También podría gustarte
- Temas para Capacitaciones Ambientales Empresas ContratistasDocumento5 páginasTemas para Capacitaciones Ambientales Empresas ContratistasCarlos Augusto Pozo Condezo89% (9)
- Evaluacion de HidraulicaDocumento8 páginasEvaluacion de Hidraulicameganemesis70% (10)
- Retroexcavadora Cukurova - 880Documento2 páginasRetroexcavadora Cukurova - 880Jorge60% (5)
- Protecciones de Los TransformadoresDocumento6 páginasProtecciones de Los TransformadoresmorihnoAún no hay calificaciones
- Monografia 2 Potencia 2 Jimenez Mamani VictorDocumento15 páginasMonografia 2 Potencia 2 Jimenez Mamani VictorVictor JimenezAún no hay calificaciones
- Propiedades Fisicas Del AguaDocumento1 páginaPropiedades Fisicas Del AguaDouglas AntezanaAún no hay calificaciones
- HerramientasDocumento2 páginasHerramientasKing Nelo50% (2)
- TeledeteccionDocumento13 páginasTeledeteccionDavid QuezadaAún no hay calificaciones
- Plano de DetallesDocumento1 páginaPlano de DetallesYoji AvilaAún no hay calificaciones
- Cartilla CircularesDocumento290 páginasCartilla Circularesmagenta0% (1)
- Objetividad en Pruebas y ExámenesDocumento4 páginasObjetividad en Pruebas y ExámenesXaritho PeraltaAún no hay calificaciones
- Guido Vidal Ayala 2.5 Cuadro ComparativoDocumento2 páginasGuido Vidal Ayala 2.5 Cuadro ComparativoGuido VidalAún no hay calificaciones
- SB02 0051163338Documento2 páginasSB02 0051163338woow escalanteAún no hay calificaciones
- T1.4.3.silverstone y OtrosDocumento10 páginasT1.4.3.silverstone y Otrosapi-3799006Aún no hay calificaciones
- Motores DahlanderDocumento6 páginasMotores DahlanderNelson Gonzalez100% (1)
- El Trifolio y El CartelDocumento6 páginasEl Trifolio y El CartelJhonson1959Aún no hay calificaciones
- COMUNA 14 (3) Definitiva PDFDocumento66 páginasCOMUNA 14 (3) Definitiva PDFAsesoría de Participación Ciudadana - Alcaldía de CaliAún no hay calificaciones
- Guia 4 Daniela GarciaDocumento5 páginasGuia 4 Daniela GarciaNana GarcesAún no hay calificaciones
- Documentos ISO 2015Documento47 páginasDocumentos ISO 2015J Kleb RMAún no hay calificaciones
- Metodo Cientificola Caja NegraDocumento2 páginasMetodo Cientificola Caja NegraPaulaMed2Aún no hay calificaciones
- Actividad Evaluativa EJE 2Documento3 páginasActividad Evaluativa EJE 2paola OvalleAún no hay calificaciones
- Tareas Seguras enDocumento3 páginasTareas Seguras enlorenaclaudiaAún no hay calificaciones
- Taller Unidad 3 SENA SOFIADocumento3 páginasTaller Unidad 3 SENA SOFIAYaibeth SuñigaAún no hay calificaciones
- 51 Formato de Informe Final de Supervision v1Documento4 páginas51 Formato de Informe Final de Supervision v1RicardoMartinezAún no hay calificaciones
- 2do Informe Termo 2 - Compresor Booster en HidrogenoDocumento9 páginas2do Informe Termo 2 - Compresor Booster en HidrogenojavierAún no hay calificaciones
- CARPETA PEDAGOGICA SANTA ROSA KarlaDocumento65 páginasCARPETA PEDAGOGICA SANTA ROSA KarlaKagiesPAún no hay calificaciones
- Triptico Poderoso QuitamanchasDocumento2 páginasTriptico Poderoso Quitamanchaslirio1972 echegarayAún no hay calificaciones
- Mezclas Concreto SalazarDocumento204 páginasMezclas Concreto SalazarAlberto Cuevas MonroyAún no hay calificaciones
- Arquea MetanógenaDocumento7 páginasArquea MetanógenaYazminAún no hay calificaciones
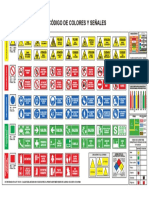
- Codigo de ColoresDocumento1 páginaCodigo de ColoresRoger ReyesAún no hay calificaciones