También podría gustarte
- M T U SERIE 4000 (Modo de Compatibilidad) PDFDocumento229 páginasM T U SERIE 4000 (Modo de Compatibilidad) PDFCeciliagorra100% (6)
- PM - Grua Hidraulica Liebherr LTM1150-068587Documento7 páginasPM - Grua Hidraulica Liebherr LTM1150-068587Alejandro LeónAún no hay calificaciones
- PM - Grúa Telescópica LIEBHERR LTM1500 - 046767Documento6 páginasPM - Grúa Telescópica LIEBHERR LTM1500 - 046767Alejandro LeónAún no hay calificaciones
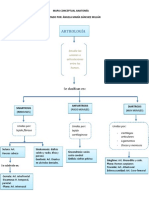
- Mapa Conceptual AnatomíaDocumento2 páginasMapa Conceptual AnatomíaAngela María Sánchez Millan71% (7)
- Despiece de TocadorDocumento1 páginaDespiece de TocadorHenry EnriqueAún no hay calificaciones
- Actividades Mtto Atlas Copco XATS 800Documento7 páginasActividades Mtto Atlas Copco XATS 800Jaimecolina2004Aún no hay calificaciones
- Equipo 5 - 3.1. Métodos y Criterios para Sintonizar Controladores PID Discretos.Documento15 páginasEquipo 5 - 3.1. Métodos y Criterios para Sintonizar Controladores PID Discretos.Ángeles Fernanda Hernández RomeroAún no hay calificaciones
- Regulacion Gas NaturalDocumento32 páginasRegulacion Gas NaturalMario Arancibia PerezAún no hay calificaciones
- PM - Grúa Telescópica RT780Documento31 páginasPM - Grúa Telescópica RT780Alealejandro Leon Cornejo100% (1)
- Submittal INTENSITY - Paquete Comercial Solo Frio On-Off, 220VDocumento5 páginasSubmittal INTENSITY - Paquete Comercial Solo Frio On-Off, 220VLucero CamposAún no hay calificaciones
- Lo Limpio y Lo Sucio - La Higiene Desde La Edad MediaDocumento317 páginasLo Limpio y Lo Sucio - La Higiene Desde La Edad MediaRosanna Cedeño100% (3)
- CT 138 - SRP2020-2025-2030Documento7 páginasCT 138 - SRP2020-2025-2030jonatas alves conceicaoAún no hay calificaciones
- Adgeminco S.A.C. Cot #Evc-2021-1543 Tanque Pulmon de 5,000LT. Galvani...Documento3 páginasAdgeminco S.A.C. Cot #Evc-2021-1543 Tanque Pulmon de 5,000LT. Galvani...yosepAún no hay calificaciones
- PM - Grúa Telescópica RT555 - 160860Documento2 páginasPM - Grúa Telescópica RT555 - 160860Alejandro LeónAún no hay calificaciones
- Innovair DXC Air Handler Brochure SpanishDocumento2 páginasInnovair DXC Air Handler Brochure SpanishAlfredo Merizalde Aviles50% (2)
- Nuevo Hoja de Cálculo de Microsoft ExcelDocumento12 páginasNuevo Hoja de Cálculo de Microsoft Excelalex villalva martinezAún no hay calificaciones
- Split - Piso - Techo - OnOff FS - LennoxDocumento2 páginasSplit - Piso - Techo - OnOff FS - Lennoxbeker yonel mallaupoma gomezAún no hay calificaciones
- EN Twinop Manual PDFDocumento50 páginasEN Twinop Manual PDFJulio GomezAún no hay calificaciones
- Cat. SIMGAS 2023Documento42 páginasCat. SIMGAS 2023gt8691452Aún no hay calificaciones
- Mercancia Recien Llegada 09-10-2023Documento25 páginasMercancia Recien Llegada 09-10-2023Carmen Mayela Parra ZambranoAún no hay calificaciones
- Comp - AMU-835-CORONA-POSTERIOR Muestras - 22023122Documento1 páginaComp - AMU-835-CORONA-POSTERIOR Muestras - 22023122deyner pizan corcueraAún no hay calificaciones
- Despiece Hills 2Documento2 páginasDespiece Hills 2John MedinaAún no hay calificaciones
- Global Core 020615Documento41 páginasGlobal Core 020615Juan Guillermo Paniagua GaleanoAún no hay calificaciones
- Minimos y MaximosDocumento3 páginasMinimos y MaximosycuncanchonAún no hay calificaciones
- Ra2 023 PDFDocumento3 páginasRa2 023 PDFjevmcuAún no hay calificaciones
- RICHGEAR 2690 EP-RT 4-7 ESPAÑOL - Ficha TecnicaDocumento2 páginasRICHGEAR 2690 EP-RT 4-7 ESPAÑOL - Ficha TecnicaRonald AponteAún no hay calificaciones
- Cuadro Comparativo Linea OskoshDocumento4 páginasCuadro Comparativo Linea OskoshJoaquín Illanes MahnckeAún no hay calificaciones
- 0128-2021 Cotizacion 2021 Gobierno Regional Arequipa-1Documento1 página0128-2021 Cotizacion 2021 Gobierno Regional Arequipa-1Carlos Luis Tejada SalasAún no hay calificaciones
- Ra2 022 PDFDocumento3 páginasRa2 022 PDFjevmcuAún no hay calificaciones
- Ficha Técnica Del Compresor D210 HDocumento2 páginasFicha Técnica Del Compresor D210 HzaidAún no hay calificaciones
- Ficha Tecnica de Maquinarfia y Equipos Barimol Jjulio 2022Documento9 páginasFicha Tecnica de Maquinarfia y Equipos Barimol Jjulio 2022Robinson ValladaresAún no hay calificaciones
- Ficha Split PisoCielo R410A INVERTERDocumento1 páginaFicha Split PisoCielo R410A INVERTERCarlos Manriquez100% (1)
- Bha Con PP Propuesto Pozo Sa-200dDocumento8 páginasBha Con PP Propuesto Pozo Sa-200dRodrigoAún no hay calificaciones
- Ra2 035 PDFDocumento3 páginasRa2 035 PDFjevmcuAún no hay calificaciones
- Catalago ImagDocumento36 páginasCatalago ImagKim GabrielAún no hay calificaciones
- JR 405 15Documento1 páginaJR 405 15Ricky RivadeneiraAún no hay calificaciones
- Folle To Tractor Es Jardin SeriesDocumento2 páginasFolle To Tractor Es Jardin SeriesCarolaineDayanaLabrañaZúñigaAún no hay calificaciones
- Juntas N7QDocumento1 páginaJuntas N7QRicky RivadeneiraAún no hay calificaciones
- 324D 2 Swing Motor Partes PDFDocumento2 páginas324D 2 Swing Motor Partes PDFRICHARDAún no hay calificaciones
- Protocolo Cable AltonorteDocumento4 páginasProtocolo Cable AltonorteneilAún no hay calificaciones
- Respuestos Criticos Salaverry V2Documento19 páginasRespuestos Criticos Salaverry V2Wilfredo Bravo VidarteAún no hay calificaciones
- 01 - Cont - Ret SH T-2 B (Autoguardado)Documento290 páginas01 - Cont - Ret SH T-2 B (Autoguardado)bsarez0579Aún no hay calificaciones
- Flujo Multifasico en TuberíasDocumento19 páginasFlujo Multifasico en TuberíasRaí Emmanuel López JiménezAún no hay calificaciones
- HV20 Boquillas Alta Velocidad - R03Documento4 páginasHV20 Boquillas Alta Velocidad - R03Carlos_MKTRAún no hay calificaciones
- Cat GM Dis V1 - P58Documento1 páginaCat GM Dis V1 - P58Doneys Jesus Perez VasquezAún no hay calificaciones
- Cronograma SGO Spence (Noviembre 2022)Documento10 páginasCronograma SGO Spence (Noviembre 2022)alejandro reyes aliagaAún no hay calificaciones
- .. PDF Mariposa HierroductilDocumento10 páginas.. PDF Mariposa HierroductilJorge Alberto Veramendi SilvaAún no hay calificaciones
- GX Extra Sae 20W50 Api SLDocumento2 páginasGX Extra Sae 20W50 Api SLnicolasAún no hay calificaciones
- BeaverDocumento3 páginasBeaverdavidAún no hay calificaciones
- Planta ElectricaDocumento3 páginasPlanta Electricanestor german lopez vargasAún no hay calificaciones
- FT Ficha TecnicaDocumento5 páginasFT Ficha TecnicaAlejandrov RocenAún no hay calificaciones
- 02 V Lvulas DireccionalesDocumento21 páginas02 V Lvulas DireccionalesJuan FuentesAún no hay calificaciones
- 00-103 Tornillos de La BarraDocumento4 páginas00-103 Tornillos de La BarraMaira Alejandra Poveda HerreraAún no hay calificaciones
- Comp - AMU-785 MOTOR Muestras - 22023119Documento1 páginaComp - AMU-785 MOTOR Muestras - 22023119deyner pizan corcueraAún no hay calificaciones
- Informe Mensual de Almacen Mayo 2022Documento15 páginasInforme Mensual de Almacen Mayo 2022Alams KatAún no hay calificaciones
- BDProductos (Evaluación)Documento1 páginaBDProductos (Evaluación)sanhuezacrisAún no hay calificaciones
- Instalacion de Aire Acondicionado DivididoDocumento3 páginasInstalacion de Aire Acondicionado DivididoWilliam QuintanaAún no hay calificaciones
- S80 A QR Catalog SpaDocumento4 páginasS80 A QR Catalog SpaNacho ZamoraAún no hay calificaciones
- Detalle de Estrcuras 5Documento12 páginasDetalle de Estrcuras 5Paulina Jara LealAún no hay calificaciones
- Libro Descubrimiento y Conquista. en Las Garras Del Imperio Tomo IDocumento159 páginasLibro Descubrimiento y Conquista. en Las Garras Del Imperio Tomo IChristopherSaúlHinostrozaSobenesAún no hay calificaciones
- S1138359303742543 S300 EsDocumento14 páginasS1138359303742543 S300 EseatitoAún no hay calificaciones
- Temperatura y PresionDocumento4 páginasTemperatura y PresionFernando AvilaAún no hay calificaciones
- MODELO DE SECUNDARIA CON FORMACION TECNICA VESTIDO 8 MarzoDocumento26 páginasMODELO DE SECUNDARIA CON FORMACION TECNICA VESTIDO 8 MarzoedithAún no hay calificaciones
- Cotización #05-2020-Sgm-Puente ViruDocumento1 páginaCotización #05-2020-Sgm-Puente ViruMauricio MirandaAún no hay calificaciones
- Trabajo de Formulacion-Avance 1Documento10 páginasTrabajo de Formulacion-Avance 1Lindsay Rodriguez VegaAún no hay calificaciones
- Tarifa Isopractic 2018 PDFDocumento68 páginasTarifa Isopractic 2018 PDFvr mensajesAún no hay calificaciones
- 10 Cortes Santa Cruz de Yojoa 2013Documento49 páginas10 Cortes Santa Cruz de Yojoa 2013Dennis MendozaAún no hay calificaciones
- Leyes de Los VentiladoresDocumento18 páginasLeyes de Los VentiladoresFrancisco EricesAún no hay calificaciones
- AaaaDocumento8 páginasAaaaandresAún no hay calificaciones
- Triptico PRESTECDocumento2 páginasTriptico PRESTECDaniel AngelesAún no hay calificaciones
- Quimica Grado 11° - Nuevo ModeloDocumento3 páginasQuimica Grado 11° - Nuevo ModeloPetiongp PeñaAún no hay calificaciones
- Monografia de MotoresDocumento8 páginasMonografia de MotoresAlexis SalazarAún no hay calificaciones
- Evaluación de Fundaciones Según NSR-10Documento39 páginasEvaluación de Fundaciones Según NSR-10ALEJANDRA PENA GUERREROAún no hay calificaciones
- Proceso de Logistica y Almacenamiento MAYO 10Documento42 páginasProceso de Logistica y Almacenamiento MAYO 10DanielaAún no hay calificaciones
- Compro Banter Ad Icac I OnDocumento1 páginaCompro Banter Ad Icac I OnCarolina Delgado VillalobosAún no hay calificaciones
- Oleza - Primer Lope Al Arte NuevoDocumento47 páginasOleza - Primer Lope Al Arte NuevoenroanAún no hay calificaciones
- Arritmias PedDocumento41 páginasArritmias PedJuan Dupouy CortésAún no hay calificaciones
- Proyecto Torre EifelDocumento29 páginasProyecto Torre EifeljuniorAún no hay calificaciones
- 120M EspçDocumento28 páginas120M EspçYeni AcAún no hay calificaciones
- Paramphistomosis BovinaDocumento22 páginasParamphistomosis BovinaVictor HuayllaccahuaAún no hay calificaciones
- Charlas SST Del 31 de Mayo Al 04 de Junio 2022Documento13 páginasCharlas SST Del 31 de Mayo Al 04 de Junio 2022Isid ManuelAún no hay calificaciones
- Proceso para La Obtención de Carbón VegetalDocumento3 páginasProceso para La Obtención de Carbón VegetalIldefonso FAún no hay calificaciones
- Oraciones para La Solemnidad de PentecostésDocumento18 páginasOraciones para La Solemnidad de PentecostésISVAN OSMAR FELIZ GOMEZAún no hay calificaciones
- Examenes Primer TrimestreDocumento3 páginasExamenes Primer TrimestreMariana Vega RamirezAún no hay calificaciones
- Contrato de Arrendamiento Con Poder de Administracion Entre Varias PersonasDocumento4 páginasContrato de Arrendamiento Con Poder de Administracion Entre Varias PersonaspdiciosaAún no hay calificaciones
- PFC Cristina de Silva SolaranoDocumento103 páginasPFC Cristina de Silva Solaranojuan pabloAún no hay calificaciones