardo DiazAún no hay calificaciones
- PreguntasDocumento5 páginasPreguntasVictor GutierrezAún no hay calificaciones
- Las Formas Del Altas Latinoamericano Versión 9-16Documento37 páginasLas Formas Del Altas Latinoamericano Versión 9-16Nancy CalomardeAún no hay calificaciones
- FDS INHIBICOR 120 GTM Revisión 2 PDFDocumento7 páginasFDS INHIBICOR 120 GTM Revisión 2 PDFbreiner tapias murciaAún no hay calificaciones
- Informe Practico de Fisica Marco OrellanaDocumento4 páginasInforme Practico de Fisica Marco OrellanaMarco OrellanaAún no hay calificaciones
- Nuevo Documento de Microsoft WordDocumento2 páginasNuevo Documento de Microsoft WordPlacidoPajaQuispeAún no hay calificaciones
- BM12093 0720Documento4 páginasBM12093 0720Ale MPAún no hay calificaciones
- Capitulo 1 Requisitos para El Ingreso de Personal Articulo 1Documento21 páginasCapitulo 1 Requisitos para El Ingreso de Personal Articulo 1Genaro Chavez RodriguezAún no hay calificaciones
- Diagnostico Por La Lengua PDFDocumento6 páginasDiagnostico Por La Lengua PDFJesusAmbrosioAún no hay calificaciones
- 3° de Secundaria AP - 1° TrimestreDocumento17 páginas3° de Secundaria AP - 1° TrimestreAlem Amed Rojas UgarteAún no hay calificaciones
- 37a Direccion l200 MitsubishiDocumento81 páginas37a Direccion l200 MitsubishiWilliam Giovanni Madariaga Malebrán100% (1)
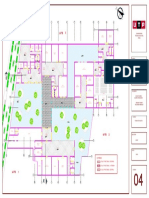
- PLano Flujos A ColorDocumento1 páginaPLano Flujos A ColorJeremy Dolores MéndezAún no hay calificaciones
- Clasificación de Thornthwaite PDFDocumento4 páginasClasificación de Thornthwaite PDFClaudia Supelano Rativa0% (1)
- FABBRI, Luis - Sindicalismo y Anarquismo PDFDocumento55 páginasFABBRI, Luis - Sindicalismo y Anarquismo PDFWiltonAún no hay calificaciones
- El Corto de Loja 24 08 2016Documento48 páginasEl Corto de Loja 24 08 2016JoséAndrésOrtizCuestaAún no hay calificaciones
- S1.2 Actividad Aplicativa 02 Caso Shell - ESPDocumento7 páginasS1.2 Actividad Aplicativa 02 Caso Shell - ESPVladimir Noriega ChingAún no hay calificaciones
- Prueba de Visión EstereoscópicaDocumento6 páginasPrueba de Visión EstereoscópicaBruno More ValdiviaAún no hay calificaciones
- Informe Aceites EsencialesDocumento8 páginasInforme Aceites EsencialesAugusto Muñoz VillarrealAún no hay calificaciones
- Proyectos Con Materiales RecicladosDocumento8 páginasProyectos Con Materiales RecicladosTaty MtcAún no hay calificaciones