También podría gustarte
- Ejercicios Del LibroDocumento5 páginasEjercicios Del LibroKaticsa Luciana Flores CabanillasAún no hay calificaciones
- Pract. 7 - Prueba de HipotesisDocumento4 páginasPract. 7 - Prueba de HipotesisPerla Medina100% (4)
- Muestreo Parte 2Documento8 páginasMuestreo Parte 2Martha IsteAún no hay calificaciones
- Cuaderno Alumno Niñez Indígena y MigranteDocumento104 páginasCuaderno Alumno Niñez Indígena y MigranteLizbeth Diaz100% (4)
- Responsabilidad Por Hechos de EdificacionesDocumento14 páginasResponsabilidad Por Hechos de EdificacionesCamila Chavez100% (1)
- Tarea 2Documento5 páginasTarea 2MenesesAugustoAún no hay calificaciones
- 30 de Junio 9Documento9 páginas30 de Junio 9Rosa PumaylliAún no hay calificaciones
- Actividad de Estadistica 7Documento22 páginasActividad de Estadistica 7sebastian72% (36)
- Ejercicios de Analsis Instrumental Modulo 3 y 4Documento70 páginasEjercicios de Analsis Instrumental Modulo 3 y 4Harold Isai Silvestre Gomez100% (2)
- Apuntes V Moreno Arévalos SalvadorDocumento6 páginasApuntes V Moreno Arévalos SalvadorMORENO AREVALOS SALVADORAún no hay calificaciones
- 5º Trabajo - Saenz - Estadistica AplicadaDocumento25 páginas5º Trabajo - Saenz - Estadistica AplicadaLenin Chauca RamosAún no hay calificaciones
- Informe Campo Magnetico BobinaDocumento4 páginasInforme Campo Magnetico Bobinaantony usecheAún no hay calificaciones
- 4 Ejercicios de Estadística InferencialDocumento11 páginas4 Ejercicios de Estadística InferencialedwardAún no hay calificaciones
- Taller 1 Distribuciones Muestrales Inferencial Final 2Documento6 páginasTaller 1 Distribuciones Muestrales Inferencial Final 2albert escobar rodriguezAún no hay calificaciones
- Todos Los EjerciciosDocumento24 páginasTodos Los EjerciciosDani LoayzaAún no hay calificaciones
- Intro Solución EPEDocumento22 páginasIntro Solución EPEMáximo Moisés Galarza EspinozaAún no hay calificaciones
- PRACTICADocumento7 páginasPRACTICAKatherine MacavilcaAún no hay calificaciones
- Labo 1 y 2 Compreto Solo. EjercicoDocumento4 páginasLabo 1 y 2 Compreto Solo. EjercicoNicole Maite Claros AguilarAún no hay calificaciones
- Practica 2 - Diseño Exp IiDocumento7 páginasPractica 2 - Diseño Exp IipabritoAún no hay calificaciones
- Copia de Desarrollo de PC1-EIDocumento13 páginasCopia de Desarrollo de PC1-EIJulio SalazarAún no hay calificaciones
- Problemas de Sistemas de TuberiasDocumento4 páginasProblemas de Sistemas de TuberiasLuis Brayan Reynoso RauAún no hay calificaciones
- PENDULODocumento2 páginasPENDULOBRAYAN PABLO TENORIO ROJASAún no hay calificaciones
- Intervalos de Confianza. (Tutoría)Documento7 páginasIntervalos de Confianza. (Tutoría)LeslieAsipuelaAún no hay calificaciones
- Trabajo GrupalDocumento7 páginasTrabajo GrupalMilagros CondoriAún no hay calificaciones
- Trabajo Fisica 1Documento6 páginasTrabajo Fisica 1Daniel NunciraAún no hay calificaciones
- Juan Diaz. Lab de FisicaDocumento6 páginasJuan Diaz. Lab de FisicamiyelkaAún no hay calificaciones
- INFORME DE LABORATORIO FìsicaDocumento5 páginasINFORME DE LABORATORIO FìsicaARNY FLORESAún no hay calificaciones
- Ejercicios EstadísticaDocumento15 páginasEjercicios EstadísticaAlexa Balderrama.Aún no hay calificaciones
- Uni2 - Act3 - Tal - Dis - Mue (4) (Autoguardado)Documento9 páginasUni2 - Act3 - Tal - Dis - Mue (4) (Autoguardado)Wilfran Enrique ARIZA PERTUZAún no hay calificaciones
- Examen Parcial Ii - Intervalos de ConfianzaDocumento7 páginasExamen Parcial Ii - Intervalos de ConfianzaJACKELINE SALGADO PALACIOAún no hay calificaciones
- Armendariz Saavedra Fernando Alexis ExamenDocumento5 páginasArmendariz Saavedra Fernando Alexis ExamenPig AlexisAún no hay calificaciones
- Ppt-Ingeniería Cimentaciones1 Clase 21-V1Documento14 páginasPpt-Ingeniería Cimentaciones1 Clase 21-V1danyAún no hay calificaciones
- Tarea 4 Personal Ing Aguas ANTHONY FREIRE CASTRO 9 1Documento8 páginasTarea 4 Personal Ing Aguas ANTHONY FREIRE CASTRO 9 1ANTHONY FREIREAún no hay calificaciones
- Estadistica y ProbabilidadesDocumento30 páginasEstadistica y ProbabilidadesKmpos PercyAún no hay calificaciones
- Confites Venus Prueba de T StudentDocumento2 páginasConfites Venus Prueba de T Studentdulce21ponceeAún no hay calificaciones
- Problema N°5 - CimentacionesDocumento7 páginasProblema N°5 - CimentacionesWilber Arias BenitesAún no hay calificaciones
- Actividad 7 y 8 Estadistica 2Documento26 páginasActividad 7 y 8 Estadistica 2LizethAún no hay calificaciones
- Actividad 3Documento7 páginasActividad 3Aníbal CabralesAún no hay calificaciones
- Seccion 7.8Documento6 páginasSeccion 7.8Jona BvAún no hay calificaciones
- Seccion 7.8 PDFDocumento6 páginasSeccion 7.8 PDFFRANK ALPHAAún no hay calificaciones
- InformeDocumento1 páginaInformeNarel SeifertAún no hay calificaciones
- Ejercicios EstadisticaDocumento4 páginasEjercicios EstadisticaKARENT DAYANA RODRIGUEZ GOMEZAún no hay calificaciones
- Informe 3Documento6 páginasInforme 3Ana María Muñoz JaramilloAún no hay calificaciones
- Examen PROBLEMADocumento5 páginasExamen PROBLEMASantos Vallés AbizandaAún no hay calificaciones
- Melissa Rosario Fulcar ID 1102455Documento6 páginasMelissa Rosario Fulcar ID 1102455Melissa FulcarAún no hay calificaciones
- ESTADISTICADocumento5 páginasESTADISTICAgenovevaalejandroromagnolliAún no hay calificaciones
- YALLER 6grupo 11-Laura Daniela Arias Pérez - 1035618 - 0Documento7 páginasYALLER 6grupo 11-Laura Daniela Arias Pérez - 1035618 - 0Dani AriasAún no hay calificaciones
- Calculo de Muestraestadistica PDFDocumento3 páginasCalculo de Muestraestadistica PDFLucas YanezAún no hay calificaciones
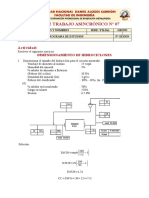
- Ficha de Trabajo Asincrónico 7Documento10 páginasFicha de Trabajo Asincrónico 7Amilcar Williams Gamarra ContrerasAún no hay calificaciones
- Respuestas Práctica 3Documento4 páginasRespuestas Práctica 3Floor FigueroaAún no hay calificaciones
- Trabajo - Golpe de ArieteDocumento8 páginasTrabajo - Golpe de ArieteTony Daniel Carrasco RomaniAún no hay calificaciones
- Ejerccios Capitulo 6Documento15 páginasEjerccios Capitulo 6Or AnayaAún no hay calificaciones
- Actividad 2 Estadisticas Ejercicio de Probabilidad e Intervalos de ConfianzaDocumento7 páginasActividad 2 Estadisticas Ejercicio de Probabilidad e Intervalos de ConfianzaDiana RodasAún no hay calificaciones
- Apuntes Intervalos de ConfianzaDocumento15 páginasApuntes Intervalos de ConfianzaMoisésAún no hay calificaciones
- Fisica Materia SantiagoDocumento11 páginasFisica Materia SantiagoNorbey Salinas VargasAún no hay calificaciones
- Trabajo de Clase 4Documento11 páginasTrabajo de Clase 4Sofia CarbajalAún no hay calificaciones
- Deber de Estadistica FinalDocumento17 páginasDeber de Estadistica FinalEliana HerreraAún no hay calificaciones
- Proyecto ProductividadDocumento2 páginasProyecto ProductividadEmilio Romeo Bá TiulAún no hay calificaciones
- Física EVAU Julio 2020Documento2 páginasFísica EVAU Julio 2020Patricia Diaz FrancoAún no hay calificaciones
- PDF PSC U3 A2 Jcasdocx DDDocumento3 páginasPDF PSC U3 A2 Jcasdocx DDRuben Sanchez BarreraAún no hay calificaciones
- La Deserción Escolar en ArgentinaDocumento8 páginasLa Deserción Escolar en ArgentinaCristinaAún no hay calificaciones
- Geotecnia PdfsDocumento19 páginasGeotecnia PdfsEriick De Jesús PalemónAún no hay calificaciones
- Prueba de Hipótesis Clase 20 de AbrilDocumento14 páginasPrueba de Hipótesis Clase 20 de AbrilDaniel MartínezAún no hay calificaciones
- Relato Histórico Taller de LiteraturaDocumento4 páginasRelato Histórico Taller de LiteraturaVeronica GomezAún no hay calificaciones
- Método de Filtración Por MembranaDocumento8 páginasMétodo de Filtración Por MembranaLulu VegaAún no hay calificaciones
- Sincitio CardiacoDocumento2 páginasSincitio CardiacoHarold NavarreteAún no hay calificaciones
- 2023-2 Sil Desarrollo Humano IDocumento6 páginas2023-2 Sil Desarrollo Humano IEnmanuel Garcia OrtizAún no hay calificaciones
- Class Handout CS473426Documento20 páginasClass Handout CS473426Maria Gabriela CeliAún no hay calificaciones
- Introduccion A La Mineria Semana 8Documento6 páginasIntroduccion A La Mineria Semana 8christian mendelAún no hay calificaciones
- Introducción A La PsicolingüísticaDocumento18 páginasIntroducción A La PsicolingüísticaLucía RodríguezAún no hay calificaciones
- Nuevos Modelos de PoliciamientoDocumento6 páginasNuevos Modelos de PoliciamientoHernán PatelliAún no hay calificaciones
- BIOFISICADocumento11 páginasBIOFISICAJuan Carlos Larrea RodriguezAún no hay calificaciones
- Biologia 1 Ensayo Nervios RaquideosDocumento9 páginasBiologia 1 Ensayo Nervios RaquideosMADAI JULYETT GARCIA AVILESAún no hay calificaciones
- Soluciones de Álgebra y Geometría .Documento19 páginasSoluciones de Álgebra y Geometría .JGRAún no hay calificaciones
- ErgaDocumento4 páginasErgamarcos callaAún no hay calificaciones
- Escala de Valoración Cualitativa Del Desarrollo IDocumento2 páginasEscala de Valoración Cualitativa Del Desarrollo Isharith RamosAún no hay calificaciones
- Interpretación de Ensayos Geotécnicos - Parte 3Documento97 páginasInterpretación de Ensayos Geotécnicos - Parte 3Luis Rafael Quiroz ChihuanAún no hay calificaciones
- Aspectos Legales NNEEDocumento3 páginasAspectos Legales NNEEsonia AguilarAún no hay calificaciones
- Definición e Historia de RoboticaDocumento2 páginasDefinición e Historia de RoboticaJhony RangelAún no hay calificaciones
- Desarrollo Del Niño de 0 A 3 Año1Documento17 páginasDesarrollo Del Niño de 0 A 3 Año1Juana domingo izquierdoAún no hay calificaciones
- Anexo 8 - Paso 5 - Estructuración Del Anteproyecto de InvestigaciónDocumento4 páginasAnexo 8 - Paso 5 - Estructuración Del Anteproyecto de InvestigaciónDanielaAún no hay calificaciones
- Guia Infeccion QuirurgicaDocumento50 páginasGuia Infeccion QuirurgicaIgnacio GarridoAún no hay calificaciones
- Revistas Obreras en España 1868-1936Documento393 páginasRevistas Obreras en España 1868-1936olgaAún no hay calificaciones
- Estadistica Inferencial: Escuela Profesional de Ingenieria IndustrialDocumento26 páginasEstadistica Inferencial: Escuela Profesional de Ingenieria IndustrialBrayan TDAún no hay calificaciones
- LECTURA 1. Jesús Mosterín. Filosofía de La Cultura. Cap. 1. Cultura Como InformaciónDocumento21 páginasLECTURA 1. Jesús Mosterín. Filosofía de La Cultura. Cap. 1. Cultura Como InformaciónMarlon ZúñigaAún no hay calificaciones