También podría gustarte
- Manual de Reparaciones Toyota Corolla Verso 2004 PDFDocumento1779 páginasManual de Reparaciones Toyota Corolla Verso 2004 PDFJose Manuel Quinsacara100% (1)
- Curso Solidworks Avanzado PDFDocumento113 páginasCurso Solidworks Avanzado PDFIngelit Sac100% (1)
- LIbro Ejercicios de Taller 1º Mecanizado - PDF ADocumento109 páginasLIbro Ejercicios de Taller 1º Mecanizado - PDF AChuso Lopez Gomez100% (1)
- Manual de MecanizadoDocumento872 páginasManual de Mecanizadomlouredocasado100% (1)
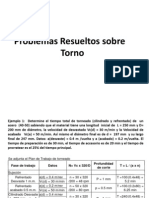
- Problemas Resueltos TornosDocumento7 páginasProblemas Resueltos TornosJose Vasquez Fernandez40% (5)
- Mesa TV Modelo 1Documento4 páginasMesa TV Modelo 1Roger TableroAún no hay calificaciones
- Utilajes Plegadora TecnostampDocumento188 páginasUtilajes Plegadora TecnostampconradoralAún no hay calificaciones
- Chancado y MoliendaDocumento149 páginasChancado y MoliendaNelsonGKAún no hay calificaciones
- Manual de Mecanizado GarantDocumento843 páginasManual de Mecanizado GarantAnonymous 2SQDbt2Aún no hay calificaciones
- Ajuste Montaje Verificacion y Control de Maquinas - Parte I - D9ab4019Documento327 páginasAjuste Montaje Verificacion y Control de Maquinas - Parte I - D9ab4019Miguel SP100% (3)
- Ficha Tecnica Placa RF - Sistema GyplacDocumento3 páginasFicha Tecnica Placa RF - Sistema GyplacCarlos romanAún no hay calificaciones
- Curso Criterios Basicos Perforacion Voladura Rocas PDFDocumento61 páginasCurso Criterios Basicos Perforacion Voladura Rocas PDFedsonAún no hay calificaciones
- Criterios básicos de perforación y voladuraDocumento63 páginasCriterios básicos de perforación y voladuraLuis Gustavo Flores RondonAún no hay calificaciones
- Hoja de Procesos (Reina - Ajedrez 1)Documento4 páginasHoja de Procesos (Reina - Ajedrez 1)Alex AndrangoAún no hay calificaciones
- Calidad de PerforaciónDocumento19 páginasCalidad de PerforaciónJose LuisAún no hay calificaciones
- Formato Reporte CargadoresDocumento2 páginasFormato Reporte CargadoresDiego VilaAún no hay calificaciones
- Calidad de Perforacion y Voladura CMHDocumento35 páginasCalidad de Perforacion y Voladura CMHAlexisAlexisAún no hay calificaciones
- EXSA-Criterios Basicos en Perforaciòn y VoladuraDocumento66 páginasEXSA-Criterios Basicos en Perforaciòn y Voladuramiguel100% (1)
- Perforacion y VoladuraDocumento64 páginasPerforacion y VoladuracarlosAún no hay calificaciones
- Plantilla Hoja de Procesos - Pieza6Documento9 páginasPlantilla Hoja de Procesos - Pieza6KevinErazoAún no hay calificaciones
- Introducción a la ingeniería industrial y proceso productivo de fabricación de poleasDocumento37 páginasIntroducción a la ingeniería industrial y proceso productivo de fabricación de poleasangelo cruz gomezAún no hay calificaciones
- JMM Manufacturas Ruedas de Nylon Catalogo General 389514Documento12 páginasJMM Manufacturas Ruedas de Nylon Catalogo General 389514Javier CharrezAún no hay calificaciones
- Perforación de rocas en minería subterráneaDocumento82 páginasPerforación de rocas en minería subterráneaR Johan MendozaAún no hay calificaciones
- Trabajo FabricaciónDocumento37 páginasTrabajo FabricaciónJuan DoleraAún no hay calificaciones
- HOJA DE PROCESOSDocumento8 páginasHOJA DE PROCESOSAlejandro Camacho PeñalozaAún no hay calificaciones
- 11.ficha Tecnica Lamina RHDocumento4 páginas11.ficha Tecnica Lamina RHCarolina Pulido MartínezAún no hay calificaciones
- GYPLAC FICHA RH - Ficha TécnicaDocumento4 páginasGYPLAC FICHA RH - Ficha TécnicaPcas lAún no hay calificaciones
- Forjados de chapa CofrastraDocumento6 páginasForjados de chapa CofrastradanisoftwareAún no hay calificaciones
- Clase 6Documento90 páginasClase 6DENIS MARCELO UGEÑO GUILCAPIAún no hay calificaciones
- Instructivo Diseño de Mallas.Documento7 páginasInstructivo Diseño de Mallas.jaime garcia contrerasAún no hay calificaciones
- Diagrama de Flujo de ProcesosDocumento1 páginaDiagrama de Flujo de ProcesosRoberth OchoaAún no hay calificaciones
- Consideraciones de Obra y MantenimientoDocumento76 páginasConsideraciones de Obra y MantenimientoMilagros Miriam Espinoza CastroAún no hay calificaciones
- DobladoDocumento67 páginasDobladovictoriaAún no hay calificaciones
- Diapositivas -U2.2- ConformadoDocumento74 páginasDiapositivas -U2.2- ConformadoRoBelen VillarAún no hay calificaciones
- ICI CLASE 7 Procesos de Mecánicos y Térmicos de MetalesDocumento50 páginasICI CLASE 7 Procesos de Mecánicos y Térmicos de MetalesCésar Rodrigo Ortiz MéndezAún no hay calificaciones
- P.5 MB Pieza 2Documento3 páginasP.5 MB Pieza 2lprietof03Aún no hay calificaciones
- Revestimiento MelaminaDocumento8 páginasRevestimiento Melaminajoan ferrerAún no hay calificaciones
- Ajuste, Montaje, Verificacion y Control de Maquinas - Parte IDocumento338 páginasAjuste, Montaje, Verificacion y Control de Maquinas - Parte IkevinAún no hay calificaciones
- VALLE DORADO Reservorio Apoyado 5 m3 - Calculo HidráulicoDocumento8 páginasVALLE DORADO Reservorio Apoyado 5 m3 - Calculo HidráulicoROMHYAún no hay calificaciones
- C6a Criterios Basicos de Perforacion y VoladuraDocumento56 páginasC6a Criterios Basicos de Perforacion y VoladuraCompras Ventas Y Cambios MoqAún no hay calificaciones
- Ficha Tecnica Placa STD - Sistema GyplacDocumento3 páginasFicha Tecnica Placa STD - Sistema GyplacCarlos romanAún no hay calificaciones
- Calidad de PerforaciónDocumento19 páginasCalidad de PerforaciónCarlos Andres Machado0% (1)
- Mesa TV 1Documento4 páginasMesa TV 1Ezequiel De BiaseAún no hay calificaciones
- Hoja de Ruta TornoDocumento28 páginasHoja de Ruta TornoMaicol AcostaAún no hay calificaciones
- Planilla Desmontaje Linea y Red PrimariaDocumento19 páginasPlanilla Desmontaje Linea y Red PrimariaCHRISTIAN JUNIOR LOZANO VALLEJOSAún no hay calificaciones
- Geomecanica 3Documento83 páginasGeomecanica 3Carlos CartesAún no hay calificaciones
- Cuaderno de Informes Electricidad 1Documento13 páginasCuaderno de Informes Electricidad 1Jheral jeanpierre Aycachi aceroAún no hay calificaciones
- Plan de Minado 2015Documento19 páginasPlan de Minado 2015BzCrespin100% (2)
- 729 Ca PDFDocumento25 páginas729 Ca PDFdiegueins84Aún no hay calificaciones
- SIG-PR-013-67 Señalización de Zona de TrabajoDocumento1 páginaSIG-PR-013-67 Señalización de Zona de TrabajoMiluska ZapataAún no hay calificaciones
- 237 Ajuste Montaje Verificacion y Control Parte I PDFDocumento152 páginas237 Ajuste Montaje Verificacion y Control Parte I PDFJorge Luis TapiaAún no hay calificaciones
- 05 em - Preparacion de Chimenea Exp YacDocumento46 páginas05 em - Preparacion de Chimenea Exp YacameormAún no hay calificaciones
- Cementacion Primaria Parte 2Documento13 páginasCementacion Primaria Parte 2bergman07Aún no hay calificaciones
- Metrado Ejecutado - Edificio Mult. Verdi (Para Val 03)Documento78 páginasMetrado Ejecutado - Edificio Mult. Verdi (Para Val 03)Jose VegaAún no hay calificaciones
- FENOLICO WISA-Form - Slab - ES - Fs PDFDocumento2 páginasFENOLICO WISA-Form - Slab - ES - Fs PDFjefferson andres restrepoAún no hay calificaciones
- Cartera TopograficaDocumento12 páginasCartera TopograficaTatiana AvilaAún no hay calificaciones
- Plantillas Molde CurvadoDocumento9 páginasPlantillas Molde CurvadoGonzalo CórdobaAún no hay calificaciones
- Copiador para Torno DB1100 HolzstarDocumento4 páginasCopiador para Torno DB1100 HolzstarEnrique TalleroAún no hay calificaciones
- Deber Identificación de EjesDocumento2 páginasDeber Identificación de EjesGiordano CatotaAún no hay calificaciones
- 12 Herramientas MultifunciónDocumento10 páginas12 Herramientas MultifunciónCristian FuentesAún no hay calificaciones
- Trabajo Tec TornoDocumento18 páginasTrabajo Tec TornoJohnn Sancho LAún no hay calificaciones
- Hoja de OperacionesDocumento3 páginasHoja de OperacionesEric AranaAún no hay calificaciones
- Turning Tools 2017 SPADocumento656 páginasTurning Tools 2017 SPAABRAHAM SILVA HERNANDEZAún no hay calificaciones
- Hoja de Proceso TuercaDocumento6 páginasHoja de Proceso TuercaSergio AlbertoAún no hay calificaciones
- Hojas de Proceso TornoDocumento9 páginasHojas de Proceso TornoDeivid B. CoronelAún no hay calificaciones
- C 2900 166Documento187 páginasC 2900 166gamuelAún no hay calificaciones
- Ejemplo DopDocumento57 páginasEjemplo DopBrayan Gutierrez QuilcaAún no hay calificaciones
- Cuaderno Torno 2Documento12 páginasCuaderno Torno 2Alejandro ChacaltanaAún no hay calificaciones
- Diagrama Hombre Maquina-2Documento10 páginasDiagrama Hombre Maquina-2Pierre Calderon100% (1)
- Suplemento 13.2Documento576 páginasSuplemento 13.2HernanROsasAún no hay calificaciones
- A3.02 - Preselección de Cotas en Torno CNC Fagor 8055 (v01)Documento2 páginasA3.02 - Preselección de Cotas en Torno CNC Fagor 8055 (v01)Saul Fernando Cujaban AceroAún no hay calificaciones
- Insertos de RanuradoDocumento75 páginasInsertos de RanuradoMary Cueto SantosAún no hay calificaciones
- Sandvik - Ranurado y TronzadoDocumento149 páginasSandvik - Ranurado y TronzadoJosé AlvaroAún no hay calificaciones
- Formación Profesional: Curso de Práctica IntensivaDocumento8 páginasFormación Profesional: Curso de Práctica IntensivaJhin SaicoAún no hay calificaciones
- Ejercicios Torneado CNCDocumento21 páginasEjercicios Torneado CNCAlex Moreano AAún no hay calificaciones
- Boletin Problemas Sobre Torneado-SolucionesDocumento5 páginasBoletin Problemas Sobre Torneado-SolucionesPedrinho MrAún no hay calificaciones
- Fabricación de espárragos mecánicosDocumento2 páginasFabricación de espárragos mecánicosangelo_zaAún no hay calificaciones
- Viernes CBHGJNHDGN MDocumento16 páginasViernes CBHGJNHDGN MJose Castillo BurgosAún no hay calificaciones
- Doosan Puma 4100 5100 M LyDocumento6 páginasDoosan Puma 4100 5100 M LySnaldo EstradaAún no hay calificaciones
- Insert OsDocumento142 páginasInsert OsGabrielClarosBarengoAún no hay calificaciones
- Arsenal - Tornos - Caracteristicas TecnicasDocumento17 páginasArsenal - Tornos - Caracteristicas TecnicasGabbytk0% (1)
- Sigco-Mm-Pets #003 Izaje de Equipos Materiales Con Tecle ElDocumento1 páginaSigco-Mm-Pets #003 Izaje de Equipos Materiales Con Tecle ElPedro MendozaAún no hay calificaciones
- Proceso de torneado de barra de aceroDocumento3 páginasProceso de torneado de barra de acerograncapo67Aún no hay calificaciones
- Reporte Montaje Del ChuckDocumento4 páginasReporte Montaje Del ChuckRodry ArellanoAún no hay calificaciones
- Herramientas de TorneadoDocumento696 páginasHerramientas de TorneadoMetalurgica VISILUAún no hay calificaciones