También podría gustarte
- Navidad Llavero Pinguino PDF Amigurumi Patron GratisDocumento3 páginasNavidad Llavero Pinguino PDF Amigurumi Patron Gratiserika guadalupe cruz diazAún no hay calificaciones
- Paquete de PerrosDocumento16 páginasPaquete de PerrosIraida Contreras Q100% (2)
- Tabla de Torque de Pernos - Perno PortlandDocumento7 páginasTabla de Torque de Pernos - Perno PortlandHector BalderaAún no hay calificaciones
- Apu GrasDocumento32 páginasApu Grascarliin2Aún no hay calificaciones
- Flujo Másico Aire CálculoDocumento6 páginasFlujo Másico Aire CálculoCastoriadisAún no hay calificaciones
- ANEXO - 4 - ESTRUCTURAS - COMPACTAS - 13 - 2 KV - Y - 34 - 5 - KV PDFDocumento160 páginasANEXO - 4 - ESTRUCTURAS - COMPACTAS - 13 - 2 KV - Y - 34 - 5 - KV PDFEdgarCamposGarzon100% (1)
- Ella, Rosa PrincipitoDocumento2 páginasElla, Rosa PrincipitoLizbeth Lozano100% (1)
- Labview For Dummies PDFDocumento141 páginasLabview For Dummies PDFAngel RodriguezAún no hay calificaciones
- Práctica Trianguloequilatero 2 2 Ya Esta 1 1Documento11 páginasPráctica Trianguloequilatero 2 2 Ya Esta 1 1Angel RodriguezAún no hay calificaciones
- Defigard 4000Documento106 páginasDefigard 4000Angel Rodriguez50% (2)
- Guia Gestion Clinica en CirugiaDocumento472 páginasGuia Gestion Clinica en CirugiaAngel RodriguezAún no hay calificaciones
- Mega Coleccion de Libros Sobre OrigamiDocumento3 páginasMega Coleccion de Libros Sobre OrigamiGUMUCIO67% (3)
- Práctica TrianguloequilateroDocumento5 páginasPráctica TrianguloequilateroAngel RodriguezAún no hay calificaciones
- Cuaderno de LSODocumento36 páginasCuaderno de LSOAngel RodriguezAún no hay calificaciones
- Isbn: 978-987-754-185-4Documento381 páginasIsbn: 978-987-754-185-4Angel RodriguezAún no hay calificaciones
- Dialnet ElProductoInternoBrutoDeLosMunicipiosDeMexicoIIEst 4954700 PDFDocumento17 páginasDialnet ElProductoInternoBrutoDeLosMunicipiosDeMexicoIIEst 4954700 PDFDavidAún no hay calificaciones
- Nom 062 Zoo 1999Documento58 páginasNom 062 Zoo 1999AldeanosXXI100% (3)
- Im HBF 511 e 05 02 2017 - EsDocumento20 páginasIm HBF 511 e 05 02 2017 - EsAngel RodriguezAún no hay calificaciones
- Practicas de Fisica Laboratorio I ALTA AzcapotzalcoDocumento66 páginasPracticas de Fisica Laboratorio I ALTA AzcapotzalcoAngel RodriguezAún no hay calificaciones
- ManualLaTeX 2008Documento103 páginasManualLaTeX 2008L Castillo BermudezAún no hay calificaciones
- Ley de HookeDocumento20 páginasLey de HookeAngel RodriguezAún no hay calificaciones
- Ley HookeDocumento12 páginasLey HookeAngel RodriguezAún no hay calificaciones
- Huachicoleros - El Daño Ambiental de La Ordeña - La Silla RotaDocumento10 páginasHuachicoleros - El Daño Ambiental de La Ordeña - La Silla RotaAngel RodriguezAún no hay calificaciones
- Surface Pro2!64!512 Es-EsDocumento2 páginasSurface Pro2!64!512 Es-EsAngel RodriguezAún no hay calificaciones
- apuntesCA0607 Tema2Documento28 páginasapuntesCA0607 Tema2Eddy Franklin Ramirez MamaniAún no hay calificaciones
- Teoria de Filtros 2011Documento35 páginasTeoria de Filtros 2011Renzo AriasAún no hay calificaciones
- Introducción A La Reología de Los AlimentosDocumento47 páginasIntroducción A La Reología de Los AlimentosRmOossa GrrAún no hay calificaciones
- Composición y Estructura de La AtmósferaDocumento12 páginasComposición y Estructura de La AtmósferaRicardo Parra BailonAún no hay calificaciones
- apuntesCA0607 Tema2Documento28 páginasapuntesCA0607 Tema2Eddy Franklin Ramirez MamaniAún no hay calificaciones
- Dialnet Futurologia 3804568 PDFDocumento12 páginasDialnet Futurologia 3804568 PDFAngel RodriguezAún no hay calificaciones
- Introducción A La Reología de Los AlimentosDocumento47 páginasIntroducción A La Reología de Los AlimentosRmOossa GrrAún no hay calificaciones
- Lectura Adicional 1 Autoevaluacion IDocumento2 páginasLectura Adicional 1 Autoevaluacion IAngel RodriguezAún no hay calificaciones
- Lectura Adicional 2 Autoevaluacion IDocumento4 páginasLectura Adicional 2 Autoevaluacion IAngel RodriguezAún no hay calificaciones
- Practica 1 Carga ElectricaDocumento5 páginasPractica 1 Carga ElectricaAngel RodriguezAún no hay calificaciones
- Procesos Fisicos InduatrialesDocumento3 páginasProcesos Fisicos InduatrialesAngel RodriguezAún no hay calificaciones
- Ondas Gravitacionales CarmonaDocumento4 páginasOndas Gravitacionales CarmonaAngel RodriguezAún no hay calificaciones
- Xdoc - MX Como Instalar Una Cerradura de PomoDocumento4 páginasXdoc - MX Como Instalar Una Cerradura de Pomoyoaldop17Aún no hay calificaciones
- Vistas de Solidos-ColorDocumento14 páginasVistas de Solidos-ColorPabel Gil Ramirez CamonesAún no hay calificaciones
- DehnDocumento1 páginaDehndavid augusto duarte cobosAún no hay calificaciones
- CocacoDocumento8 páginasCocacoKalrobAún no hay calificaciones
- Clasificación de Los CementosDocumento4 páginasClasificación de Los CementosAna SanchezAún no hay calificaciones
- Procesos de TorneadoDocumento31 páginasProcesos de TorneadoSEBASTIAN MOYA RIVERAAún no hay calificaciones
- No Dis Ma 3005Documento13 páginasNo Dis Ma 3005josesbbAún no hay calificaciones
- CanicaDocumento5 páginasCanicaManoloAún no hay calificaciones
- Presupuesto Local Carla IiDocumento1 páginaPresupuesto Local Carla IiHugo NetflixAún no hay calificaciones
- Catalogo Perfiles Rotonda 640Documento82 páginasCatalogo Perfiles Rotonda 640Victoria CapriAún no hay calificaciones
- Vida Util de AcerosDocumento12 páginasVida Util de Aceroselvis yoel apaza moscosoAún no hay calificaciones
- Sílabo Dibujo Arquitectónico 2Documento2 páginasSílabo Dibujo Arquitectónico 2Fabio Enrique Rodríguez BernuyAún no hay calificaciones
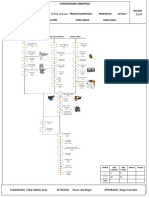
- 1.1 Cursograma AnaliticoDocumento1 página1.1 Cursograma AnaliticoDiego1018Aún no hay calificaciones
- Teja Sin Traslapo PDFDocumento3 páginasTeja Sin Traslapo PDFOBRA AMBIENCIQ BOGOTAAún no hay calificaciones
- Actividad N°2 ReconocimientoDocumento8 páginasActividad N°2 ReconocimientoNestor ZeaAún no hay calificaciones
- CLASE 1 - Dibujo en IngenieriaDocumento49 páginasCLASE 1 - Dibujo en IngenieriaJUAN CARLOS OLAECHEA HEREDIAAún no hay calificaciones
- Informe N°03 Equipos Monofilo y Multifilo Solo Las Partes Del Torno y Taladro...Documento19 páginasInforme N°03 Equipos Monofilo y Multifilo Solo Las Partes Del Torno y Taladro...luisAún no hay calificaciones
- Bibliografia Inacap 1er SemestreDocumento1 páginaBibliografia Inacap 1er SemestreMatias OsorioAún no hay calificaciones
- Dibujo Técnico - Formatos de Papel y Márgenes - MVBlogDocumento29 páginasDibujo Técnico - Formatos de Papel y Márgenes - MVBlogAlexmar PirelaAún no hay calificaciones
- Formulas Generales de MecanizadoDocumento8 páginasFormulas Generales de MecanizadoOscar Mena100% (1)
- ErikaDocumento1727 páginasErikaErika Elaine Garcia NavarroAún no hay calificaciones
- Listado de Precios de Materiales de Construcción 2014Documento142 páginasListado de Precios de Materiales de Construcción 2014Majo OrtegaAún no hay calificaciones
- TuercaDocumento66 páginasTuercavopyrupyrAún no hay calificaciones