También podría gustarte
- UF0285 - Tratamiento de residuos urbanos o municipales.De EverandUF0285 - Tratamiento de residuos urbanos o municipales.Aún no hay calificaciones
- UF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1671 - Mantenimiento del entorno de plantas de tratamiento de agua y plantas depuradorasCalificación: 5 de 5 estrellas5/5 (1)
- Fabricación de aglomerado puro de corcho y sus manufacturas. MAMA0309De EverandFabricación de aglomerado puro de corcho y sus manufacturas. MAMA0309Aún no hay calificaciones
- Mantenimiento y manejo de invernaderos. AGAH0108De EverandMantenimiento y manejo de invernaderos. AGAH0108Calificación: 1.5 de 5 estrellas1.5/5 (2)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteDe EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAún no hay calificaciones
- Las Siguientes Son Características Implícitas en La Definición de Ser Vivo Propuesta Por JamesDocumento14 páginasLas Siguientes Son Características Implícitas en La Definición de Ser Vivo Propuesta Por JamesDaniela GorostietaAún no hay calificaciones
- Síntesis de Tetrafenil PlomoDocumento3 páginasSíntesis de Tetrafenil PlomoFabricio GuadarramaAún no hay calificaciones
- CAT GAS ExtrucolDocumento43 páginasCAT GAS Extrucolmale_galeAún no hay calificaciones
- MSDS Polielofina (Hdpe)Documento11 páginasMSDS Polielofina (Hdpe)Johnny Condori MarcapuraAún no hay calificaciones
- PlastigamaDocumento7 páginasPlastigamaRenato GomezAún no hay calificaciones
- 03 - Catálogo PP Roscado - Final - 2019 PDFDocumento12 páginas03 - Catálogo PP Roscado - Final - 2019 PDFJorge HuarcayaAún no hay calificaciones
- 6to. AVANCE. GO4 - Fabricación de Tuberias de PVC Revision1 - 26 - 08 - 2022Documento22 páginas6to. AVANCE. GO4 - Fabricación de Tuberias de PVC Revision1 - 26 - 08 - 2022Anderson MarkAún no hay calificaciones
- Manual Productos ExtrucolDocumento43 páginasManual Productos ExtrucolMaliton QuimbayoAún no hay calificaciones
- Manual Tuboplus Hidraulica PDFDocumento58 páginasManual Tuboplus Hidraulica PDFMus TioAún no hay calificaciones
- Instalación gas PE manualDocumento33 páginasInstalación gas PE manualAnonymous hARV7OSw4100% (1)
- Catalogo Presion PeDocumento28 páginasCatalogo Presion PeChristian GutierrezAún no hay calificaciones
- POLIETILENODocumento8 páginasPOLIETILENOAngélica MolinaAún no hay calificaciones
- Catalogo Conexiones Tuboplus Hidraulico2Documento65 páginasCatalogo Conexiones Tuboplus Hidraulico2Sapita800% (2)
- Alcantarilla DoDocumento14 páginasAlcantarilla DoJavier Fernando Lavado TerronesAún no hay calificaciones
- Espuma de PolipropilenoDocumento8 páginasEspuma de PolipropilenoDennis Condori MarAún no hay calificaciones
- Euro TuboDocumento20 páginasEuro TuboHenry Alexander Llajaruna VillanuevaAún no hay calificaciones
- Dokumen - Tips - Manual Tecnico Tuberia AcueductopdfDocumento39 páginasDokumen - Tips - Manual Tecnico Tuberia AcueductopdfAndrea Carolina CabasAún no hay calificaciones
- Reporte de ExtrusiónDocumento7 páginasReporte de ExtrusiónEvelin HernandezAún no hay calificaciones
- Tubos y accesorios PPCR T:3 para termofusiónDocumento80 páginasTubos y accesorios PPCR T:3 para termofusiónfeercuminAún no hay calificaciones
- Catalogo Fusion PPR PDFDocumento44 páginasCatalogo Fusion PPR PDFAlejandro ArriagadaAún no hay calificaciones
- Ficha Tecnica de Tuberia PPRDocumento1 páginaFicha Tecnica de Tuberia PPRdromdromdromAún no hay calificaciones
- Cat Mineria PDFDocumento50 páginasCat Mineria PDFJuan Guillermo Paniagua GaleanoAún no hay calificaciones
- Trabajo Final de Plastiforte PDFDocumento48 páginasTrabajo Final de Plastiforte PDFrudy100% (1)
- Taller Parcial 3 Daniel Genez - Carlos Garcia PolimerosDocumento3 páginasTaller Parcial 3 Daniel Genez - Carlos Garcia PolimerosCarlos García GarcíaAún no hay calificaciones
- Catalogo 2019 Digital Vol 1 4Documento24 páginasCatalogo 2019 Digital Vol 1 4Leonardo AzuajeAún no hay calificaciones
- Manual Tecnico de RiegoDocumento23 páginasManual Tecnico de RiegoDaniel ReyesAún no hay calificaciones
- Fabricantes de Tuberias en PeruDocumento9 páginasFabricantes de Tuberias en PeruRonald Leonid Salvatierra VillanuevaAún no hay calificaciones
- Historia y usos PPDocumento9 páginasHistoria y usos PPOOnly AnythaAún no hay calificaciones
- 01catalogo Saneamiento PVCDocumento30 páginas01catalogo Saneamiento PVCLuis Sabino Segura SilvaAún no hay calificaciones
- Manual Tecnico Tuberia Acueducto PDFDocumento39 páginasManual Tecnico Tuberia Acueducto PDFOscar adrianAún no hay calificaciones
- HDPE boteDocumento24 páginasHDPE boteCesar Muñoz OssesAún no hay calificaciones
- Styro PorDocumento399 páginasStyro PorEduardo Pérez AlvaradoAún no hay calificaciones
- PDF PolipropilenoDocumento40 páginasPDF PolipropilenoGuiro Mc100% (1)
- Catalogo BandasDocumento38 páginasCatalogo BandaslamartinezcAún no hay calificaciones
- DC - Ficha Tecnica Piso de Poliuretano. Espesor 5 MMDocumento4 páginasDC - Ficha Tecnica Piso de Poliuretano. Espesor 5 MMEfrain CondoriAún no hay calificaciones
- Manual de Instalacion Pead KantekDocumento25 páginasManual de Instalacion Pead Kantekchabaloon0% (1)
- 3-páginas-13-14,19-23,25-26,28-30,34-43,47-48,50-53,57-62,67-73,75-81Documento48 páginas3-páginas-13-14,19-23,25-26,28-30,34-43,47-48,50-53,57-62,67-73,75-81franciscoAún no hay calificaciones
- Grupo 4Documento38 páginasGrupo 4Julio BonillaAún no hay calificaciones
- Manual Union PlatinoDocumento31 páginasManual Union PlatinoPedro PerezAún no hay calificaciones
- Fiber Pool Catalog IndustrialDocumento68 páginasFiber Pool Catalog IndustrialClaudia AvramAún no hay calificaciones
- Proyecto de Sanitarias 1Documento19 páginasProyecto de Sanitarias 1Carlos AnteparaAún no hay calificaciones
- Mexichem Ecuador1 11Documento21 páginasMexichem Ecuador1 11Sandra Rayo GómezAún no hay calificaciones
- Catálogo de Tubos Corrugados Pead - Tigre AdsDocumento24 páginasCatálogo de Tubos Corrugados Pead - Tigre AdsLuis Enrique Huamaní EspinozaAún no hay calificaciones
- Equipos PerifericosDocumento6 páginasEquipos PerifericosAnonymous YlO38omAún no hay calificaciones
- PPR - Catalogo - 2018 - DigitalDocumento24 páginasPPR - Catalogo - 2018 - DigitalArturo CabelloAún no hay calificaciones
- Expo N°1 - Tuberias PVC - Final 4 PMDocumento24 páginasExpo N°1 - Tuberias PVC - Final 4 PMRenato ProleonAún no hay calificaciones
- Extrusora de PlásticoDocumento14 páginasExtrusora de PlásticoRoger Sánchez DehneAún no hay calificaciones
- Estudio de Mercado de Polimero PolipropiDocumento47 páginasEstudio de Mercado de Polimero PolipropiJeferhson Jahir Nuñez MoralesAún no hay calificaciones
- Polietileno de Alta Densidad: Características y AplicacionesDocumento24 páginasPolietileno de Alta Densidad: Características y AplicacionesTeófilo Marcelo Quiñones Jara100% (1)
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- Fabricación de productos derivados de corcho natural y aglomerado compuesto. MAMA0309De EverandFabricación de productos derivados de corcho natural y aglomerado compuesto. MAMA0309Aún no hay calificaciones
- UF0289 - Operaciones para la gestión de residuos industrialesDe EverandUF0289 - Operaciones para la gestión de residuos industrialesCalificación: 4 de 5 estrellas4/5 (1)
- Resumen de Inteligencia ecológica de Daniel GolemanDe EverandResumen de Inteligencia ecológica de Daniel GolemanAún no hay calificaciones
- UF1251 - Reparación y conformación de elementos sintéticosDe EverandUF1251 - Reparación y conformación de elementos sintéticosCalificación: 3 de 5 estrellas3/5 (1)
- Hibridación sp3 y formación de enlaces químicosDocumento2 páginasHibridación sp3 y formación de enlaces químicosFabian MuñozAún no hay calificaciones
- Modelo de doble hélice de Watson y CrickDocumento3 páginasModelo de doble hélice de Watson y CrickNirida ArciaAún no hay calificaciones
- Capitulo 10 Aminas y AmidasDocumento51 páginasCapitulo 10 Aminas y AmidasGIRON SANTOS GIANELLA ALONDRAAún no hay calificaciones
- Capacitación UretanosDocumento11 páginasCapacitación Uretanosmetal.rockeangelAún no hay calificaciones
- Aldehídos y Cetonas 2020Documento121 páginasAldehídos y Cetonas 2020Irenise HerreraAún no hay calificaciones
- Tutorial Mesas de RioDocumento16 páginasTutorial Mesas de RioRoberto Javier Castillo GarciaAún no hay calificaciones
- MitocondriasDocumento6 páginasMitocondriasErnesto RomanAún no hay calificaciones
- P4 - Propiedades de Las ProteínasDocumento12 páginasP4 - Propiedades de Las ProteínasSaúl Ricardo Chuqui DiestraAún no hay calificaciones
- NOM-028-STPS-2012Documento49 páginasNOM-028-STPS-2012Jaimito EstudianteAún no hay calificaciones
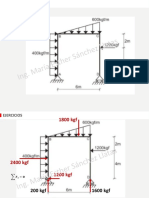
- Reacciones en Pórticos DFC DMF AlumnosDocumento16 páginasReacciones en Pórticos DFC DMF AlumnosAngelo Basualdo PardoAún no hay calificaciones
- Gluconeogenesis y Vias de Pentosa FosfatoDocumento5 páginasGluconeogenesis y Vias de Pentosa FosfatoMagu UlloaAún no hay calificaciones
- AMIDAS, UREA Y NITRILOS - RemovedDocumento38 páginasAMIDAS, UREA Y NITRILOS - RemovedYurima SkzeptemberAún no hay calificaciones
- MI1 - Taller 2 - Plan de Manejo Residuos 2019 PDFDocumento45 páginasMI1 - Taller 2 - Plan de Manejo Residuos 2019 PDFNELIDA FUSTAMANTE CABRERAAún no hay calificaciones
- Composición Química de La LecheDocumento5 páginasComposición Química de La LecheThelma LópezAún no hay calificaciones
- Solubilidad de Compuestos OrgánicosDocumento12 páginasSolubilidad de Compuestos OrgánicosAimeé Jimena Alfaro ReyesAún no hay calificaciones
- ¿Qué Es El Benceno - Principales Usos y Riesgos para La Salud-Lectura 10Documento6 páginas¿Qué Es El Benceno - Principales Usos y Riesgos para La Salud-Lectura 10Hitamar Lisseth GallardoAún no hay calificaciones
- La Estabilidad Estructural Del SueloDocumento10 páginasLa Estabilidad Estructural Del SueloFernando VanegasAún no hay calificaciones
- Benzoato de FeniloDocumento5 páginasBenzoato de FeniloGabriela HernandezAún no hay calificaciones
- Química de productos cotidianosDocumento4 páginasQuímica de productos cotidianosSaray RGAún no hay calificaciones
- Avila Carlos Examen Final de Análisis Instrumental Módulo Uv - g2Documento3 páginasAvila Carlos Examen Final de Análisis Instrumental Módulo Uv - g2Ivn CorderoAún no hay calificaciones
- InformeDocumento7 páginasInformeRomel ErasoAún no hay calificaciones
- Guia Lab. Fitoquimica. Identificacion Cualitativa Flavonoides y AlcaloidesDocumento3 páginasGuia Lab. Fitoquimica. Identificacion Cualitativa Flavonoides y AlcaloidesJose David Perez NavarroAún no hay calificaciones
- Conocemos Las Funciones NitrogenadasDocumento4 páginasConocemos Las Funciones NitrogenadasDavid paul Raymundo RiveraAún no hay calificaciones
- Especificaciones Técnicas Plan CovidDocumento4 páginasEspecificaciones Técnicas Plan CovidJulio Tenorio PalominoAún no hay calificaciones
- Cuestionario 2 - CésarAndrésGarneloDocumento4 páginasCuestionario 2 - CésarAndrésGarneloCesar Andres Garnelo GarciaAún no hay calificaciones
- Práctica #1. Composición Química de La Materia VivaDocumento17 páginasPráctica #1. Composición Química de La Materia VivaMerlin Alberto Encarnacion de los Santos100% (1)
- FT Benzoato de SodioDocumento1 páginaFT Benzoato de SodioPotasio KokoAún no hay calificaciones
- Tema 1 - Introducción y Matriz ExtracelularDocumento12 páginasTema 1 - Introducción y Matriz ExtracelularLidia Zamora LópezAún no hay calificaciones