También podría gustarte
- Amigos Del AlmaDocumento6 páginasAmigos Del Almaevelyninostroza100% (2)
- DinamicasDocumento18 páginasDinamicasMilka Mily SGAún no hay calificaciones
- Taller RAP 4Documento11 páginasTaller RAP 4jhon jairo50% (10)
- Certificado Administrativo AlturasDocumento1 páginaCertificado Administrativo Alturasjhon jairoAún no hay calificaciones
- Software de Presentaciones Concepto y CaracterísticasDocumento5 páginasSoftware de Presentaciones Concepto y CaracterísticasRaquelMiliánAún no hay calificaciones
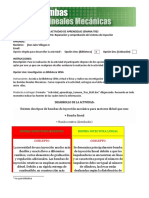
- Actividad Semana Tres Bombas Lineales MecanicasDocumento4 páginasActividad Semana Tres Bombas Lineales Mecanicasjhon jairo67% (3)
- Actividad Semana Tres Bombas Lineales MecanicasDocumento4 páginasActividad Semana Tres Bombas Lineales Mecanicasjhon jairo67% (3)
- Objeto DirectoDocumento14 páginasObjeto DirectosharingizcaringAún no hay calificaciones
- Laboratorio 7 - Circuitos Aritméticos RestadoresDocumento9 páginasLaboratorio 7 - Circuitos Aritméticos RestadoresIan MelgarejoAún no hay calificaciones
- Vigotsky y Sus Aportaciones para La EducaciónDocumento41 páginasVigotsky y Sus Aportaciones para La EducaciónLUCARNIANO100% (2)
- Enginzone-ASME - Interpretación y Uso de La Norma API 1104 PDFDocumento3 páginasEnginzone-ASME - Interpretación y Uso de La Norma API 1104 PDFjhon jairoAún no hay calificaciones
- Cita para El PasaporteDocumento4 páginasCita para El Pasaportejhon jairoAún no hay calificaciones
- MINERÍA BAJO TIERRA Taller Cuestionario Semana 2Documento3 páginasMINERÍA BAJO TIERRA Taller Cuestionario Semana 2jhon jairo0% (2)
- Qué Presión Maneja La Bomba de Alimentación de Combustibles A Diferentes Revoluciones. - OKDocumento38 páginasQué Presión Maneja La Bomba de Alimentación de Combustibles A Diferentes Revoluciones. - OKjhon jairo0% (3)
- Proyecto Venta de ComputadorasDocumento70 páginasProyecto Venta de ComputadorasHector Simbaña CadenaAún no hay calificaciones
- Unidad Educativa "Galo Plaza Lasso": Acompañamiento Pedagògico Àrea: Matemàtica CURSOS: 8VO Básica SuperiorDocumento7 páginasUnidad Educativa "Galo Plaza Lasso": Acompañamiento Pedagògico Àrea: Matemàtica CURSOS: 8VO Básica SuperiorJorge GodoyAún no hay calificaciones
- Tarea 2. Validez de Argumentos Maria Camila Marulanda Garcia-Ingenieria Industrial.Documento20 páginasTarea 2. Validez de Argumentos Maria Camila Marulanda Garcia-Ingenieria Industrial.Maria Camila Marulanda GarciaAún no hay calificaciones
- Letras y Apreciaciã N Estã© Tica.Documento6 páginasLetras y Apreciaciã N Estã© Tica.Zerodrive 70Aún no hay calificaciones
- Guión de Clases # Modulo .6: Interpretación de Información en Inglés Sobre Contabilidad Y Documentación ContableDocumento6 páginasGuión de Clases # Modulo .6: Interpretación de Información en Inglés Sobre Contabilidad Y Documentación ContableJosé Enmanuel Hernández Ciciliano100% (2)
- Sucesos Que Llevaron A La Muerte de CristoDocumento3 páginasSucesos Que Llevaron A La Muerte de Cristojuan RodriguezAún no hay calificaciones
- Documento Sin TítuloDocumento2 páginasDocumento Sin TítuloMarina Roca SanchezAún no hay calificaciones
- Proyecto 4 Semana 3 Del 13 Al 17 de Septiembre 2021Documento30 páginasProyecto 4 Semana 3 Del 13 Al 17 de Septiembre 2021Yessy NayoAún no hay calificaciones
- LiderazgoDocumento22 páginasLiderazgoANGEL LUIS GUEVARA CARRANZAAún no hay calificaciones
- Indicadores y Objetivos Lenguaje 4°Documento4 páginasIndicadores y Objetivos Lenguaje 4°Karen Paola Gonz RiveraAún no hay calificaciones
- Missa Coral Pio X - EditadoDocumento1 páginaMissa Coral Pio X - EditadoCarlos CarbajalAún no hay calificaciones
- Algunas Característica de Un Cristiano GenuinoDocumento3 páginasAlgunas Característica de Un Cristiano GenuinoLIFE CHURCH PERUAún no hay calificaciones
- Evaluación de La DramatizaciónDocumento2 páginasEvaluación de La DramatizacióncsodergrenAún no hay calificaciones
- Reporte de Lecturas Gusty PDFDocumento15 páginasReporte de Lecturas Gusty PDFAna RiveraAún no hay calificaciones
- Datos Informativos:: Sesión de AprendizajeDocumento6 páginasDatos Informativos:: Sesión de AprendizajeMARIA ANTONIA ALCAHUAMAN ALLCAHUAMANAún no hay calificaciones
- Venerar AdorarDocumento4 páginasVenerar AdorarFilosofo MontillaAún no hay calificaciones
- Subjetividad en LevinasDocumento9 páginasSubjetividad en Levinasluis enriqueAún no hay calificaciones
- Copia de P.A 5to Grado BlogDocumento7 páginasCopia de P.A 5to Grado BlogJaneth MarcanoAún no hay calificaciones
- Cheat Sheet 8 - Capítulo 9Documento2 páginasCheat Sheet 8 - Capítulo 9ANTONELLA ELIZABETH JUAN DE DIOS GUZMANAún no hay calificaciones
- 009 - La Oración Del Rey DavidDocumento7 páginas009 - La Oración Del Rey Davidelizabeth farias100% (1)
- HechosDocumento3 páginasHechosRubén TorresAún no hay calificaciones
- Ficha La Biografía - 3roDocumento3 páginasFicha La Biografía - 3roKiara Pachas Cosco (dulce alegria)Aún no hay calificaciones
- Rafa Saavedra - Iconografía Del Colectivo NortecDocumento10 páginasRafa Saavedra - Iconografía Del Colectivo NortecJosué BeltránAún no hay calificaciones