También podría gustarte
- Materiales DentalesDocumento8 páginasMateriales DentalesPAúl Casa Ortiz67% (3)
- Viviendas Aisladas Con TetrapakDocumento9 páginasViviendas Aisladas Con TetrapakRedHP86% (7)
- Proyecto Examen 1° Bach IntensivoDocumento4 páginasProyecto Examen 1° Bach IntensivowalterAún no hay calificaciones
- Carbono PrimarioDocumento4 páginasCarbono PrimarioFatima ValenciaAún no hay calificaciones
- Especificación Técnica Actividades de Puesta en Marcha de La PlantaDocumento6 páginasEspecificación Técnica Actividades de Puesta en Marcha de La Plantaespecialista0806Aún no hay calificaciones
- Tincion GramDocumento13 páginasTincion GramEduardoHuarcayaAún no hay calificaciones
- Absorcion Atomica InterferenciasDocumento13 páginasAbsorcion Atomica InterferenciasMary ScottAún no hay calificaciones
- Diseño GasoductoDocumento2 páginasDiseño GasoductoMaynard Coaquira GonzalesAún no hay calificaciones
- Ejercicios Resueltos de Separaciones Analíticas #03Documento3 páginasEjercicios Resueltos de Separaciones Analíticas #03RENATO JAIR COSTA MINGAAún no hay calificaciones
- ITR016 Preparación de Medios de CultivoDocumento4 páginasITR016 Preparación de Medios de CultivorubyyamileAún no hay calificaciones
- CalorimetriaDocumento10 páginasCalorimetriaVictor D. MoonAún no hay calificaciones
- Concentradores de EsfuerzosDocumento18 páginasConcentradores de EsfuerzosRoberto González NavarrteAún no hay calificaciones
- Trabajo ChalconaDocumento7 páginasTrabajo ChalconaAlan PueblaAún no hay calificaciones
- Presentacion de Fenol 2019Documento20 páginasPresentacion de Fenol 2019Andrea AlmazanAún no hay calificaciones
- Linda Elizabeth López García Grupo CRI1221 A.A. Integradora 2. Video. Laboratorio de Quimica, Toxicología y Hematología.Documento52 páginasLinda Elizabeth López García Grupo CRI1221 A.A. Integradora 2. Video. Laboratorio de Quimica, Toxicología y Hematología.Linda LópezAún no hay calificaciones
- Desarenador y Decantador PrimarioDocumento22 páginasDesarenador y Decantador PrimarioLuis ZerpaAún no hay calificaciones
- Aerogeneradores PiezoelectricosDocumento7 páginasAerogeneradores PiezoelectricosAaron Lapa MoscosoAún no hay calificaciones
- Horarios de Mantenimiento Del Top Drive TDS-8SADocumento4 páginasHorarios de Mantenimiento Del Top Drive TDS-8SAIrving Antonio Flores AlegriaAún no hay calificaciones
- Materiales para La Elasticidad Qué Debe Tener La ZapatillaDocumento2 páginasMateriales para La Elasticidad Qué Debe Tener La Zapatilla何Aún no hay calificaciones
- Problema 7.7Documento9 páginasProblema 7.7ElmerFloresAún no hay calificaciones
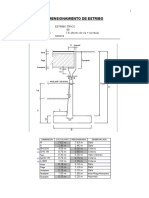
- Diseño de Estribos de Un PuenteDocumento19 páginasDiseño de Estribos de Un PuenteJhilver AbauAún no hay calificaciones
- Acidos, Bases, PHDocumento7 páginasAcidos, Bases, PHOswaldo ContrerasAún no hay calificaciones
- Triptico VinculacionDocumento2 páginasTriptico VinculacionCristian Uriel Apunte AricoAún no hay calificaciones
- IntroducciónDocumento9 páginasIntroducciónPablo Cordero TapiaAún no hay calificaciones
- Pozo Tierra Blanca 1113Documento8 páginasPozo Tierra Blanca 1113German DAAún no hay calificaciones
- Como Lavar Un CompresorDocumento28 páginasComo Lavar Un CompresorMike100% (1)
- Guia de Lab Oratorio 3 II Sem 2010Documento5 páginasGuia de Lab Oratorio 3 II Sem 2010jorge ivanAún no hay calificaciones
- Panama SDS Ingersoll Rand Ultra CoolantDocumento11 páginasPanama SDS Ingersoll Rand Ultra CoolantAlberto Hai ReAún no hay calificaciones
- Introduccion A MilpoDocumento6 páginasIntroduccion A MilpoGustavo Daniel Aguilar AdrianoAún no hay calificaciones
- Introducción A La PulvimetalurgiaDocumento28 páginasIntroducción A La PulvimetalurgiakmorenopAún no hay calificaciones