También podría gustarte
- Mr Meta: Aventuras en el mundo de las criptomonedas y la tecnología blockchainDe EverandMr Meta: Aventuras en el mundo de las criptomonedas y la tecnología blockchainAún no hay calificaciones
- LibraDocumento6 páginasLibraAntonio HernandezAún no hay calificaciones
- Perfil Solera - Aceros CreaDocumento3 páginasPerfil Solera - Aceros CreaIvan Nava PadillaAún no hay calificaciones
- Peso Barras de CobreDocumento4 páginasPeso Barras de Cobreromo ramirezAún no hay calificaciones
- Aps Suggested Sequence For Tightening FlangeDocumento1 páginaAps Suggested Sequence For Tightening FlangeAiskel PazAún no hay calificaciones
- Accesorios Avances PDFDocumento1 páginaAccesorios Avances PDFLeito Leito Rodriguez100% (2)
- 07 Área Neta Con Regla Del Punto MedioDocumento4 páginas07 Área Neta Con Regla Del Punto Medioeduardopt234Aún no hay calificaciones
- Ángulo Fichatecnica AceroscreaDocumento2 páginasÁngulo Fichatecnica AceroscreaGuillermo OchoaAún no hay calificaciones
- Tabla Seleccion de Barras de Cobre DIN 43 671Documento1 páginaTabla Seleccion de Barras de Cobre DIN 43 671ADITEC SASAún no hay calificaciones
- SoleraDocumento4 páginasSoleraJORGE HERNANDEZAún no hay calificaciones
- Tarea 2 Control Estadistico de ProcesosDocumento10 páginasTarea 2 Control Estadistico de ProcesosAndy CamposAún no hay calificaciones
- TorquimetroDocumento1 páginaTorquimetroPedro Viru BernaolaAún no hay calificaciones
- Item 12, 16, 20 - Fichas Tecnica - Tuercas A563 DHDocumento1 páginaItem 12, 16, 20 - Fichas Tecnica - Tuercas A563 DHCEDRIC NILCOL DAVILA PORTOCARREROAún no hay calificaciones
- SCRAM - Productos - ReóstatosDocumento7 páginasSCRAM - Productos - ReóstatosAlejandroCoilaAún no hay calificaciones
- Area de VarillaDocumento1 páginaArea de Varilla419678Aún no hay calificaciones
- Función Objetivo de Una Viga en VoladizoDocumento11 páginasFunción Objetivo de Una Viga en VoladizoEsau RodVigAún no hay calificaciones
- Torque de PernosDocumento3 páginasTorque de PernosShado BlueAún no hay calificaciones
- Tabla Agua 1415Documento5 páginasTabla Agua 1415Martín GonzálezAún no hay calificaciones
- Nivelacion TopograficaDocumento6 páginasNivelacion TopograficaFrank Soto MendezAún no hay calificaciones
- Conversion AWGDocumento1 páginaConversion AWGmarcos enrique reyes martinezAún no hay calificaciones
- PV TablesDocumento6 páginasPV TableswanAún no hay calificaciones
- Tubos Colmena - FlexionDocumento7 páginasTubos Colmena - FlexionchuchobookAún no hay calificaciones
- Datos Técnicos Sistema de PostesadoDocumento9 páginasDatos Técnicos Sistema de PostesadoDanielAún no hay calificaciones
- Calculo Losa Aligerada 03Documento2 páginasCalculo Losa Aligerada 03markos luis junior ordoñez floresAún no hay calificaciones
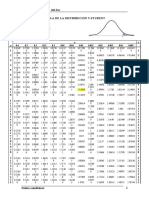
- Distribución TDocumento4 páginasDistribución TVivian GarayAún no hay calificaciones
- Tabla A.7 Factores de ToleranciaDocumento1 páginaTabla A.7 Factores de Toleranciadeisy ramon hernandezAún no hay calificaciones
- 3 Placa AnchaDocumento1 página3 Placa AnchaMiguel Angel De La Paz NeaveAún no hay calificaciones
- Factores en TubosDocumento20 páginasFactores en TubosLuisAlbertoChumioqueDelgadoAún no hay calificaciones
- Conversao de MedidasDocumento1 páginaConversao de MedidasLeandro MeloAún no hay calificaciones
- 1SBC100197C0702 Catalogo - Resumido - Control - y - Proteccion - de - Motores - ES PDFDocumento168 páginas1SBC100197C0702 Catalogo - Resumido - Control - y - Proteccion - de - Motores - ES PDFEstefanny ArispeAún no hay calificaciones
- Tabla de Americ 2019Documento5 páginasTabla de Americ 2019horamm31Aún no hay calificaciones
- Proyecto de TuberiasDocumento7 páginasProyecto de TuberiasCristian BaronAún no hay calificaciones
- Peso Esparragos y TuercasDocumento37 páginasPeso Esparragos y TuercasIng. Obed Zarate ValdiviesoAún no hay calificaciones
- Tabla de Rosca ACMEDocumento1 páginaTabla de Rosca ACMEoscar94% (18)
- Estudio de MercadosDocumento13 páginasEstudio de MercadosDaniel SuárezAún no hay calificaciones
- Hierro GalvanizadoDocumento1 páginaHierro GalvanizadoRubenAún no hay calificaciones
- Surtidor Ppal Por FlujometroDocumento1 páginaSurtidor Ppal Por FlujometroAriel FarinonAún no hay calificaciones
- CPM ResumenDocumento2 páginasCPM ResumenrodolfoAún no hay calificaciones
- Censo de Carga Esal - 10 GeneradoDocumento46 páginasCenso de Carga Esal - 10 GeneradoLuis Rafael Quiroz ChihuanAún no hay calificaciones
- He-01-1 Herramienta Excel Calculo de RegulacionDocumento13 páginasHe-01-1 Herramienta Excel Calculo de Regulacionjavier vargasAún no hay calificaciones
- Pro Ducci On AnualDocumento11 páginasPro Ducci On AnualMaria ReyesAún no hay calificaciones
- Informe Industria12Documento433 páginasInforme Industria12Karla PaisAún no hay calificaciones
- Ensayo #5Documento10 páginasEnsayo #5Pablo VenturaAún no hay calificaciones
- Ampacidad Barras de Cobre PDFDocumento3 páginasAmpacidad Barras de Cobre PDFOscar Gabriel Arce DuranAún no hay calificaciones
- Ampacidad de Barras de CobreDocumento3 páginasAmpacidad de Barras de CobreNALLELIAún no hay calificaciones
- ANEXOSDocumento6 páginasANEXOSMartin PerezAún no hay calificaciones
- HatariChem FormatodeTrabajoDocumento3 páginasHatariChem FormatodeTrabajoAníbal Felipe Gutiérrez BalladaresAún no hay calificaciones
- Diametros y Pesos de VarillasDocumento2 páginasDiametros y Pesos de VarillasCamila FarjatAún no hay calificaciones
- Tabla de Torques IbcDocumento3 páginasTabla de Torques IbcROMER ARANGURENAún no hay calificaciones
- Practica Calificada de Diseños Estadisticos Pecuarios Cuba Monzon KarinaDocumento19 páginasPractica Calificada de Diseños Estadisticos Pecuarios Cuba Monzon KarinaDarly Bernabe Rimachi HuamanAún no hay calificaciones
- Tabla de Torque para Uniones Apernadas: Torque Requerido (LBS-FT)Documento1 páginaTabla de Torque para Uniones Apernadas: Torque Requerido (LBS-FT)Gerardo Arispe AramayoAún no hay calificaciones
- Acero. Placa Dimensiones y PesosDocumento1 páginaAcero. Placa Dimensiones y Pesosmontana12345Aún no hay calificaciones
- Valores Torque HytorcDocumento3 páginasValores Torque HytorckuchuroAún no hay calificaciones
- Tornillos, Tuercas y Arandelas Planas y Grower-SAE 1045Documento6 páginasTornillos, Tuercas y Arandelas Planas y Grower-SAE 1045matis5Aún no hay calificaciones
- Tabla de Acero de RefuerzoDocumento1 páginaTabla de Acero de Refuerzolino blays50% (2)
- Peso TrefiladosDocumento1 páginaPeso TrefiladosElias QuinodozAún no hay calificaciones
- Segundo Corte Maquinas NyJDocumento5 páginasSegundo Corte Maquinas NyJJulian GalvisAún no hay calificaciones
- Area Tubería Eléctrica (RMC)Documento1 páginaArea Tubería Eléctrica (RMC)PedroAún no hay calificaciones
- Torque EspárragosDocumento1 páginaTorque EspárragosFrancisco GarcíaAún no hay calificaciones
- Hidrologia Gumbel - Turpo Salamanca BrandonDocumento10 páginasHidrologia Gumbel - Turpo Salamanca BrandonDaniel LlaiquiAún no hay calificaciones
- FMA04 Completa. - Elaboración de Sistemas Dispersos Homogéneos Mezclas y DisolucionesDocumento28 páginasFMA04 Completa. - Elaboración de Sistemas Dispersos Homogéneos Mezclas y Disolucionesleticiaromero83Aún no hay calificaciones
- Guia de Labortorio Farmacognosia Ula TerminadaDocumento49 páginasGuia de Labortorio Farmacognosia Ula TerminadaAlejandra KaredesAún no hay calificaciones
- QuimicaVita Catalogo 2019 1Documento18 páginasQuimicaVita Catalogo 2019 1edd.ibaAún no hay calificaciones
- Quimica10ABC 02Documento19 páginasQuimica10ABC 02angelica jinnethAún no hay calificaciones
- Práctica 5 Q AnaliticaDocumento7 páginasPráctica 5 Q AnaliticaReginaAún no hay calificaciones
- Q-Teoría Atómica y Tabla PeriódicaDocumento12 páginasQ-Teoría Atómica y Tabla Periódica71191634100% (1)
- Química OrgánicaDocumento83 páginasQuímica OrgánicadavidjecAún no hay calificaciones
- Excepciones de OxoácidosDocumento2 páginasExcepciones de OxoácidosLAURA ALDEA BERMEJOAún no hay calificaciones
- Elaboración de Jabón LíquidoDocumento10 páginasElaboración de Jabón LíquidoYolfrancisAún no hay calificaciones
- Analitica - Quimica ApaDocumento38 páginasAnalitica - Quimica ApaHONORINA ROJAS ANDIAAún no hay calificaciones
- Compuestos BinariosDocumento13 páginasCompuestos Binariosjysfshj6xpAún no hay calificaciones
- Reporte Previo de La Practica 7Documento5 páginasReporte Previo de La Practica 7Bibi SanchezAún no hay calificaciones
- Cuadernillo de Fco-Qca 2 Año 7729Documento43 páginasCuadernillo de Fco-Qca 2 Año 7729Dany GuzmanAún no hay calificaciones
- Tesis 3 8Documento94 páginasTesis 3 8Maria Carlos DiazAún no hay calificaciones
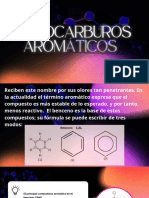
- Compuestos Aromáticos PresentaciónDocumento18 páginasCompuestos Aromáticos PresentacióngabrielmestayerAún no hay calificaciones
- ElementosDocumento6 páginasElementosBetzaid Estefania HAAún no hay calificaciones
- Cuadernillo Fisico Quimica 2do Año - 2024Documento43 páginasCuadernillo Fisico Quimica 2do Año - 2024evangec77Aún no hay calificaciones
- Óxidos EspecialesDocumento7 páginasÓxidos EspecialesAdan CabreraAún no hay calificaciones
- (Xxi) Smilife Tourmaline Shower GelDocumento14 páginas(Xxi) Smilife Tourmaline Shower Gelguido choqueAún no hay calificaciones
- CUESTIONARIO 3 EstequiometriaDocumento3 páginasCUESTIONARIO 3 EstequiometriaDRAKE rotoAún no hay calificaciones
- PAES Química Propiedades Periódicas y Sus Tendencias en La Tabla Periódica - YouTube 2Documento1 páginaPAES Química Propiedades Periódicas y Sus Tendencias en La Tabla Periódica - YouTube 2Vane MuñozAún no hay calificaciones
- Tfg. Izaguirre Nogueira, JokinDocumento61 páginasTfg. Izaguirre Nogueira, JokinAslapasAún no hay calificaciones
- Práctica No.9 Cinética Química 2024-1Documento3 páginasPráctica No.9 Cinética Química 2024-1Laura Sofia RodríguezAún no hay calificaciones
- Cuestionario Conceptos Ácido-BaseDocumento3 páginasCuestionario Conceptos Ácido-Basedamicelalizardogarcia77Aún no hay calificaciones
- Materiales Peligrosos Infografia.Documento2 páginasMateriales Peligrosos Infografia.Edward YeAún no hay calificaciones
- Quimica Trabajo TotalDocumento21 páginasQuimica Trabajo TotalLUIS TOAPAXIAún no hay calificaciones
- Tipos de DestilaciónDocumento9 páginasTipos de Destilaciónare1111gobaAún no hay calificaciones
- FORMATO - Reporte de Resultados Laboratorio - 2024 - 1Documento6 páginasFORMATO - Reporte de Resultados Laboratorio - 2024 - 1Medalith Cano MiaAún no hay calificaciones
- Reporte de Laboratorio Química Aplicada ICE Esime Zacatenco Práctica 2Documento5 páginasReporte de Laboratorio Química Aplicada ICE Esime Zacatenco Práctica 2Diego Alejandro Atlitec SarabiaAún no hay calificaciones
- Informe 1Documento7 páginasInforme 1YANELIS DAYANA MENDOZA LARAAún no hay calificaciones
- Electricidad para ViviendasDe EverandElectricidad para ViviendasCalificación: 3.5 de 5 estrellas3.5/5 (8)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Análisis estructural básico: Apuntes de claseDe EverandAnálisis estructural básico: Apuntes de claseCalificación: 4.5 de 5 estrellas4.5/5 (7)
- UF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosDe EverandUF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosAún no hay calificaciones
- UF1026 - Caracterización de procesos e instalaciones frigoríficasDe EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasCalificación: 4 de 5 estrellas4/5 (1)
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDe EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoCalificación: 4 de 5 estrellas4/5 (4)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Recetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaDe EverandRecetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Casos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSDe EverandCasos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Planeación, programación y control de obras de construcción: Con MS Project 2016De EverandPlaneación, programación y control de obras de construcción: Con MS Project 2016Calificación: 5 de 5 estrellas5/5 (2)
- Administración de Proyectos Civiles: Tercera ediciónDe EverandAdministración de Proyectos Civiles: Tercera ediciónCalificación: 4 de 5 estrellas4/5 (2)
- Polímeros: Generalidades y tendencias de investigación en ColombiaDe EverandPolímeros: Generalidades y tendencias de investigación en ColombiaCalificación: 5 de 5 estrellas5/5 (14)
- Laboratorio de circuitos electrónicos II: PrácticasDe EverandLaboratorio de circuitos electrónicos II: PrácticasCalificación: 5 de 5 estrellas5/5 (1)
- UF1666 - Depuración de aguas residualesDe EverandUF1666 - Depuración de aguas residualesAún no hay calificaciones
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDe EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Manual de combustibles alternativos y tecnología automotrizDe EverandManual de combustibles alternativos y tecnología automotrizCalificación: 5 de 5 estrellas5/5 (6)