También podría gustarte
- Armónicas en Sistemas Eléctricos IndustrialesDe EverandArmónicas en Sistemas Eléctricos IndustrialesCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Trabajo Final, Karen Baeza, Etica ProfesionalDocumento8 páginasTrabajo Final, Karen Baeza, Etica ProfesionalKaren Baeza Arriaza100% (5)
- Ficha Técnica Generador Soldador Bulldog 5500Documento4 páginasFicha Técnica Generador Soldador Bulldog 5500Kenneth Javier García TapiaAún no hay calificaciones
- Soldadora Arco Eléctrico, Corriente Alterna 225A: CaracterísticasDocumento2 páginasSoldadora Arco Eléctrico, Corriente Alterna 225A: CaracterísticasOrtit Anuat EdetAún no hay calificaciones
- JASIC Protig 200PDocumento2 páginasJASIC Protig 200Pjorge gabriel delgadoAún no hay calificaciones
- Catalogo-Equipamentos ESABDocumento64 páginasCatalogo-Equipamentos ESABKleber CholangoAún no hay calificaciones
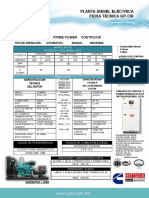
- GP 100Documento1 páginaGP 100Miguel Angel Pavon CarbonellAún no hay calificaciones
- Heliarc 403i AC/DC: Fuente Industrial para Soldadura Con Electrodo o TIG AC/DCDocumento3 páginasHeliarc 403i AC/DC: Fuente Industrial para Soldadura Con Electrodo o TIG AC/DCRoberto Rios CondorAún no hay calificaciones
- Pro Weld Arc Machines SPDocumento2 páginasPro Weld Arc Machines SPDarwinPowChonLongAún no hay calificaciones
- Pro Weld Arc Machines SP PDFDocumento2 páginasPro Weld Arc Machines SP PDFDarwinPowChonLongAún no hay calificaciones
- CPHD 500 A500 EsDocumento2 páginasCPHD 500 A500 EsJose Luis Arriola RuizAún no hay calificaciones
- Ip07 - TSD tig200DC EDocumento1 páginaIp07 - TSD tig200DC EPepe GarciaAún no hay calificaciones
- Filtros FagorDocumento2 páginasFiltros FagorRogério PereiraAún no hay calificaciones
- GP 125Documento1 páginaGP 125Miguel Angel Pavon Carbonell100% (1)
- 2.1.2.4.6 ArctronicDocumento2 páginas2.1.2.4.6 Arctronictecnigrup 21Aún no hay calificaciones
- Ficha Tecnica Nautilus LittleDocumento7 páginasFicha Tecnica Nautilus LittleRaulito Aranda MauricioAún no hay calificaciones
- E670 Outback 185 Es-MxDocumento4 páginasE670 Outback 185 Es-MxAmando FuentesAún no hay calificaciones
- Miller Dynasty 350 PDFDocumento8 páginasMiller Dynasty 350 PDFJose ManuelAún no hay calificaciones
- DC1246S Millermatic 212 AutoSet SpanishDocumento8 páginasDC1246S Millermatic 212 AutoSet SpanishMiguel CIAún no hay calificaciones
- Mge-350a 350kw AutomaticaDocumento5 páginasMge-350a 350kw AutomaticaDIEGO DELGADOAún no hay calificaciones
- Central TermoelectricaDocumento20 páginasCentral TermoelectricaLeonardo MartinezAún no hay calificaciones
- FT Hot Rod 500-SDocumento3 páginasFT Hot Rod 500-SEduardo RateikeAún no hay calificaciones
- Bomba Dab Alp 2000 T.Documento2 páginasBomba Dab Alp 2000 T.Vanessa MorenoAún no hay calificaciones
- Tig AcDocumento23 páginasTig AcNaransing NullAún no hay calificaciones
- Costo SoldadoraDocumento4 páginasCosto SoldadoraStalin SerranoAún no hay calificaciones
- Te - Soft Starter ToshibaDocumento4 páginasTe - Soft Starter ToshibaDarwin Santamaría CalderónAún no hay calificaciones
- Compactas SF I 01 06 AeDocumento8 páginasCompactas SF I 01 06 AeFlogisto79Aún no hay calificaciones
- Ficha VIELCO ATS 800ADocumento1 páginaFicha VIELCO ATS 800ARuben David Ibañez RetamalAún no hay calificaciones
- Spec - RS-50 SerieDocumento1 páginaSpec - RS-50 SerieCARLOSAún no hay calificaciones
- Ejercicios PotenDocumento1 páginaEjercicios PotenMartín SosaAún no hay calificaciones
- Millermatic 212 Auto-SetDocumento8 páginasMillermatic 212 Auto-SetWeldsuppliesAún no hay calificaciones
- GP 150Documento1 páginaGP 150Miguel Angel Pavon CarbonellAún no hay calificaciones
- RX 300Documento2 páginasRX 300Juan jose Morales santayAún no hay calificaciones
- Ciatesa KCNDocumento14 páginasCiatesa KCNjosti accAún no hay calificaciones
- DCM43 0esDocumento2 páginasDCM43 0esSadamAún no hay calificaciones
- Planta para Soldar Maraga Mw-Arc300dv-2020Documento4 páginasPlanta para Soldar Maraga Mw-Arc300dv-2020ElizabethAún no hay calificaciones
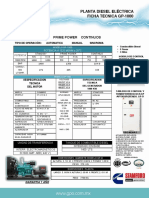
- GP 1000Documento1 páginaGP 1000Miguel Angel Pavon CarbonellAún no hay calificaciones
- Transformadores Secos BTDocumento4 páginasTransformadores Secos BTmariojrm74Aún no hay calificaciones
- Ronch 315MAX (Español)Documento2 páginasRonch 315MAX (Español)Samuel VasquezAún no hay calificaciones
- gp50 GensetDocumento1 páginagp50 GensetMiguel Angel Pavon CarbonellAún no hay calificaciones
- Thunderbolt 210Documento2 páginasThunderbolt 210Falero Paico EAún no hay calificaciones
- Catalogo Lincoln Electric 2023Documento21 páginasCatalogo Lincoln Electric 2023JAILER MALLA ESPINOZAAún no hay calificaciones
- Mig PDFDocumento15 páginasMig PDFVICTOR PEREZAún no hay calificaciones
- Ficha Técnica Miller Thunderbolt 210Documento1 páginaFicha Técnica Miller Thunderbolt 210Abel Sullcaray FernandezAún no hay calificaciones
- 10 - Ficha Tecnica Mini Contactores CWDocumento16 páginas10 - Ficha Tecnica Mini Contactores CWMario Alexander Sinisterra BautistaAún no hay calificaciones
- Tabela de Dados Técnicos GarantidosDocumento1 páginaTabela de Dados Técnicos GarantidosAdrianoAún no hay calificaciones
- Multipro 3000Documento2 páginasMultipro 3000RICARDO DONOSOAún no hay calificaciones
- Manual Arrancador Suave Tas-2022Documento9 páginasManual Arrancador Suave Tas-2022pedrosanicAún no hay calificaciones
- Suitcase - Xtreme - 12VSDocumento2 páginasSuitcase - Xtreme - 12VSOleohidraulica EspecializadaAún no hay calificaciones
- Origo Arc 3001iDocumento2 páginasOrigo Arc 3001iAlberto NavarroAún no hay calificaciones
- Ficha Tecnica Equpio Lincoln DC400Documento2 páginasFicha Tecnica Equpio Lincoln DC400iader1984Aún no hay calificaciones
- 80 KW CumminsDocumento1 página80 KW CumminsHugo SoberanoAún no hay calificaciones
- Ficha Tecnica Maquina Soldar Miller Thunderbolt XL 225 CoDocumento2 páginasFicha Tecnica Maquina Soldar Miller Thunderbolt XL 225 CoLuis AlonsoAún no hay calificaciones
- PW BRO MagicWave Conjunto ESDocumento6 páginasPW BRO MagicWave Conjunto ESHernan Peña Tecind InparweldAún no hay calificaciones
- A03ea0dbb0Documento6 páginasA03ea0dbb0Ronald VelascoAún no hay calificaciones
- Recloser RiveDocumento61 páginasRecloser RiveManuelAún no hay calificaciones
- 1 RX 330pro Es-CoDocumento3 páginas1 RX 330pro Es-CoDiana FranciscoAún no hay calificaciones
- Ficha Tecnica RONCHDocumento9 páginasFicha Tecnica RONCHAndrés ValenciaAún no hay calificaciones
- Ficha Tecnica 150KW Abierta PDFDocumento9 páginasFicha Tecnica 150KW Abierta PDFLuis CoronaAún no hay calificaciones
- Español Pi144gDocumento9 páginasEspañol Pi144gCristhian ChoqueAún no hay calificaciones
- Toma de Datos y Manejo de Información ExperimentalDocumento26 páginasToma de Datos y Manejo de Información ExperimentalJuan Sebastian Hincapie MontesAún no hay calificaciones
- Popurri Ejercicios AlgebraDocumento3 páginasPopurri Ejercicios AlgebraVictorAún no hay calificaciones
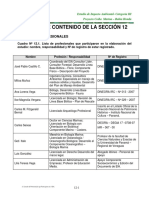
- Listado de Profesionales Que Participaron en El EIA.Documento1 páginaListado de Profesionales Que Participaron en El EIA.Erasmo AlexanderAún no hay calificaciones
- Constitucion Politica 1834Documento24 páginasConstitucion Politica 1834Za Jid Vi VarAún no hay calificaciones
- 19-Ih-01-Plano de Ih - de Agua Potable y NegrasDocumento1 página19-Ih-01-Plano de Ih - de Agua Potable y NegrasAlfonso CanalesAún no hay calificaciones
- Antecedentes de La Salud PublicaDocumento5 páginasAntecedentes de La Salud PublicaDamián López RangelAún no hay calificaciones
- Contrato de Compraventa Del Fontierra N. 15Documento6 páginasContrato de Compraventa Del Fontierra N. 15Ale MoralesAún no hay calificaciones
- 15 Canciones VariadasDocumento7 páginas15 Canciones VariadasInternet MegasisAún no hay calificaciones
- Juan Chuquimia CastilloDocumento3 páginasJuan Chuquimia CastilloJuan Miguel Suarez VidelaAún no hay calificaciones
- Norma ASTM D6457Documento11 páginasNorma ASTM D6457Salvador ManzanaresAún no hay calificaciones
- Hechos Importantes de Los Doce Años de BalaguerDocumento11 páginasHechos Importantes de Los Doce Años de BalaguerPaola ContrerasAún no hay calificaciones
- Hormona ParatiroideaDocumento67 páginasHormona ParatiroideamarisabelpintovAún no hay calificaciones
- 6 Laencuesta 130622064026 Phpapp02 PDFDocumento32 páginas6 Laencuesta 130622064026 Phpapp02 PDFcrisAún no hay calificaciones
- RUBRICA TB1 Segmentación y Posicionamiento 2023-2Documento2 páginasRUBRICA TB1 Segmentación y Posicionamiento 2023-2BruneAún no hay calificaciones
- FOR-SIG-SEG-012 ANALISIS DE TRABAJO SEGURO Ver 01Documento2 páginasFOR-SIG-SEG-012 ANALISIS DE TRABAJO SEGURO Ver 01Giancarlo Francisco Casiano SalvatierraAún no hay calificaciones
- Manual de Estandares Centros de Atencion Infantil TempranaDocumento100 páginasManual de Estandares Centros de Atencion Infantil TempranaBelén NietoAún no hay calificaciones
- Moodle EstudianteDocumento32 páginasMoodle EstudianteAlejandro Velasco100% (1)
- Polimeros Influencia Del Melt IndexDocumento6 páginasPolimeros Influencia Del Melt IndexluisalbertolvAún no hay calificaciones
- EgiptoDocumento14 páginasEgiptoClaudia Carolina GiovagnoliAún no hay calificaciones
- Artículo Método DalcrozeDocumento3 páginasArtículo Método DalcrozeBibiana Rocio Garcia PadillaAún no hay calificaciones
- Circuitos SecuencialesDocumento61 páginasCircuitos SecuencialesRonald Darwin Velez ZambranoAún no hay calificaciones
- Elementos Esenciales de La Planeación y La Administración Por ObjetivosDocumento40 páginasElementos Esenciales de La Planeación y La Administración Por ObjetivosAlexandro CAún no hay calificaciones
- La Integridad y La Ética en La Función PúblicaDocumento26 páginasLa Integridad y La Ética en La Función PúblicaEnrique Servan GuevaraAún no hay calificaciones
- Semana 2Documento25 páginasSemana 2Hércules RusooAún no hay calificaciones
- Caries Dental - BiomaterialesDocumento41 páginasCaries Dental - BiomaterialesGuisell LinaresAún no hay calificaciones
- 5 MC Teoria de ConjuntosDocumento47 páginas5 MC Teoria de ConjuntosGladys MedinaAún no hay calificaciones
- Curriculum Vitae Willy HodgsonDocumento3 páginasCurriculum Vitae Willy HodgsonWilly Hodgson RamosAún no hay calificaciones
- Multiplicador de ImpactoDocumento44 páginasMultiplicador de ImpactoJorge EspolarAún no hay calificaciones
- Fase3 JohanPerezDocumento7 páginasFase3 JohanPerezFernando robles calderonAún no hay calificaciones