También podría gustarte
- Valoración de ConcentradosDocumento32 páginasValoración de ConcentradosRD GianAún no hay calificaciones
- Estrategias para Planeación Agregada Con SOLVERDocumento9 páginasEstrategias para Planeación Agregada Con SOLVERYonatan MayAún no hay calificaciones
- Ejercicios de FlujoDocumento5 páginasEjercicios de FlujoyeimyAún no hay calificaciones
- BALANCE DE MASA HARINAS ESPECIALES para ExamenDocumento4 páginasBALANCE DE MASA HARINAS ESPECIALES para ExamenLuis Anthony Brayans Flores MachacaAún no hay calificaciones
- Ensayo compresión muestra sueloDocumento4 páginasEnsayo compresión muestra sueloHarold RengifoAún no hay calificaciones
- Diseño de BadenDocumento2 páginasDiseño de BadenWildo Jose Chacon ParedesAún no hay calificaciones
- Análisis de la composición de una solución etanol-aguaDocumento6 páginasAnálisis de la composición de una solución etanol-aguaDanielaAún no hay calificaciones
- Deber 1Documento5 páginasDeber 1Alexander PeñaAún no hay calificaciones
- Balance de Aguas eDocumento1 páginaBalance de Aguas eKaTyRojAsAún no hay calificaciones
- Practica Practica 12 Determinacion Gravimetrica de Humedad y Cenizas12Documento10 páginasPractica Practica 12 Determinacion Gravimetrica de Humedad y Cenizas12Fajardo Rosillo Gilberto DaríoAún no hay calificaciones
- Tabla Química 1.1Documento4 páginasTabla Química 1.1YENNI LORENA VILLAMIL BUSTOSAún no hay calificaciones
- Ef - Mecanica Suelos - Grupo 5Documento10 páginasEf - Mecanica Suelos - Grupo 5Anthony J. García ParedesAún no hay calificaciones
- Ejemplo Del Sistemático - Hoja1Documento6 páginasEjemplo Del Sistemático - Hoja1Emanuel ChavarriaAún no hay calificaciones
- Pte. ChaulliriDocumento21 páginasPte. ChaulliriNis ErbmonAún no hay calificaciones
- InsumosDocumento1 páginaInsumosEdissonLòpezAún no hay calificaciones
- Expediente técnico del hospital Santa María CutervoDocumento1 páginaExpediente técnico del hospital Santa María CutervoRocky FloresAún no hay calificaciones
- Puente CallazaDocumento57 páginasPuente CallazaAlex QuintoAún no hay calificaciones
- Diseño columna absorción NH3 40mDocumento5 páginasDiseño columna absorción NH3 40mJuan CadAún no hay calificaciones
- Bal. Cu ChicllaDocumento8 páginasBal. Cu Chicllajony camarenaAún no hay calificaciones
- Problema Lou DestilacionDocumento13 páginasProblema Lou DestilacionDavid GuzmanAún no hay calificaciones
- Presentación 3Documento5 páginasPresentación 3Balo GrisAún no hay calificaciones
- Pregunta 1Documento15 páginasPregunta 1Pamela Teshiroqui ChamorroAún no hay calificaciones
- Calculo MuroDocumento21 páginasCalculo MuroMarco SánchezAún no hay calificaciones
- Hidrograna TriangularDocumento13 páginasHidrograna TriangularJose Ernesto Molina GonzalezAún no hay calificaciones
- DENTELLONDocumento15 páginasDENTELLONLuis Romani SantosAún no hay calificaciones
- Sexamen Susti Aguas 22-I - ADocumento4 páginasSexamen Susti Aguas 22-I - AFIORELLA YESSENIA ATENCIA MARTINEZAún no hay calificaciones
- Lab 1 - Destilación Sencilla y Fraccionada - Grupo 1Documento5 páginasLab 1 - Destilación Sencilla y Fraccionada - Grupo 1SEBASTIAN VARGAS MU�OZAún no hay calificaciones
- 03-20 Abrir Hueco Menor 1 m2 Con RefDocumento1 página03-20 Abrir Hueco Menor 1 m2 Con Refjose luis suarezAún no hay calificaciones
- Capacidad PortanteDocumento12 páginasCapacidad PortanteHenry Rojas CabreraAún no hay calificaciones
- Longitud mínima curvas verticalesDocumento2 páginasLongitud mínima curvas verticalesAldo Abraham Alvarado RuizAún no hay calificaciones
- Guia de Estudio Meca 2Documento53 páginasGuia de Estudio Meca 2Betho OlivaresAún no hay calificaciones
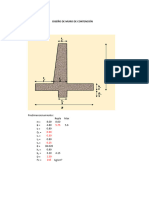
- Muro de Contencion Armado V2016Documento2 páginasMuro de Contencion Armado V2016Vladimir Jerson Alferez VargasAún no hay calificaciones
- Medición de caudal y turbidez de leche y agua bajo diferentes presionesDocumento2 páginasMedición de caudal y turbidez de leche y agua bajo diferentes presionesPaola PeñaAún no hay calificaciones
- ChijllawuiriDocumento6 páginasChijllawuiriFernando OrtegaAún no hay calificaciones
- Ing VicheDocumento1 páginaIng VichePilar OlivaAún no hay calificaciones
- Croutones (Autoguardado)Documento9 páginasCroutones (Autoguardado)Beatriz Pineda CastilloAún no hay calificaciones
- Secado solar alimentosDocumento33 páginasSecado solar alimentosPercy Huauya PabloAún no hay calificaciones
- Para Hidrometro 111Documento4 páginasPara Hidrometro 111Gabriel Sanchez JerezAún no hay calificaciones
- Clasificacion de SuelosDocumento7 páginasClasificacion de SuelosrubenAún no hay calificaciones
- Formato Granulometria TamizadoDocumento1 páginaFormato Granulometria TamizadoBrian Hernandez RodriguezAún no hay calificaciones
- Liquidacion en NegroDocumento1 páginaLiquidacion en NegroWalter Rodriguez GuzmanAún no hay calificaciones
- Puente Colca (Z 4)Documento20 páginasPuente Colca (Z 4)Israel Smith Matías CabreraAún no hay calificaciones
- Balance MasaDocumento74 páginasBalance MasaMiguel Limachi GironAún no hay calificaciones
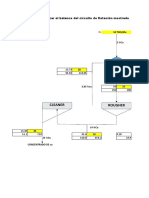
- Copia de Examen Balance Flotacion JhonDocumento2 páginasCopia de Examen Balance Flotacion JhonJhon Mamani QuispeAún no hay calificaciones
- Ejemplo 10-6-4 AbsorcionDocumento19 páginasEjemplo 10-6-4 AbsorcionCesar MaciasAún no hay calificaciones
- Balance M&E - v01Documento7 páginasBalance M&E - v01jhordanAún no hay calificaciones
- 2-NSR y Cut-off-Mina PolimetalicaDocumento17 páginas2-NSR y Cut-off-Mina PolimetalicaJerson MillaAún no hay calificaciones
- Examen Final de Ope 3Documento13 páginasExamen Final de Ope 3EDWIN HAYMAR CELESTINO CORNEJOAún no hay calificaciones
- Corte Directo - 1Documento2 páginasCorte Directo - 1Sully EspinozaAún no hay calificaciones
- Pregunta 2Documento4 páginasPregunta 2Agustin Cabrera AlvaracinAún no hay calificaciones
- Calculos y ResultadosDocumento11 páginasCalculos y Resultadosjorgeenamorado2004Aún no hay calificaciones
- Calculo de Lecho de Fusion 2Documento3 páginasCalculo de Lecho de Fusion 2Yenifer LlacuaAún no hay calificaciones
- Practica FisicoquimicaDocumento3 páginasPractica FisicoquimicaAshley OaxacaAún no hay calificaciones
- Laura Machon Imer HazaelDocumento3 páginasLaura Machon Imer HazaelJose Gerardo Salvatierra ChavezAún no hay calificaciones
- Tarea 2 - García Urco Jhon JesúsDocumento3 páginasTarea 2 - García Urco Jhon JesúsJesús GarcíaAún no hay calificaciones
- Balance de MasaDocumento5 páginasBalance de MasamarcosAún no hay calificaciones
- Optimizado Título para Resultados y Discusión de Néctar de PiñaDocumento7 páginasOptimizado Título para Resultados y Discusión de Néctar de PiñaDylan Loardo RuizAún no hay calificaciones
- 03-20-A Abrir Hueco 3.00 X 3.00 AeropuertoDocumento1 página03-20-A Abrir Hueco 3.00 X 3.00 Aeropuertojose luis suarezAún no hay calificaciones
- Ejercicios Limite LiquidoDocumento14 páginasEjercicios Limite LiquidoYSGIARELLY YANNIRA LEON ROMEROAún no hay calificaciones
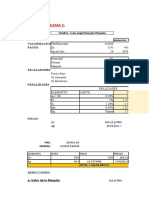
- Universidad Nacional Mayor de San Marcos: Valorizacion de Concentrados de Cu Con Maquila de RefinacionDocumento6 páginasUniversidad Nacional Mayor de San Marcos: Valorizacion de Concentrados de Cu Con Maquila de RefinacionEdward alexander Rojas fanarragaAún no hay calificaciones
- G G H H : Balance de Materia: Planta de Aceite Y Harina de PescadoDocumento13 páginasG G H H : Balance de Materia: Planta de Aceite Y Harina de PescadoYonatan MayAún no hay calificaciones
- Inventario de SuministroDocumento7 páginasInventario de SuministroYonatan MayAún no hay calificaciones
- Analisis Videoteca 3Documento7 páginasAnalisis Videoteca 3Yonatan MayAún no hay calificaciones
- Anexos 10Documento9 páginasAnexos 10Yonatan MayAún no hay calificaciones
- Ejercicio 1Documento3 páginasEjercicio 1Yonatan MayAún no hay calificaciones
- FFFFDocumento3 páginasFFFFYonatan MayAún no hay calificaciones
- Expo Diplomado de ErcaDocumento18 páginasExpo Diplomado de ErcaYonatan MayAún no hay calificaciones
- CV marketing auxiliar experienciaDocumento1 páginaCV marketing auxiliar experienciaMirian HermozaAún no hay calificaciones
- PLAN AGREGADO DE PRODUCCIÓNDocumento6 páginasPLAN AGREGADO DE PRODUCCIÓNYonatan MayAún no hay calificaciones
- Kardex Metodo Del Costo PromedioDocumento10 páginasKardex Metodo Del Costo PromedioYonatan MayAún no hay calificaciones
- Planeacion Agregada Ejerccio 1Documento5 páginasPlaneacion Agregada Ejerccio 1Yonatan MayAún no hay calificaciones
- Kardex Metodo Del Costo PromedioDocumento10 páginasKardex Metodo Del Costo PromedioYonatan MayAún no hay calificaciones
- Carta de Presentacion para AnuncioDocumento1 páginaCarta de Presentacion para AnuncioRocioCaneloAybarAún no hay calificaciones
- Plantilla Curriculum Sin Experiencia LaboralDocumento1 páginaPlantilla Curriculum Sin Experiencia LaboralcarlosAún no hay calificaciones
- DFIDocumento8 páginasDFIYonatan MayAún no hay calificaciones
- Indicadores ProduccionDocumento41 páginasIndicadores ProduccionPedro Leos100% (2)
- CD 5531 PDFDocumento245 páginasCD 5531 PDFYonatan MayAún no hay calificaciones
- 01 Invierte - PeDocumento13 páginas01 Invierte - PeYonatan MayAún no hay calificaciones
- PLAN AGREGADO DE PRODUCCIÓNDocumento6 páginasPLAN AGREGADO DE PRODUCCIÓNYonatan MayAún no hay calificaciones
- Invierte Pe PDFDocumento13 páginasInvierte Pe PDFEber Cconislla ChacmanaAún no hay calificaciones
- Controladores industriales PIDDocumento69 páginasControladores industriales PIDDeivid Quinde ConstanteAún no hay calificaciones
- Analisis Videoteca 1: Escuela Nacional de AduanasDocumento8 páginasAnalisis Videoteca 1: Escuela Nacional de AduanasYonatan MayAún no hay calificaciones
- FFFFDocumento3 páginasFFFFYonatan MayAún no hay calificaciones
- Controladores industriales PIDDocumento69 páginasControladores industriales PIDDeivid Quinde ConstanteAún no hay calificaciones
- Analisis Videoteca 3Documento7 páginasAnalisis Videoteca 3Yonatan MayAún no hay calificaciones
- Invierte Pe PDFDocumento13 páginasInvierte Pe PDFEber Cconislla ChacmanaAún no hay calificaciones
- Analisis Videoteca 1: Escuela Nacional de AduanasDocumento8 páginasAnalisis Videoteca 1: Escuela Nacional de AduanasYonatan MayAún no hay calificaciones
- Analisis Videoteca IDocumento6 páginasAnalisis Videoteca IYonatan MayAún no hay calificaciones
- Métodos Heurísticos de Planeación AgregadaDocumento11 páginasMétodos Heurísticos de Planeación AgregadaYeser Polino CotrinaAún no hay calificaciones
- Bendición y Consagración Del TemploDocumento12 páginasBendición y Consagración Del TemploDiegoAún no hay calificaciones
- Listado Materiales Filtro y Decantador Chichimene.Documento4 páginasListado Materiales Filtro y Decantador Chichimene.HECTOR LEONARDO ORTIZ ARISMENDIAún no hay calificaciones
- Informe #1 Laboratorio de Fisica ElectricaDocumento9 páginasInforme #1 Laboratorio de Fisica ElectricaHamilton BravoAún no hay calificaciones
- Colegio de Mexico Las Encrucijadas de Clase y GéneroDocumento39 páginasColegio de Mexico Las Encrucijadas de Clase y GéneroDaniela NegreteAún no hay calificaciones
- LAVADORAS Falla y SolucionesDocumento9 páginasLAVADORAS Falla y SolucionesMechín Rodriguez EjvrAún no hay calificaciones
- CSH-010 - Plataforma Elevadora TijeraDocumento1 páginaCSH-010 - Plataforma Elevadora TijeraNicolas MengardaAún no hay calificaciones
- Lanus HistDocumento36 páginasLanus HistMayra BabiyAún no hay calificaciones
- As Carios IsDocumento13 páginasAs Carios IsGabriela VHAún no hay calificaciones
- Oficina en Venta en Calle Del Comte Borrell, 179Documento3 páginasOficina en Venta en Calle Del Comte Borrell, 179areyensolAún no hay calificaciones
- Roya del café: Características, ciclo de vida y propuestas de mejoramiento genéticoDocumento19 páginasRoya del café: Características, ciclo de vida y propuestas de mejoramiento genéticoOscar GaloAún no hay calificaciones
- Fisicab Final 2014Documento3 páginasFisicab Final 2014Nicanor Mamani TacoAún no hay calificaciones
- Inforeme de MaquetaDocumento5 páginasInforeme de MaquetaNathalyAún no hay calificaciones
- Cómo Calcular El Consumo de Electricidad PDFDocumento3 páginasCómo Calcular El Consumo de Electricidad PDFromo100% (1)
- Transformadores y GeneradoresDocumento8 páginasTransformadores y GeneradoresJv BrizuelaAún no hay calificaciones
- Formacion de LagunaDocumento6 páginasFormacion de LagunaJackelinne Tello ChavezAún no hay calificaciones
- ED P03 PoblacionesDocumento3 páginasED P03 PoblacionesarmynboliviaAún no hay calificaciones
- Laboratorio de Fisica InformeDocumento15 páginasLaboratorio de Fisica InformeLey-davidCalderaAún no hay calificaciones
- 48 Escaques Ajedrez y MatematicasDocumento20 páginas48 Escaques Ajedrez y MatematicasClaudio Esteban Contreras FernandezAún no hay calificaciones
- Contrato de Arrendamiento de Vehículo Autoservicios JhonDocumento3 páginasContrato de Arrendamiento de Vehículo Autoservicios JhonKatherineNuñezEffioAún no hay calificaciones
- Teoría de ArrheniusDocumento2 páginasTeoría de ArrheniusAnabelle YagualAún no hay calificaciones
- SOCIALESDocumento51 páginasSOCIALESbelen abrilAún no hay calificaciones
- La Actividad Embrionaria EspontáneaDocumento7 páginasLa Actividad Embrionaria EspontáneaaleAún no hay calificaciones
- CFT/DE/021/16Documento5 páginasCFT/DE/021/161232573Aún no hay calificaciones
- 50 Esquemas de Sermones Expositorios Sobre JuanDocumento152 páginas50 Esquemas de Sermones Expositorios Sobre JuanJuan Cascante JiménezAún no hay calificaciones
- SA8 Productos y RendimientosDocumento2 páginasSA8 Productos y Rendimientoseliana hermosillaAún no hay calificaciones
- Tablas de Ejercicios NomenclaturaDocumento9 páginasTablas de Ejercicios NomenclaturaLAURA CAMILA CORTES MIRANDAAún no hay calificaciones
- Proyecto ecoturístico VitocDocumento7 páginasProyecto ecoturístico VitocLuciana MolinaAún no hay calificaciones
- Practica 8Documento6 páginasPractica 8Edu VillanuevaAún no hay calificaciones
- Trabajos en Altura - Sociedad Minera Cerro Verde S.A.A. - 2013 PDFDocumento235 páginasTrabajos en Altura - Sociedad Minera Cerro Verde S.A.A. - 2013 PDFBryan mallqui rojas67% (3)