También podría gustarte
- Proyecto AlmacenDocumento28 páginasProyecto AlmacenJAVIER CHABLE SANCHEZAún no hay calificaciones
- Antología 1 NE UTSV NanchitalDocumento85 páginasAntología 1 NE UTSV NanchitalJAVIER CHABLE SANCHEZAún no hay calificaciones
- Visualizacion y Control de ProcesosDocumento2 páginasVisualizacion y Control de ProcesosJAVIER CHABLE SANCHEZAún no hay calificaciones
- Proyecto Plan Estratégico de La Toma de DecisionesDocumento3 páginasProyecto Plan Estratégico de La Toma de DecisionesJAVIER CHABLE SANCHEZ50% (2)
- Por Qué Es Importante Que El Ingeniero en Mantenimiento en Área Industrial Aplique Las Teorías Psicológicas A Sus Subordinados Como Parte de Su Perfil Profesional y Cuáles Son Sus BeneficiosDocumento5 páginasPor Qué Es Importante Que El Ingeniero en Mantenimiento en Área Industrial Aplique Las Teorías Psicológicas A Sus Subordinados Como Parte de Su Perfil Profesional y Cuáles Son Sus BeneficiosJAVIER CHABLE SANCHEZAún no hay calificaciones
- 02.PCC.020.R2 Inspeccion Visual en El Proceso de SoldaduraDocumento14 páginas02.PCC.020.R2 Inspeccion Visual en El Proceso de SoldaduraJAVIER CHABLE SANCHEZAún no hay calificaciones
- Cuadro Comparativo Tipos de HornosDocumento5 páginasCuadro Comparativo Tipos de HornosJosue Cruz100% (2)
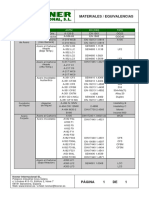
- Equivalencia MaterialesDocumento1 páginaEquivalencia MaterialesGuillermo GutierrezAún no hay calificaciones
- Presupuesto para 1200m2 de Invernadero en EucaliptoDocumento2 páginasPresupuesto para 1200m2 de Invernadero en EucaliptoIng. Luis Felipe Ferreras Guerrero100% (1)
- Cristalizacion... KvO!!!Documento15 páginasCristalizacion... KvO!!!Kevin FloresAún no hay calificaciones
- 11ap 2017Documento3 páginas11ap 2017Angela CalatayudAún no hay calificaciones
- Pegacreto E GBCDocumento2 páginasPegacreto E GBCAlejandro HernandezAún no hay calificaciones
- Sikafloor 3 Quartz Top PDFDocumento3 páginasSikafloor 3 Quartz Top PDFMartha María C HenriquezAún no hay calificaciones
- Libro Presupuesto de Obra PDFDocumento94 páginasLibro Presupuesto de Obra PDFjorge mendoza de vargasAún no hay calificaciones
- Taller Ecuaciones QuímicasDocumento3 páginasTaller Ecuaciones QuímicasDaniel DiazAún no hay calificaciones
- Ad VP 0000946Documento352 páginasAd VP 0000946RalphAramburuAún no hay calificaciones
- Ficha Zapato Polako Negro Azul 510509Documento1 páginaFicha Zapato Polako Negro Azul 510509jose torresAún no hay calificaciones
- Problemas de Química 2Documento7 páginasProblemas de Química 2Kevin GarciaAún no hay calificaciones
- Arranque Tipo Rev 15.03.16-Model.Documento1 páginaArranque Tipo Rev 15.03.16-Model.Francisco ParedesAún no hay calificaciones
- Secado Fac Quimica UNAMDocumento23 páginasSecado Fac Quimica UNAMRicardo Segura FAún no hay calificaciones
- Agrupamiento PreliminarDocumento1 páginaAgrupamiento PreliminarRicardo BermudezAún no hay calificaciones
- Mat y MetDocumento5 páginasMat y MetFranyeli RosarioAún no hay calificaciones
- Informe CESDocumento18 páginasInforme CESPaul GuachaminAún no hay calificaciones
- Metrado Infraestructura Deportiva-ColiseoDocumento2 páginasMetrado Infraestructura Deportiva-ColiseoGLENY MAGALYAún no hay calificaciones
- Preguntas de Repaso y CualitativasDocumento7 páginasPreguntas de Repaso y CualitativasCarlos Fernando AlfaroAún no hay calificaciones
- SEMANA 11 - 2022 - II - ElectrolisisDocumento16 páginasSEMANA 11 - 2022 - II - ElectrolisisANTHONY ALEJANDRO LAURA PICHARDOAún no hay calificaciones
- Manual Aspiradora RidgidDocumento14 páginasManual Aspiradora RidgidPAOLA ANGULOAún no hay calificaciones
- Tabla Nomenclatura de Hidrocarburos Con Base en El Numero de Carbonos de La CadenaDocumento2 páginasTabla Nomenclatura de Hidrocarburos Con Base en El Numero de Carbonos de La CadenaERNESTO ALEJANDRO LOPEZ RAMOSAún no hay calificaciones
- Cubierta y CerramientosDocumento9 páginasCubierta y CerramientosSteve AlarconAún no hay calificaciones
- Aglomerados de MaderaDocumento13 páginasAglomerados de MaderaHarold Ramos RodriguezAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos Penetrantes Según Astm E 165 Aws D1.1 INGE-PT-02-2022 00Documento8 páginasProcedimiento de Inspeccion Por Liquidos Penetrantes Según Astm E 165 Aws D1.1 INGE-PT-02-2022 00Tiare MoralesAún no hay calificaciones
- Envejecimiento AluminioDocumento4 páginasEnvejecimiento AluminioSEBASTIAN QUINTERO GOEZAún no hay calificaciones
- FERRERIADocumento16 páginasFERRERIAluis angel roque santosAún no hay calificaciones
- Ficha Tecnica PVC Moldura Tipo T - 22-12-2017Documento1 páginaFicha Tecnica PVC Moldura Tipo T - 22-12-2017oswaldo pulidoAún no hay calificaciones
- Informe de HuariDocumento9 páginasInforme de HuariAlexandra ArroyoAún no hay calificaciones
- Sistemas de TierraDocumento29 páginasSistemas de TierraKey Ashari Camargo LópezAún no hay calificaciones