Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Image 20230814 0003
Image 20230814 0003
Cargado por
william cordero valverde0 calificaciones0% encontró este documento útil (0 votos)
9 vistas17 páginasTítulo original
Image_20230814_0003
Derechos de autor
© © All Rights Reserved
Formatos disponibles
PDF o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
9 vistas17 páginasImage 20230814 0003
Image 20230814 0003
Cargado por
william cordero valverdeCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
Está en la página 1de 17
i Tdet
« ESPECIFICACION DE PROCEDIMIENTO DE 01-02-03
SOLDADURA (EPS) ASME IX EDICION-2021 ‘QUAGIO/OL
Nombre de la Compania Fecha 14-Jul-2028
[RUIZ RODRIGUEZ Y CIA LTDA
= Prepac pong. Wan Cordero Valverde
ee | POR-RR-0O1-14
|Especificacion Procedimiento de Soigadura WPS N° | Reolet de Camticacitn de Precadinianto POR | Rev. 01
Proceso(s) de soldadura:(GTAW/ SMAW
MTA CE ST
Disehodejunta: | _ATope, Bisel simple enV
Respaldo:(_) No =
“Material de respado NA
Metal () No metal (-)
Nofusion metal_( Ores)
[METAL BASE (QW-409) =
Dep: tap [tT GRUPOW 14,2
[Espectcacon tipo y grado: "ASTM A 53 Gr B/ ASTM A 106 Gr B/ ASTM A 105/ ASTM A 234 WPB / API SL Gr By otros P1
(m:
Espectcacin SFA NP
JAW N* (Clase I ®
Fw
lw
Hama del leo 825mm (@3077) 6mm 8)
Metal Depostado
Rango de Expesors
Renu Hasta 10 mm Hasta 121mm
Fete: = =
Eker ux (25): 1 =
[Denominacon fbicente delux elecPodo:
[POS a a Vy Sure Camg | AAMENTO TERVICO- POSTSOLBRDURA =
Posi unas tape) |— Pa, iz Vail y Sobre Cabeza Rago de
Progresin solfadura:_ ‘Ascend. | X Desoend Tempo: WA
Psion (let)
PRECALENTAMIENTO (QW-406) GASES (QW-408)_ ame
“Temp. Precalent. Min: | -ST2mm (20°) mm-22 nen (80°C) | Oenomnacn comercial T =
FTemp. Ene Pases Max 20°C [Gas de sldadura: agi
[Tempo de Recoentamsnt: NA Porcentje de composicion (mezci): 69%
Otros: Caudal (ar TOL rin 18 rin
‘CARACTERISTIOAS ey
Corrente AG DC] |__| Polerded: | Ver Tabla
Amperae(Rango] TOOA-180 A | Vote Rango): | 8V-23V —
ectodo de Tungsieno, poy medidas: EWTH-2 I Tungsten Pu || Turgsire 2 Tao |X| 28m (0382)
Mode de transferencia de metal para GMAW:
_ (ARCO SPRAY, ARCO CORTOCIRGU
‘Rango de velociad de almentacn lectrodo— alambre
UIT, ETC:
Angosto (Primer pase) [Ancho (Resto de pases), Osciacin (3 veces el ancho del electodo)
Fant nip TN § men) 6.00 mm 1255 |
‘POLARIDAD | AMPERAJE(A) | (V)(rango) | AVANCE (emnin)
ER70S6 | 02.38mm(o39q | OCE-) | 100-120 | 9-11 67
ER70S6 | 0238mm(oysq) | OCE(-) | 120-190 | 10-12 8-10
E7018 | O32mm(@tw) | OCE(+) 110-190 | 22-28 | 8-12 z
‘ene 032 De
(018) | DCE
Oct exp, 7/1/2028
"TINSPECTOR CERTIFICADO DE SOLDADURA _
Fecha:
‘SUPERVISION
Fecha:
[ Pagina: Tider]
ESPECIFICACION DE PROCEDIMIENTO DE
(@oyz popncue an SOLDADURA (EPS) ASME IX EDICION-2021 | Reg: _ | QuA0i0708|
Re: fo |
[Nombre dela Compa: [RUIZ RODRIGUEZ ¥ CIA LTDA elo 2023
Proyecto: | = ee of _| Ing, Wiliam Cordero Valverde
stead oe Saera Asie: | YPSRROSE Tasso cact oPecmin pani) PORRRGH TE
Proceso(s) de soldadura: GTAW
[SONTA (QW =
Disfio de junta:
ASTM A 1057 ASTM A 234 WPB/APISL GrB.y ots Pi
‘Desde 1.5 mm_ Hasta 10mm
Desde 21.3 mm 0.0.(@ 1/2") Hasta limitado
ASB
ER 7088
Fs
AL
8238 mm (03027
"TRATAMIENTO TERMICO - POSTSOLDADURA (GW-407)
Rango de Temp,
TTemp. entre Pases Max.
Tiempo de Recalentamiento: NAL 3.997%
Otros == FO Umin-16 Unin
| CARACTERISTICAS ELECTRICAS (QW-409)
Corer
aC ~0C]x ne (= Issa sane ESSE
‘BOA = 150A Volta (Rango): | 10-13
EWTh2 ~___Tufgsteno Puro || Tungstano 2% Torino | X | 258 ne (0357)
{ARCO SPRAY, ARCO CORTOCIRGUITO, ETC)
(Prien
[#8 (100 mm) a#8
| Escobilado ylo Esmeriado,
rat de boquila/ tania (STAM)
Limpieza nica: ~
Limpioza entre pasadas: | Eton yo Emer
ase Simple 0 Mifpl eo 7
[ Electrodo Simple o Mut
THETAL DE APORTE VoUTAIE
ASEN' | PROCESO | alge" OUNETRO | POLARIND ANPERAIETA|
[ER70S8 | 228mm (0952)
VELOCIDAD DE
AVANCE (erin )
OCE(-) | 90-120 0-18 67
~10- 13
10-13
OTROS
RUIZ RODRIGUEZ CIALTDA | INSPECTOR CERTIFICADO DE SOLDADURA
Fecha: Fecha: Fecha:
ESPECIFICACION DE PROCEDIMIENTO DE
‘SOLDADURA (EPS) ASME IX EDICION-2021
— ~Pavin Win Corso Var
spectcasin Proctor de Soka PS | WPSRROIEE | pec ae catenin Pesdnons PORN: PORARADH-4
|Proceso(s) de soldadura: — GTAW
TENTAE —
Disefo de junta: |S2Madura de fete para componentes oman gt
Rega: | 31 tm age hn
Material de respaldo: NA eae sia mv
Metal ( ) ‘No metal ( ) ol! ———
Nofusin metal _(_) Otws_(_) Doni Tre nr soi
METAL BASE (QW-403)
“DeP.N®: | 4 apne 1 [GRUPON? 14,2 — a
eaceacn oy aE [ASTM A 53 Gr B/ ASTM A 106 Gr B/ ASTM A 105, ASTM A 234 WPB/APISL GrB / Accesorios SA-105 y otros Pt _|
_ Desde 1.5 mm
Desde 621.3 mm 0.0. (0
AL
: - — 92.38 mm (93732") oe
Fang oe Ee
‘ans -
Filet: — To — - ~
sci an =
Perce rin a oo Saige
POSICION (QW-405) = = ee TRATAMIENTO TERMICO - POSTSOLDADURA (QW-407)——
Posicién (Junta a tope): | i Rango de Temp. ~ [NA
ion soldadur: ‘scend._[X | _Descend. Tiempo: TNA
[pe Goel — Para ta vail oe Cabra
PRECALENTAMIENTO (QW-406) GASES (QW-408)
np. Preset in: | HOUT eNOS) | oat comet ~
Temp. ene Pases Max: | 200°C. | Gas de sida: “Argon
“Tiempo de Recalentamiento: NA. Porcentaje de composicion (mezcla): 99.997%
Or Cal (or) Beto
ICARACTE TELEOTRIGAS (aW-408) cane
Corrente: | AC] DC|X |_| Polarded : | DC E(-) |
[Amporaje (Ranga): 00-1208 Votije (Rango): | 10-11 a
Electrodo de Tungsieno, poy medida; EWTh-2 "Tungsten Puro | | Tungsteno 2% Torado | X | 238 mm |
Modo de ransferencia de metal para GMAW: i {CO SPRAY, ARCO CORTOCIRCUTTO, ETC)
ango de velocidad de alimentaciin electrod =
TEGHICAS wT
Recto u Ondulado: __| Angosto (Pri i | Ancho (Resto de pases) ~ - -
impieza inci Escobilado yo Esmeriago
Limpieza entre pasad _—_
ase Simple o Mite:
lecvodo Simple © Mitpe
Veceod de Avance (cmimin
‘METAL DE APORTE. CORRIENTES VOLTAJE | VELOCIDAD DE
PASEN* | PROCESO |~ciase | DIAMETRO | POLARIDAD | AMPERAJE(A) | (V) (rango) | AVANCE (emimin) | OTROS
1 | GTAW | ER70S6 |0228mm(oaGz) | DCE(-) | 90-120 10-11 | 5-10
| —2N | craw ER70S6 | 236mm (asaz) | OE 00 f20 | 10-11 5-10
e
WS> cwi2or1241
ct EXP. 71/2004
RUZ RODRIGUEZ CIALTDA _ INSPECTOR CERTIFICADO DE SOLDADURA ‘SUPERVISION
REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
Pago
(Par)
(06 acuerdo al Codigo ASME Seccién IX Eden 2021) [Dseto. | _ 190805
ev.
(@Youz povecue & cn,
Nombre de la compatia RUIZ RODRIGUEZ Y CIA LTDA
Caliicacién de Procedimiento (POR) No. PQR-RR-001-14 Rev. 01 Fecha 14-Jutio-2023
Proyect:
Proceso(s) de soldadura: GTAW/SMAW, Tio: ‘Manual
‘JUNTA (QW-402)
METAL BASE (QW-403) TRATAMIENTO TERMICO POST-SOLDADURA (QW-407)
Especticaion material APISL Temperatura =
Tipo 0 grado Gr.B Tiempo =
PNE1 a PN%1 GrNet Oro =
Espesor de probeta ‘SCH-80 (10.97 mm)
Didmetro de probeta 6 6/8” (168.30) OD.
Otro ~ ‘GAS (W-408)
METAL DE APORTE (QW-408)
Especticacion SFA ASABIASA
Clasiicacion AWS ER 708-6 / E 7018 [CARACTERISTICAS ELECTRICS (QW.409)
Metal de aporte F — No. Conente pe
Andis de meta deposiado A — No. Poleridad ER 708-6 E (-)/E 7018 (+)
Tamafo de metal de porte: _2.38mm(@3/32") | 6 3.2 mm (@1V8") | Amperao(A) 150 Volley) ‘10.3 -23,
Nombre Comeciat “Temafo de electodo de tungsteno 2.5mm
Oto
GTAW 5mm
Espesor de metal de soldadura
SMAW_5.97 mm
POSICION (QW-405) TECNICA (QW-410)
Posicién de Sokiadura (A tope) Velociad de avance (cr/seg) S.emimin-t4 emmin
Progresin de soldadura (asc, desc) ase ancho o angosto
otro = Osclaion Como sea requerida
ase simple omitiple
PRECALENTAMIENTO (QW.406) Electrodo simple o miiple
Temperatura de precaentamiento Ambiente
Temperatura ene pases
(Ot =
Maltiple
Limpieza entre pases
PQR-RR-001-14 Rev. Of W207 1241
Oct exe. 7iaga
REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
@Oow Bonar ie
(De acuerdo al Céaigo ASME Seccién IX Edicion 2021) [seta | 190805
Rev o
etal de Apore Coriente
Clase Diemeto “Ampere (A)
1 _| GTAW | ER-708-6 | 0238mm (9992)| DCE() | 109-120 | 103-11
2_| GTAW | ER70S-6 | 0238mm (o332")| DCE() | 130-180 | 11-12
3_| SMAW | E7018 | 32mm ove") | DCE(+) | 110-120 | 21-23
4 | SMAW | E7018 | O32mm (01m) | DCE(+) | 110-120 | 22-23
S| Smaw | E7018 | 032mm (ve) | DCE(+) | 110-120 | 22-23
‘PRUEBA DE TENSION
SSPE" Anco (nm)_| Espesor (rn) | Area re) | Carga Mira igs) | FSMORENOIT® | Tn deftly wbiacion
209.0 9500 445.7 Rompi6 en Metal Base
210.1 9900 462.1 Rompié en Metal Base
ENGAYOS DE DOBLEZ GUIADO
Tipo Tura. Rentado
ORF “ACEPTADO
DR? ACEPTADO
Det "ACEPTADO
Dor ACEPTADO
PRUEBA DE IMPACTO
Espécimen] Ubicacin de [~ Tamaftode | Temperatura [Valores de impacto | Expansion Lateral
No rmuesca | _espécimen | deensayo |" Energia Joule) | Rotwa Fragh | Mis
‘Observaciones:
Lugar y N° de informe de a Prueba: Laboratorio N'Y-Ensayo de
Pruebas Mecénicas conducidas por: | Msc.ng. Ana Torre Carrillo Aes, Universidad Nacional do Ingenierta Expedente
hore
PRUEBA EN SOLDADURA DE FILETE
Resutado satistactori: Si No ___~ _ Penetracién completa en metal origen: Si No
Resutados de macroataque -
‘OTRAS PRUEBAS
Tipo de prueba -
Andis de depésto 5
an Nelson Humberto Sullon Vite [ONi| 46136368 | Proceso ‘GTAW
Nelson Humberto Sullon Vite _|DNi| 46136368 | Proceso ‘SMAW
Prueba conducida por!_Ing. Wiliam Cordero Valverde
‘Nosotos certflamos que os datos en este registro son corectos que las probes fueron preparadas, soldadas y ensayades de acuerdo con los
requerientos dela secctn IX del Codigo ASME.
a
(2071241
THROU
INSPECTOR CERTIFICADO DE SOLDADURA RUIZ RODRIGUEZ Y CIALTDA
POR-RR-001-14 Rev. 01
FOLPREER20
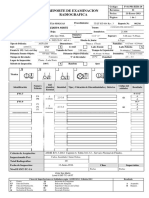
@ REPORTE DE EXAMINACION a
RADIOGRAFICA akeser ae
we tact |
Gliente: RUIZ RODRIGUEZ & CIA SAC __Procedimiento:__IT-ET-RT-002-21 __Reporte Ne: CS008/23.
Proyecto: CALIFICACION DE SOLDADOR Descripcién: Inspeccién en Probeta
Tipede Manan STASI DAMS go _Rapeer SCH.40 6.91 mm)
Proce da Sldaderay GTAW (WEAR 1) Dobe Sona, Ate
TipodePecua: CARESTREAM200 —— Dimenione Om 250 mn Pasar
rar ASTM1B EMT x E1025 | Lado Fuente Lado Pelicula x
FoenzTF192/Ac.en Gig: 2000) Tumatode Poco: Simm Tiempo de Expos: Cnt ia
Distancia = vumbra: =
cee cos Penumbra: 038
- tos ‘T° de Revelado: | Densidad:
ae
LI LI LI LH
| OB | bb | db | OD | Ow
Nietdcain | Nemere | sume] Desde | Tipe y Vision de Dacominedaer Deets | C6434 | Renato
Pelicula | er 7 soldador
LUIS ANGEL GUTIERREZ GUERRERO / DNI: 002239700 / WPS-RR-002-14 Rev. 01
Level il SNT-TC-1 RT
‘Clases de Imperfeclones ex Soldadura sein ASME Sevelon IX Rewind
© Fira TL Tocluson de Tungsteno|
LF Palade Fusion EL Todas Alargada | A Acepado,
IP Fala de Penetacin. CRS Superfcie Concave de la Raz | RRechuzado
PPorosiad Items w Socavado Interne
'SI__Inclusién de Escoria Eu ‘Socavado Extemo |
FORMATO DE CALIFICACION Pagina: det
@) DE SOLDADORES Y OPERADORES _| Piste: 01-0205
u Newz povetaer cn Bot DPIGUEL & CIA. ASME SECCION IX - QW-301. eeu
Nombre Solador” Lis Angel Gutierrez Guerrero CE 002339700 EvanpaN’ LGG-13 CenifisdoN” QAWPG-ASME-008/29]
Descripeién de la Prucba
Identiicacion de WPS desarolado WPS-RRO0214 Rev. 1 X ] Cupén de Ensayo [] Soldadura de Produceibn
Especifcacon de Metal Base: ASTWATOGGrB/ASTM AS3GrB Expesor SCH-40(3.91 mm) Fecha: OS-Agosto-2023,
TAPiSL Gr
Condiciones de Ensayo y Limites de Califcacion.
De acuerdo al QW-452.6 (Soldadura con filet califiadas por prucbas de soldadura en ranura).
Variables de Soldadura (QW-350) Valores Actuales | Rango Calificado
Proceso de Soldadura claw | GTAW
Tipo usado (manual, semi-automatico) Manual Manval
Respaldo (metal, metal soldado, soldado ambos lados, etc.) ‘Sin respaldo-ER70S-6 | Con y sin respaldo - ER 70 S-6
()Plancha (X) Tuberia (ingresar dimetoextero si es tuberia) octet a eco ene ace
Metal Base (Nimero Pa NimeroP) PN PN" a PNSF
Especfcacin (es) de metal de aporte o clsindo (SFA) (dla oy |
informacion. |
Clasificacién (es) de metal de aporte o electrodo (s6lo informacion) ER 70 S-6 |
Metal de aportenfmero (6) F F6 Tobe
Tipo de apne (lionel fndene en el nileapova)(GTAW 6 FAW) Sélido Séigo
pd apo pn na prs elas 391mm eee
‘Planchay |
Posicién Calificada “ iit | timmon | Filete
Todas | Todas | Todas
Progresin Verical (Aseendente/ Descendens) “Ascendente Ascendent
“Modo de ransfrencia(pray/slobularo pulsado a corto cireito-GMAW) =
Gas inet de protecion ‘Argon 99.9% ‘Argin 99.9%
“GTAW Tipo de corintepoardad (AC, DCEP, DCEN) DCEN_GTAW DCEN GTAW
Reslado de Examen Vinal ewoladrs comps (QW 302.) APROBADO
Resultado de Ensayo de Doblez Guiado
Ensayo de Doblez; [| Transversal cara y raiz (QW-462.3 (a), [| Longitudinal de cara y raiz(QW-462-3(b)); [| Lado (QW:462.2);
[| be eps de ea rien aco QW4625(2), [_] Dobler de epecimen de lnc, resistencia al comoiin (QWA625 (8)
[| Macro Pruca para fusién (QW-862.5 (0); [ | Macro Prucba para fusion (QW-462.5(6))
Ti Resta T Tio estado
- - | = -
‘Resultados de a examinacon altenatvaraiogrifica (QW-191), _ ACEPTADO (Ver reporte N° CS0O823 del 0S-Agosto - 2023)
Soldadura de Filete~ Prueba de Rotra (QW-181.2) Longitu y Porentje de defecos: 7
‘Macrotague (QW-184) - Coneavidad / Convexidad
Peleus probs ear Rola Cvo Ala Comat _ QUALITEST SAC :
Prat Mes supervisor: ~ Ease de abso =
‘Soldadura superviseda por: - Fabricio Medardo Arce Minda oo
Crifeans qs osc a asa Gores as prs eyo ngs par, olny pos ro on quis
la Secein IX del Cédigo ASME Eslicin 2021,
© Isla
WS cvll 2071241
ct exp. 7/1/2028
RUIZ RODRIGUEZ & CIA SAC INSPECTOR DE SOLDADURA. ‘SUPERVISION
Cédigo: | FOLPR-EER-20
@ REPORTE DE EXAMINACION Revisién: 1
RADIOGRAFICA — ——
wv Pagina: de 1
Cliente: RUIZ RODRIGUEZ & CIA SAC Procedimiento: IT-ET-RT-002-21 Reporte Ne; CS00S/23
Proyecto: CALIFICACION DE SOLDADOR: Descripeion: Inspeccién en Probeta
Tipo de Materia: ASTMAS3 GrB. Espesor: SCH-40 3.91 mm)
Proceso de Soldadura: GTAW (WPS-RR-002-14 Rev. 01) DisentodeJunta: ATope
Tipo de Pelicula: CARESTREAMT200 Dimensions: ‘70 mmx2S0mm ———‘Pantallas:_0.17nmn-0.2Stamn
1 asmis E747 x E1025 Lado Fuente Lado Pelicula x
Fuente 92/Act.enGbq: 24309 Tamafiode Foco: 314mm Tiempo de Exposicion: “1Sminios20sepmon
Distanc Distanc _ mb one
‘Fuente-Obieto: Obieto-Pelicula: 2 -~ = ne os ~
Tiempo de Revelad Sminaos Te deRevelado: 20°C Densidad: 25-32
Lugar de Inspeccin: TALLER QUALITEST
Método de Inspect: 100% Spot Random
LJ [x FI
Om | db | As
ae
Tdenitcnéa | N80 | alamibre| Densidad | Tipo y Ubcacion de Dcomtinutndesy Detecas | C6120! | Restado
Pelicula | 'y, ¥ a soldador
ALEXANDER NELSON GARCIA QUISPE / DN:
73946366 / WPS-RR-002-14 Rev. 01
PROBETAT
WSNT-TC-1A RT
“Clases de Imperficcones en Soldadura sein ASME Seosion 1X Revuliado
Fis TT Tnclusion de Tungsteno|
LP Fal de Fusion a Tndiccion AD Aceptade,
IP Falta de Penetracién CRS ——_Superice Concave de la Ratz RR Resharado
P—Porosdad Intra, w Soonvado interno
SI___Inclusién de Escoria EU Soeavado Extero
® FORMATO DE CALIFICACION,
DE SOLDADORES Y OPERADORES
Buz Roppicut7 & Cin. ASME SECCION IX - QW-301. ee
o
Nombre Soldador: Alexander Nelson Garcia Quispe DN: 73946366 EstampaN’ AGQ-10 CerificadoN* @-WPQ-ASME-009/23
Descripeién dela Prueba
Idemtficacién de WPS desarrolado: WPS-RR-002-14 Rev. O1 X_] Cupén de Ensayo Soldadura de Produccién
Especificacién de Metal Base: ASTMA106GrB/ASTMAS3GrB_ Espesor. SCH-40(3.91 mm) Fecha: 05-Agosto-2023
TAPLSL Gr B.
Condiciones de Ensayo y Limites de Calificacion.
De acuerdo al QW-452.6 (Soldadura con filetecalificadas por pruebas de soldadura en ranura)..
Tara de Sldadur (QW350 Valores Asal Tango Galindo
Prood Sara GTAW GTAW
Tip odo (nama, seaaonlico) Mana Nana
Tespaldo (etal: metal solo, soldado anos none) Saver ERTS | Cony snvespali “ER TSE
(Pancha (X)Tabera Gages det exemo ss bea) Saxe) Pr Omi esene) sain Aur
etl Bas (Nina Pa Nin) PN PNT a PRISE
Tipecticcin (a) & eal de pare © okarode GEA) (ao a
intone)
Clsiiestn ) deal apes o decode (Sasa TRIOS
etal de pone ier () Fs Tobe
Tio eo it fad op) GTAWGPAW) oar Sali
Cpr epitope dsl astm | meant 7
a
Posicion Caiicada “ | guts, | ciomnon | Filete
Toss [Tole | Todas
Prog Veal (Assendes Desde) si —
Modo d tanec py/oultro asl a coo cists MAW) aa) =
(Gas inerte de proteccin. ‘Angin 99.9% ‘| “Argon 99.9%
GTAW Tipo de orinlolrd (AC, DCED, CEN) DceN Gtaw | DCEN GTAW
Tons eas Va ol copia (W307 TFRORAO
Resultado de Fasaye de Doble Giado
| tnayo de eer, [] Ter amy ie08-4623(0, |] Longin dec nietQW-462.3 6 [) Lao (QW-8235
[_ ] bovke d epecinen bra sca corn (Q¥-4625(0 [| Dobler de specimen de plancha resistencia onostn(QW.62.5 (0):
‘Macro Prucha para fusion (QW.862-5(b);_[ | Macro Prucba para fusiin (QW-462°5 (e))
Tipo Resuliado Tipo Resultado
Resultados de a examinacionalerativaradiogrfia (QW-I91),ACEPTADO (Ver reporte N° CSDOS/23 del OS-Agosto- 2023)
‘Soldadura de Filete~ Prueba de Rotura (QW-181.2): =___ Langit y Porcentaje de defectos: -
“Macroatague (QW-184)
Peliculas o probetas evsluadss por “Rolando Clavijo Arcela
Prucha Mecnicesupervsada por =
Soldadurasupervisads por:
Certficames que lo establecdo en ete registro es corecoy que las probeas de ensayp Aeron pyFparadas, soldadasy probadas de acuerdo con ls requsts de
la Seccin IX del Cédigo ASME Fickin 2021,
act Exp, 7/1/2028
RUIZ RODRIGUEZ & CIA SAC INSPECTOR DE SOLDADURA
[ Codigo: | F-01-PR-EER-20
@ REPORTE DE EXAMINACION, Reriaita: ae
RADIOGRAFICA eae areeer ere!
| ! Pagina: 1det
Cliente: RUIZ RODRIGUEZ & CIA SAC Procedimiento: __IT-ET-RT-002-21__ Reporte Nt: _€003/23
CALIFICACION DE SOLDADOR Deseri Inspeccin en Probota
Tipo de Material: ASTMAS3 GrB 06" Espesor: SCH-40 7.11 mm)
W " Disefo de Junta: - A Tope -
Tipo de Pelicula: 70 mmm x 250 mim Pantallas: 0 127mm-0 254mm
1Qt Asma ] Lado Fuente Lado Pelicula x
Fuente Ir 192 /Act.en Gbq: 243.09 Tamafo ‘Tiempo de Exposicion: 2 minutos 30 segundos
Distancia = Es
eae one 168mm won Penumbra: ons,
Tiempo de Revel Densidad: 25-32
Lugar de Inspeccié
Método de Inspeccién:
[ Ly LI
| Técnica ae) {
|
Ldenicnson | Numer | aise] Densidad | ipo y Uiain de cotniddesy Deets | C6882! | neat
ras | hm er nina De | Cia '
PAULO CESAR GOMEZ NAVARRETE / DNI: 22313470 / WPS-RR-001-14 Rev. 01
FROBETAI | __ pcmersomseat assem , Ra |] POSIGION=66
ja”
(18 em-36 em)
G6:
Criterio de Aceptacién:
Inspeccionado Por:
Fecha Fecha
ROLANDO CLAVOARCELA
Level Il SNT-TC-1A RT
‘Cases de Tapers cn Soldaara ein ASME Seecin BX Resultado ]
oF Tt Tnssin de Tungsten 1
Lr FaldeFasisn, et Indiccion Alargada A Asopado |
TP FaliadePenewacion CRS——_—Supericie Céncava de a Ratz R Resharado |
|B Porosida intern w SoontadoIntemo |
| st__ inchs de Hscoria ev, SouanadoExtero
FORMATO DE CALIFICACION
DE SOLDADORES Y OPERADORES
ASME SECCION IX - QW-301.
(oz pooecu.ca
‘Nombre Soldador: Paulo Cesar Gomez Navarrete DNI 22313470 EsumpaN” PGN-12. CovtfcadoN _ Q-WPQ-ASME-010/23
Deseripeion de la Prueba
Identificacin de WPS desarrollado: WPS-RR-OO-14 Rev.01 X_] Cupén de Ensayo Soldadura de Produccion
Especificacién de Metal Base: ASTMA106GrB/ASTMAS3GrB Espesor: SCH-40 (7.11 mm) Fecha: OS-Agosto-2023,
TAPLSL Ge B
‘Condiciones de Ensayo y Limites de Calificacion.
De acuerdo a QW-452.6 (Soldadura con ite caiiadas por pracbas de soKiadura en ran)
Variables de Soldadura (QW2380) Valores Actuals Rango Caliendo
Proees de Sldadura GTAW/ SMAW GTAW/ SMAW
Tipo uted (manual, sem auoric) Manual Manu
Res (eta tl sola od ano aon) (eeteaes va eee
() Plancha_( X ) Tuberia (ingresar didmetro extemo si es tuberiay | 06 5/8” O.D 102.718" (O73 mm) OD a limitado-A tope
wasn y W826 (0168.30 mn Dimer liitado pra Flee
Metal Base (mero P a NameroP) PHI PN a PNLSF
pein () mel e pro olde GFA) (nora Sis 75a
asian 6) de metal de apr 0 lsrodo (to informacion ERIOS-6 7 E7018
Metal de spore nimero (3) F Frsonrepelde [ent ewa Myton)
Tipo de pas ional nies el ise ohoy GTAW SPAW) Sali Sade
Epeardedestopancneprcnocemiaangwacicy owas | Fe 3mm | Mataéam- Toe / ie linin) |
"rere | | tete
Posicion Calificada 6G > 610mm OD =
Toss [Toi | Todas
Progrion Verical (Ascend /Desendeni) Aaiene Aeon
Gas ierte de preci, Trg 9.996 Train 99.9%6
Modo de wanferecin (ray/sobular opulsado a conto Geuto-OMAW) = =
oe DOR GTaW DEEN GTA
Tas Erna Vial etnias GWE _APROBADO
Resulad de Ensayo de Doblez Giado
| eso debe: [| Tae cam yale (QW423(a), [| Longin! de can y ie (QW-42-3 (6, [| Lao (QW-4622)
Doble de expcinen de beri, resistencia ala caresin(QW-4625(¢): |] Doblen de esposimen de planca, resistencia a a comosin (QW-4625 (8)
Macro Prueba para fusion (QW-462.5 (6): |__| Macro Prueba para fusion (QW-462.5 (e))
Tipo Resultado Tip ‘Resultado
‘Resultados de a examinacionalteratvaradiogrfica (QW-I9T);Aceptado (Ver reporte N® CSO03723 del OS-Agosto 2023)
Soldadura de Filet Prueba de Rotra (QW. __ Longitud y Porcentae de defects:
“Macroaaque (QW-I84) - Concavided / Convert
Peliculas 0 probeasevaluadas por: :
[Ensayo de laboratrio N°
Fabricio Medardo Arce
Praca Mecnica supervsada por
Soldadura supervise pr:
TNSPEETOR DE SOLDADURA
REPORTE DE EXAMINACION Rerisican an
RADIOGRAFICA nee at Sere 2
a ee
Proceso deSokdndura:_GTAW/SMAW (WPS'RICO01-14 ev.) ise de Junta: Atop
Se
Fuente-Obieto: = Objeto-Pelicula: a ees ia
mae, ee
[x LT pH pH LI LI
|
| om | bb | db (OD Ow
l |
191
Numero alae a ean Codigo det
Nentscacin | Petits | Alsmbre] Densidad | Tipe y Ubicacion de Dicontinuidadesy Defects ict) Resultado
LUIS ANGEL GUTIERREZ GUERRERO / DI
102239700 / WPS-RR-001-14 Rev. 01
PROBETA 1
(Oem-18 em)
(18 em-36 em)
G6:
Level il SNT-TC-1A RT
‘Cases de Tmperfeclones en Soldadurasegin ASME Sesion DX “Revaltado
© Fisua TT Tacluson de Tungsteno
LF Palade Pasion EL Iadoasin Alara A Acepade,
IP Fala de Penetracon, CRS Superfiie Concava dela Raz IR Rechuzado
P Porosdad Intems w Socavado Inierno
‘SI__ Inclusion de Essoria EU. Socavado Externo
Luis Angel Gutierrez
[Nombre Solder: rn
FORMATO DE CALIFICACION
DE SOLDADORES Y OPERADORES
ASME SECCION IX ~ QW-301.
CE: 002239700 EstampaN” — LGG-13-__CerfcadoN*_Q-WPQ-ASME-011/23
Reg.: QUAOTOOS
Rev: 01
Descripeion de la Prueba
Identificacién de WPS desarrollado: WPS-RR-001-14 Rev.01
X_] Cupén de Ensayo Soldadura de Produccién
TAPLSL GrB.
‘Condiciones de Ei
Especificacin de Metal Base: ASTM A 106Gr B/ASTMAS3GrB_ Espesor:
yoy Limites de Calificacién.
De acuerdo al QW-452.6 (Soldadura con flete caificadas por prucbas de soldadura en ranura)-
SCH-40 (7.11 mm) Fecha: OS-Agosto-2023
Tabi de Solttere (QW35 ror eta ae Glan
Frsso tas Craw omAW raw
Tis nl fe aaa) Ma ta
Rept (nel nel laa, as ans an) erm tamsé | Conysirople- IR S6
1) Fimta_(X) Thai Gagner Hina cxeme sic what | 0658 OD | CHF (rh nm ODsinin ee
otSSon ise ikem — | tana temas en ice
Meal ae tno Fane PD mT PLA FRE
Ser asl
Clasificacin (¢s) de metal de aporteo electrodo(s6lo informacién)
ER 708-6 / E7018
Deter ees ten ies (OW25 (6)
[1] Maco Praca pr fxn (QW-4625 (0%
6 sin respaldo/ Todo FNS 7
Metal de aportenémero (s)F con respaldo | _FN'IFN'2EN'SyFN% (Con espaldo
“Tipo de apo (sidefetlofundene ene nicleoipolvo) (GTAW & PAW) Sélido Sélido
. o ¥6 3mm Hasta 6 mm- Tope / Filet (limita)
Espesor de deésto para cada proceso de soldadura QW-452.1 (6) QW-AS26 oer cree ay oe
Finday | pee
"rete | Filete
Posici6n Calificada 6G lomo | #00 00
‘Todas | Todas [Todas
Progresion Vertical (Aseendente/ Deseendente) ‘Aseendente Ascendente
Gas inert de proteecion ‘Aran 99.9% ‘Argén 99.9%
: DCEN GTAW DCEN GTAW
GTAW/SMAW Tipo de corientepolaridad (AC, DCEP, DCEN) pcesiaune Beeaaa
Terni rane Vad ara conga OWE) APROBADO
Resultado de Ensayo de Dobler Gund
Eno deDele, [] Tameracan ral QW-23 (0, |] Langa! deca yl(QW-42 6, [] Lao QW
able deepened pla ress coon QWA62
Par Pratap ain
2.50)
Tipo Resultado
Tipo Resultado
Resultados dela examinacionaemativaradiografica (QW-191)
Soldadura de Filet Prac de Rotra (QW-181.2): -
Macroataque (QW-184) = ‘Tamato de Flee:
Peliculas oprobetasevaluada por:
Prueba Mecnica superisad por
Soldadurasupervisada por
la Seceisn IX del Cédigo ASME Ealick 2021,
RUIZ RODRIGUEZ & CIA SAC
Longiud y Porcentaje de defects
Compaais
Ensayo de laboratorio N°
Fabricio Medardo Arce Minds
‘Certfcamce que lo etablesido en este registro es correo y que ls probets de esay
eZ,
INSPECTOR DE SOLDADURA
om preparadas, soldadasy probeda de acuerdo con los requists de
Concavidad / Convex
F-OLPR-EER-20
REPORTE DE EXAMINACION RevisiGns 1
RADIOGRAFICA = —
[ Pagina: 1de1
RUIZ RODRIGUEZ & CIA SAC Procedimiento: __IT-ET-RT-002-21__ReporteNe:_ CS004/23
CALIFICACION DE SOLDADOR: Deseripcién: Inspeccién en Probeta
ASTMAS3 GrB Espesor: SCH-40 (7.11 mm)
: ‘A Tope
CARESTREAM 7200 70mm x280mm ————Pantallas: —0.177om-0284nm
ASMMIB BTA ‘Lado Fuente Lado Pelicula [X]
Fuente Ir 192/Act.en Gh: 24309 Tamatio de Foco: 3.14 mm _ Tiempo de Exposic
Distancia oem Distancia ee
Fucnte-Obieto: Objeto-Pelicule:
‘Tiempo de Revela 5 minutos TedeRevelado: 20°C
Lugar de Inspeccién: —_ TALLER QUALITEST
Método de nspeccin: 100% Xx] Random | Spot
i} LT LJ LJ LJ
OD | bib | OH | db 1s
| me TF
Numero | 12 Codigo det
Identificacion Alambre| Densidad | Tipo y Ubicacion de Discontinuidades y Defectos Resultado:
Pelicula | Alambre voldador
ALEXANDER NELSON GARCIA QUISPE / DNI: 73946366 / WPS-RR-001-14 Rev. 01
PROBETA I
POSICION= «6
= =
"ASME Seccién IX Edicién 2021.
Rolando Clavijo/ Fabricio arce
Cliente Supervisién
Fecha: Fecha
‘Case de Tmperfeciones en Soladura sgn ASME Secclon 1X Resuliado
© Fara TL Inclusion de Tungsteno
LF Fala deFusidn oy Toicacién Alara A. Acopiado,
IP Fala dePenetacion CRS ——_SuperiieCncava de la Ruiz | R Resharado
PPvosiad intern wu Socrvado Interne |
si
Inclusin de Escoria EU Socavado Externe |
FORMATO DE CALIFICACION Pégina: 1 det
DE SOLDADORES Y OPERADORES plas Os at
Reg: QUAO1O04
ASME SECCION IX - QW-301. Rewor
a
DDeseripelin de la Prucba
entiicacion de WPS deseroliado:__WPS-RROO1-14 Rev.01 X ] Cupén de Ensayo [/_] Soldadura de Produccion
Especifiacin de Metal Base: ASTMA06GrB/ASTMAS3GrB Espesor: SCH-4D(7.11 mm) Fecha: OS-Agosto-2023
APLSL Gr
Condiciones de Ensayo y Limles de Califeacoa,
De acuerdo al QW-452.6 Soldadura con lee califcadas por pruebas de soldadura en ranura).
Variables de Soldadura (QW-350) Valores Actuales Rango Calificado
Proceso e Soldadura GTAW/ SMAW GTAW/ SMAW
Tipo wsado (manual, semi-automaio) Manual Manual
Sines“ ERTOS6 | Cony sin respldo ER 7056
Respald (metal, metal soldad,soldad ambos lados, te.) naa aaa
(> Plancha( X ) Tuberia (ingresar didmetr extemo si es uber) | 06518" OD | O27 (OTS) ODaliniado-A wpe
QW-4523) W526. (0168.30 mm) Diametro lita pra Flt.
Metal Base (Numero P a NimeroP) PNT PNL a PN'ISF
specifics es) metal apart oes (SFA) (Gl informacion) 318 75a
Clasificacién (es) de metal de aporte 0 ¢lectrodo (sélo informacién) ER 70 $6 / E7018
is F6 sin respatdo/ | Todo FN°6.
Metal de aportenimero (3) F Faeonvespaido | FNLEN2EN) PNM (oor)
Tipo de prs tanta anes ee niet) (GTAW SPAN sélido | Sélido
F6 3mm | Has mm. Tope File (limiadoy
_Espesor de depsito para cada proceso de soldadura QW-452.1 (b)y QW-4526 nia dente erie
| iy | — nae
ar Fite
Posicién Calificada 6G > 610mm op | <"6!0mm OD
Todas | Tod | Todas
Progresin Verical (Ascendens/Descendent) ‘Ascendent ‘Ascendente
Gas inert do protecio. -Argin 9.9% Argén 9.96
, DCEN GTAW DCEN GTAW
(GTAW/SMAW Tipo de coiente/plaridad (AC, DCEP, DCEN) peaicray PAY
Tsao Brann Vina ds laa snp QW TRAY, _APROBADO
Resultado de Ensayo de Dobler Guiado
mayo de Dobler: [] Tavera cay (W462. (0, [Longin decay ai QW-4623 oy; [] Lado (QW.
Doble de especines de bert resieniaa a crs (QW-4625(@). |_| Dobez de especimen de plancha, resistencia al corosién (QW462.5 (4);
“Macro Prueba para fusin (QW-462.5(b)); |_| Macro Praca pra fusién (QW-4625(e))
Tipo Resultado Tipo Resultado
Resultados dela examinacionaltemativa adiogrifica (QW-191)- Aeeptado (Ver reparte N° CSO04/23 del OS-Agosto- 2023)
‘Soldadura de Filete~ Prueba de Rotura (QW-181.2): - Longitud y Porcentaje de defectos: _—
Macrostaque (QW-184) - Tama de Flee: Concavided/ Conveniad
Peliculas o probes evaluadas por: “Rolando Claijo Arce (Compan: ori ese QUALITRST.@:A.c nami
Prueba Mecinica supervsada por ane Ensayo de laboratrio N° ~
‘Soldadurasuperisada por: Fabricio Medardo Arce Minda
‘Certfcamos que lo establecdo en ete registro es corecto y que ls probeas de ensayo fu as, sokdadasy probadas de acuerdo on los requisitos de
la Secel6n IX del Csdigo ASME Eacin 2021,
J Tia
S cwinzo7i241
act EXP, 7/1/2024
INSPECTOR DE SOLDADURA
RUIZ RODRIGUEZ & CIA SAC SUPERVISION
Cédigo: | F-OLPR-EER-20
REPORTE DE EXAMINACION a
RADIOGRAFICA zoom eee
Pagina: idet
Gente: __ RUIZ RODRIGUEZ & CIASAC _Procedimiento:_IT-ET-RT-002-21_ Reporte i: 800223,
Proyecto: CALIFICACION DE SOLDADOR Deseripcin: Inspeccién en Probeta
Tipo de Material: ASTM ASS GeB
Proceso deSoldadura: OTA :
TipodePelicul: __CARESTREAM 200 Dimensiones: 70mm 250 mm_
1a ASTM IB 47 x E1025 | Lado Fuente x
Fuente Ir192/Act.en Gbq: 24309 Tamato de Foco: 314mm Tiempo de Expos -
Distani sem 2
Fuente-Obieto: "
Tiempo de Revelado: 3
Lugar deInspeccida: TALLER QUALITEST
“Método de Inspeccién: 100%
Ly LJ LI
Técnica ow s {
dettcacin | Name | susmtre| Densidad | Tp y Vian de Dacontnedaery Dette | CO5Q824 | nentade
Pelicula | Esencial E bee Y soldador ,
ANGEL CHRISTIAN NAVARRO RAMIREZ / DNI: 40521907/ WPS-RR-001-14 Rev. 01
PROBETAT | —- — - : recone
(Ocm-i8cm) | PL A
“(8 cm-36 m)
(36 cm-0 cm)
ion 2021. |
Rolando Clavijo/ Fabricio arce
03
{ 05 (faggsto- 2023
Am Fecha Fecha
ROI CLAVIJO ARCELA
Level i SNT-TC-A RT
inst de Tperfeccons en Soidadura sin ASME Sein TX Rewind
Fw Tt Tocusion de Tungsten
Lp Fatude Fusion n Tndienion Alpe A peeps
TP FaladePeneracion CRS ——_Stperfcie Concave dea Ra R Resacndo
PPorcidad ina TU” Soran tame
S1_lnlsin de Eooria EU___Sucaado Eten
} FORMATO DE CALIFICACION i
® Roppicuez € Cia. DE SOLDADORES Y OPERADORES
bug = ASME SECCION IX - QW-301. queen
M
‘Angel Christian
Neo, Angel Chistian 401907 EtampeN —ANRAMM Ceo” QWPO-ASME-O1923
Derg deta Prueba
Wenttacin de WPS desroide: __WPS-RROOI-I6 Revol__[ X] Cup6n de Ensyo [ ] Soldadura de Prousin
Espen de Metal Bae: ASTAUAOGGrB/ASTMTASGr®Eopesrs SCH-D(T1 mm) Fecha O6Agontr2023
arts cra
Condoms de nsayoy Limite de Calas,
De acuerdo al QW-4526(Soldadra con let caliendas por pruebas de solders on ana)
Varah de Sldadura (QW-380) ‘Valores Actes Range Caco
Prosi de Slat GTAW/ SMAW GTAW/ SMAW
Tipo wad (anu emaoric Mana Manual
spo ot mel sold, sao anos ns era || earn
( ) Plancha (X ) Tuberia (ingresar didmetro externo si es tuberia) 06 5/8" O.D (02.7/8° (O73 mm) OD a Hlimitado-A tope
QW-452.3 y QW-452.6. (@168.30 mm) Diametro Hlimitado para Filete.
‘Metal Base (mer Pa Nino P) Pel PNT « PN'ISF
Tse de ta ego o eds SFA) al norm) 518751
Cea (6) de metal de apne oelerodo (i iformacion) | ERTOS6 / E708
Metal de porte mero (6)F Faconrepldo | FX*KEN: EM) HS cm apt
Tipps ado eso) GTAW PAW) Séld St
Espesor de depsito para cada proceso de sodaduraQW-4S2.1 (6) QW-#826 Rite (| cae ee
Pandy |
Pin aia | 6c | sl | on | Fine
Tots | Tota _| Toa
Progra Versa (Assendene Desenden) Tendo Tendon
Gas nr de pris, Arn 99.96 Ain 99.9%
ee Dee craw paar
Resultado de Examen Visual de sldadura completa (QW-302.3 _ APROBADO.
Resultado de Ensayo de Doblez Guiado
Ensayo de Doblez: || Transversal cara y ruiz (QW-462.3(a)), [| Longitudinal de cara yraiz(QW-462-3,(b)); [| Lado (QW-462.2
|) Doble de specimen de tuber, resistencia corosiin (QW-4625(). | | Doblez de ‘especimen de plancha, resistencia a la corrosién (QW-462.5 (d));
[Macro Prat pr isin (QW-4625 (0), [| Maso Pr ara fxn (QW-A62 5 ()
Tio Rewlado To Reha
‘Resultados de a examinacon alternative radiogrfica (QW191). Acepta
Verran
Solas Fike —Prsh de Roti (QW-I8.2 = Unga Poemnie des
Masa (QN-18) - Fate di
pen i ino Coan
‘Prueba Mecanica supervisada por: - Ensayo de aboratoio N° -
Solin sipevisa o iso Mead Ars ins
Cfo ao lls wean gin wos yi pr cps
LP
la Seccin IX del Codigo ASME Ealclin 2021,
J
S ow idori2as
act EXP, 71112008
INSPECTOR DE SOLDADURA,
RUIZ RODRIGUEZ & CIA SAC
También podría gustarte
- Hornos e Incineraines 06-04-13Documento1 páginaHornos e Incineraines 06-04-13william cordero valverdeAún no hay calificaciones
- Hornos e Incineraines 28-12-13Documento1 páginaHornos e Incineraines 28-12-13william cordero valverdeAún no hay calificaciones
- Msds VP 30 Espa Ol 1 06Documento2 páginasMsds VP 30 Espa Ol 1 06william cordero valverdeAún no hay calificaciones
- Cot 0016-14Documento2 páginasCot 0016-14william cordero valverdeAún no hay calificaciones
- Rep 005-16 Ps Arequipa Lado Norte 13-06-16 Ø 3 Espesor 5.49 MMDocumento4 páginasRep 005-16 Ps Arequipa Lado Norte 13-06-16 Ø 3 Espesor 5.49 MMwilliam cordero valverdeAún no hay calificaciones
- Rep 002-15 PS NORTE DEPOSITO 2 15-06-16 B31.3.Documento2 páginasRep 002-15 PS NORTE DEPOSITO 2 15-06-16 B31.3.william cordero valverdeAún no hay calificaciones
- 202307191819Documento4 páginas202307191819william cordero valverdeAún no hay calificaciones
- REP 002-16 PS AREQUIPA LADO NORTE 13-06-16 Ø 1.5-3 Espesor 3.68mm-5.49mmDocumento1 páginaREP 002-16 PS AREQUIPA LADO NORTE 13-06-16 Ø 1.5-3 Espesor 3.68mm-5.49mmwilliam cordero valverdeAún no hay calificaciones
- REP 007-16 PS AREQUIPA LADO NORTE 14-06-16 Ø 2.5 Espesor 5.16 MMDocumento3 páginasREP 007-16 PS AREQUIPA LADO NORTE 14-06-16 Ø 2.5 Espesor 5.16 MMwilliam cordero valverdeAún no hay calificaciones
- 14730-P-IS-001-MOD-01 Plano de Detalle Isometrico e Identificación de JuntasDocumento1 página14730-P-IS-001-MOD-01 Plano de Detalle Isometrico e Identificación de Juntaswilliam cordero valverdeAún no hay calificaciones
- 118 Ultimos MovimientosDocumento1 página118 Ultimos Movimientoswilliam cordero valverdeAún no hay calificaciones
- ASME Sección VIII Div. 1 Edición 2007 - Adenda 2009Documento1 páginaASME Sección VIII Div. 1 Edición 2007 - Adenda 2009william cordero valverdeAún no hay calificaciones
- Rep 006-16 Ps Arequipa Lado Norte 14-06-16 Ø 3 Espesor 5.49 MMDocumento5 páginasRep 006-16 Ps Arequipa Lado Norte 14-06-16 Ø 3 Espesor 5.49 MMwilliam cordero valverdeAún no hay calificaciones
- Titulos Pendientes Y/O Suspendidos: NingunoDocumento4 páginasTitulos Pendientes Y/O Suspendidos: Ningunowilliam cordero valverdeAún no hay calificaciones
- Sílabo - Inducción de Seguridad y Salud en El TrabajoDocumento2 páginasSílabo - Inducción de Seguridad y Salud en El Trabajowilliam cordero valverdeAún no hay calificaciones
- FISE Licitaciones 001 2016 Bases IntegradasDocumento86 páginasFISE Licitaciones 001 2016 Bases Integradaswilliam cordero valverdeAún no hay calificaciones
- Carta Regojo de GuiaDocumento1 páginaCarta Regojo de Guiawilliam cordero valverdeAún no hay calificaciones
- Instalaciones Industriales Ig-3Documento66 páginasInstalaciones Industriales Ig-3william cordero valverdeAún no hay calificaciones
- SubContratistas SS PetrolerosDocumento1 páginaSubContratistas SS Petroleroswilliam cordero valverdeAún no hay calificaciones
- DS 008-2015-EmDocumento5 páginasDS 008-2015-Emwilliam cordero valverdeAún no hay calificaciones
- Tipos de InspeccionDocumento4 páginasTipos de Inspeccionwilliam cordero valverdeAún no hay calificaciones
- 1 - Comercializacion GNV-GNC-GNLDocumento31 páginas1 - Comercializacion GNV-GNC-GNLwilliam cordero valverdeAún no hay calificaciones
- Const - SCTR2548824-S0038777-SALUD - JULIODocumento1 páginaConst - SCTR2548824-S0038777-SALUD - JULIOwilliam cordero valverdeAún no hay calificaciones
- Gas Natural ComprimidoDocumento57 páginasGas Natural Comprimidowilliam cordero valverde100% (1)
- 12 Const - SCTR2506769-P0042044-PENSIONES - JUNIODocumento2 páginas12 Const - SCTR2506769-P0042044-PENSIONES - JUNIOwilliam cordero valverdeAún no hay calificaciones
- Neogas Ipega Uni Jun 2011Documento22 páginasNeogas Ipega Uni Jun 2011william cordero valverdeAún no hay calificaciones
- 2578 Masificacion Del GN en El PeruDocumento16 páginas2578 Masificacion Del GN en El Peruwilliam cordero valverdeAún no hay calificaciones
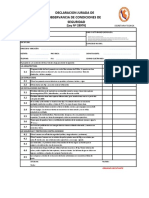
- Formato 1 DJ de Observancia para DescargarDocumento4 páginasFormato 1 DJ de Observancia para Descargarwilliam cordero valverdeAún no hay calificaciones
- P-T-Ind-Ac-21-017-Refuerzo de Línea Av Primavera-Erp Surco.Documento6 páginasP-T-Ind-Ac-21-017-Refuerzo de Línea Av Primavera-Erp Surco.william cordero valverdeAún no hay calificaciones
- Costos para Obtener La Licencia de FuncionamientoDocumento1 páginaCostos para Obtener La Licencia de Funcionamientowilliam cordero valverdeAún no hay calificaciones