También podría gustarte
- Ficha 17289Documento2 páginasFicha 17289Jason PalmerAún no hay calificaciones
- SYLPYL 113 AS Technical Datasheet PDFDocumento3 páginasSYLPYL 113 AS Technical Datasheet PDFJorge LaraAún no hay calificaciones
- 018-19 Reporte de Evaluacion de Adherencia Por Traccion 09-04-19 Ingemetales - Jarosita Probeta #2Documento2 páginas018-19 Reporte de Evaluacion de Adherencia Por Traccion 09-04-19 Ingemetales - Jarosita Probeta #2Luis Alexander Cristobal UbaldoAún no hay calificaciones
- ftm10 2014Documento2 páginasftm10 2014Carlos Jorge Julio Llerena PulidoAún no hay calificaciones
- Hoja Tecnica JetShildDocumento2 páginasHoja Tecnica JetShild9116052Aún no hay calificaciones
- Spray Pintura Galvanizada en Frio - Ficha TecnicaDocumento2 páginasSpray Pintura Galvanizada en Frio - Ficha TecnicaSamuelDussanAún no hay calificaciones
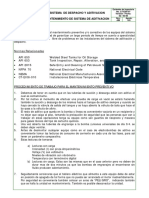
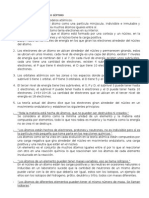
- CT-EI05-07-Mantenimiento de Sistema de AditivaciónDocumento9 páginasCT-EI05-07-Mantenimiento de Sistema de AditivaciónKaylee Mia Patterson CrawfordAún no hay calificaciones
- Multimetro Fluke 87vDocumento4 páginasMultimetro Fluke 87vGrecia Paola Garza RodriguezAún no hay calificaciones
- 1SDA062116R1Documento3 páginas1SDA062116R1juan peñaAún no hay calificaciones
- JohaaaDocumento7 páginasJohaaaEMMRAún no hay calificaciones
- Fotocontrol Electronico LumitronDocumento3 páginasFotocontrol Electronico LumitronAldo Marcelo Soliz AngolaAún no hay calificaciones
- IMPERITEDocumento5 páginasIMPERITEHector MacavilcaAún no hay calificaciones
- Utw21605 Maquina Soldar InverterDocumento3 páginasUtw21605 Maquina Soldar InverterRenny pacheco100% (1)
- Festergrout NM 800Documento2 páginasFestergrout NM 800Heron Herrera100% (1)
- Jones Blair Primary Coat Data Sheet SpanishDocumento2 páginasJones Blair Primary Coat Data Sheet SpanishPlata ElpidioAún no hay calificaciones
- Catalogo1 Intec Portero PDFDocumento38 páginasCatalogo1 Intec Portero PDFarlopasAún no hay calificaciones
- Ficha Tecnica Speed Blast Abrasivo EcologicoDocumento8 páginasFicha Tecnica Speed Blast Abrasivo Ecologicojose alberto sanchez torresAún no hay calificaciones
- NACE RP 0178 - Diseño y Fabricación de Tanques Revestidos 95Documento15 páginasNACE RP 0178 - Diseño y Fabricación de Tanques Revestidos 95matutecachemira100% (1)
- Stonclad Gs Hoja TecnicaDocumento2 páginasStonclad Gs Hoja TecnicaErick PradoAún no hay calificaciones
- NEURTEK Pintura RecubrimientosDocumento96 páginasNEURTEK Pintura RecubrimientosKali Tapia LunaAún no hay calificaciones
- Formato Tarjetas de Bloqueos Con MedidasDocumento6 páginasFormato Tarjetas de Bloqueos Con MedidasMaykol Robert Ramirez GraweAún no hay calificaciones
- NTC591Documento10 páginasNTC591Susan Carolina Lozano VergaraAún no hay calificaciones
- Ceremastic 1000Documento5 páginasCeremastic 1000Victor Hugo Bustos BeltranAún no hay calificaciones
- Nte Inen 504Documento20 páginasNte Inen 504Majo TorresAún no hay calificaciones
- Lincoln Precision Tig 225Documento40 páginasLincoln Precision Tig 225Juank AlmeidaAún no hay calificaciones
- Cfe-P27 Alquitran de Hulla 1 ComponenteDocumento2 páginasCfe-P27 Alquitran de Hulla 1 ComponenteOswaldo SantoyoAún no hay calificaciones
- Cristalan 1847 FTDocumento2 páginasCristalan 1847 FTHuber Abad Alvarado CoronelAún no hay calificaciones
- STEULER KCH Catalogo - ESPANOL Impresion 12 2015 OpDocumento20 páginasSTEULER KCH Catalogo - ESPANOL Impresion 12 2015 OpcesarAún no hay calificaciones
- Universidad Ricardo PalmaDocumento22 páginasUniversidad Ricardo PalmaCarlos PariAún no hay calificaciones
- Vdocuments - MX NRF 194 Pemex 2007 F Cupones de CorrosionDocumento23 páginasVdocuments - MX NRF 194 Pemex 2007 F Cupones de CorrosionRamón Edwardo GarcíaAún no hay calificaciones
- Manejo Residuos Solidos - V01Documento1 páginaManejo Residuos Solidos - V01Edgar SanchezAún no hay calificaciones
- SYLPYL 3922 Barrera Contra Fuego BS R2Documento2 páginasSYLPYL 3922 Barrera Contra Fuego BS R2Sergio Est MatAún no hay calificaciones
- Método de Prueba Estándar para Dureza de Penetración de Plásticos Rígidos Por Medio de Un Impresor BarcolDocumento4 páginasMétodo de Prueba Estándar para Dureza de Penetración de Plásticos Rígidos Por Medio de Un Impresor BarcolRobertoAún no hay calificaciones
- Procedimiento Chrysler 12.06.00-04 - CHR-03Documento60 páginasProcedimiento Chrysler 12.06.00-04 - CHR-03DearRed FrankAún no hay calificaciones
- PDS HEMPADUR 47300 es-ESDocumento2 páginasPDS HEMPADUR 47300 es-ESManuel CastanonAún no hay calificaciones
- Certificado de Calidad Sika Cem CuradorDocumento1 páginaCertificado de Calidad Sika Cem CuradorIvan CruzAún no hay calificaciones
- Recubrimiento Tipo Nano Compuesto Del Zrn-Ag. 20182574046Documento11 páginasRecubrimiento Tipo Nano Compuesto Del Zrn-Ag. 20182574046Holman Sandoval RojasAún no hay calificaciones
- Hempadur 85671Documento3 páginasHempadur 85671Olvis GuillenAún no hay calificaciones
- Auroplast Epoxi 500Documento1 páginaAuroplast Epoxi 500miguel cervantesAún no hay calificaciones
- Une-En - Iso 10819Documento3 páginasUne-En - Iso 10819Coordinación de Proyectos JKAún no hay calificaciones
- NTC 5429 - HongosDocumento16 páginasNTC 5429 - HongosClaudia Rodas ParraAún no hay calificaciones
- HEMPADUR MASTIC 45880 (Autoimprimante) - Ficha TecnicaDocumento3 páginasHEMPADUR MASTIC 45880 (Autoimprimante) - Ficha TecnicaeternalkhutAún no hay calificaciones
- P-004 Procedimiento Ensayo Dureza ShoreDocumento6 páginasP-004 Procedimiento Ensayo Dureza Shorecesar meloAún no hay calificaciones
- Sikagrout 212Documento1 páginaSikagrout 212Gusstavo Miranda HiginioAún no hay calificaciones
- Acindar Alambres de ResortesDocumento1 páginaAcindar Alambres de ResortesHernán H.Aún no hay calificaciones
- Formatos de Pre Uso de EquiposDocumento5 páginasFormatos de Pre Uso de Equiposjimmy david espinoza mejiaAún no hay calificaciones
- Rlp21 Dpi Reporte de Conductividad 080615 RcaDocumento1 páginaRlp21 Dpi Reporte de Conductividad 080615 RcaHenry Valencia VelizAún no hay calificaciones
- Informaciones Tecnicas TornillosDocumento7 páginasInformaciones Tecnicas TornillospablitochoaAún no hay calificaciones
- Nte Inen 2472Documento9 páginasNte Inen 2472Tito MuñozAún no hay calificaciones
- D8500 22Documento42 páginasD8500 22jc_rivera1Aún no hay calificaciones
- Sikadur 31 AdhesivoDocumento2 páginasSikadur 31 AdhesivoJose Pebby MedinaAún no hay calificaciones
- Procedimiento de Aplicacion ICAT LS 2001 Basecoat - 2 LinksDocumento5 páginasProcedimiento de Aplicacion ICAT LS 2001 Basecoat - 2 LinksMauricio OcampoAún no hay calificaciones
- Ensayo Contrastacion de ManometrosDocumento14 páginasEnsayo Contrastacion de ManometrosSEBASTIAN BARRERA SALAZARAún no hay calificaciones
- 2G000-97 Fleje y GapaDocumento9 páginas2G000-97 Fleje y GapaEduardo CuevasAún no hay calificaciones
- OmniScan TOFD ES A4 201502Documento4 páginasOmniScan TOFD ES A4 201502Victor Antonio Diaz FaundezAún no hay calificaciones
- Astm e 114-10Documento12 páginasAstm e 114-10German Felipe TorresAún no hay calificaciones
- CODIGOSDocumento21 páginasCODIGOSldic1986Aún no hay calificaciones
- Soldadora de HieloDocumento8 páginasSoldadora de HielotangoAún no hay calificaciones
- Manual de Cebora 200 M SynergicDocumento4 páginasManual de Cebora 200 M SynergicAlessandro Sanchez HernandezAún no hay calificaciones
- TITAN 1 3 Kva 220 Vac 1Documento2 páginasTITAN 1 3 Kva 220 Vac 1Anthony BeltranAún no hay calificaciones
- Q207 - Informe - Sfc18-A - Duque MatrizDocumento1 páginaQ207 - Informe - Sfc18-A - Duque MatrizAnthony BeltranAún no hay calificaciones
- Ficha Técnica Elevador Sinoboom GTJZ0808Documento1 páginaFicha Técnica Elevador Sinoboom GTJZ0808Anthony BeltranAún no hay calificaciones
- Workholding Valves ES-LADocumento26 páginasWorkholding Valves ES-LAAnthony BeltranAún no hay calificaciones
- Riel Secado SombrerosDocumento3 páginasRiel Secado SombrerosAnthony BeltranAún no hay calificaciones
- Registro Terminos y Condiciones BKBM P02 R002Documento2 páginasRegistro Terminos y Condiciones BKBM P02 R002Anthony BeltranAún no hay calificaciones
- Fallas Comunes de Maquina y SolucionesDocumento8 páginasFallas Comunes de Maquina y SolucionesAnthony BeltranAún no hay calificaciones
- 3.CypCut Manual de Usuario V6.3.6Documento79 páginas3.CypCut Manual de Usuario V6.3.6Anthony BeltranAún no hay calificaciones
- Manual de Usuario MIG 181 CDocumento6 páginasManual de Usuario MIG 181 CAnthony BeltranAún no hay calificaciones
- TEE-UNIDAD 2-Clasificación Geométrica de Los Sistemas de FuerzasDocumento33 páginasTEE-UNIDAD 2-Clasificación Geométrica de Los Sistemas de FuerzasJor-El Moreno67% (3)
- Problemas de Quimica Segunda Parte 2009Documento21 páginasProblemas de Quimica Segunda Parte 2009LuisGonzalesVelaAún no hay calificaciones
- TRABAJO PRÁCTICO 3 El Átomo Mol Volumen MolarDocumento5 páginasTRABAJO PRÁCTICO 3 El Átomo Mol Volumen MolarGuillermo SajamaAún no hay calificaciones
- Economia DescalzaDocumento20 páginasEconomia DescalzaTalito Fandiño BejaranoAún no hay calificaciones
- Doce Vínculos de La Originación InterdependienteDocumento32 páginasDoce Vínculos de La Originación InterdependienteG Rafael SinfonteAún no hay calificaciones
- Germinacion de La Cebada Avance ModificadoDocumento35 páginasGerminacion de La Cebada Avance ModificadoLucy BaoAún no hay calificaciones
- Catalogo General VictaulicDocumento164 páginasCatalogo General VictaulicdiorglanAún no hay calificaciones
- 10.4 Estudio Fotometrico CafeteriaDocumento21 páginas10.4 Estudio Fotometrico CafeteriaAndres Felipe Astudillo SanjuanAún no hay calificaciones
- Taller de Recuperación Grado SéptimoDocumento3 páginasTaller de Recuperación Grado SéptimoYulieth Contreras100% (1)
- JdndjsDocumento18 páginasJdndjsOscar MedellinAún no hay calificaciones
- Especificaciones Tecnicas CanalDocumento17 páginasEspecificaciones Tecnicas CanalHéctor Quispe ChancasAún no hay calificaciones
- Coberturas Metalicas CurvadasDocumento9 páginasCoberturas Metalicas CurvadaserickAún no hay calificaciones
- Derivadas de Una Función 2Documento10 páginasDerivadas de Una Función 2FELIPE DIAZ DIAZAún no hay calificaciones
- Sesiones de PatinesDocumento19 páginasSesiones de PatinesBicho06Aún no hay calificaciones
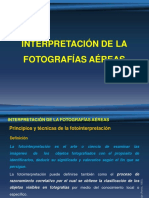
- Interepretacion de Las Fotografias AereasDocumento36 páginasInterepretacion de Las Fotografias AereasRonaldo100% (1)
- RLM2021Galeno - 11 - Cuadrados MágicosDocumento2 páginasRLM2021Galeno - 11 - Cuadrados MágicosCalderón Calisaya WGAún no hay calificaciones
- Biologia OriginalDocumento15 páginasBiologia OriginalAngie Corcho100% (1)
- KRYON 1 - Los Tiempos Final (Lee Carrol)Documento129 páginasKRYON 1 - Los Tiempos Final (Lee Carrol)api-3781260Aún no hay calificaciones
- Por Qué en Estos Días Se Calienta El Salón de Clases Luego de Cerrar Ventanas y PuertasDocumento2 páginasPor Qué en Estos Días Se Calienta El Salón de Clases Luego de Cerrar Ventanas y PuertasJorge AsencioAún no hay calificaciones
- 4.4. - Gráficas CruzadasDocumento22 páginas4.4. - Gráficas Cruzadasluis leon alvaradoAún no hay calificaciones
- Introducción HormigónDocumento8 páginasIntroducción HormigónRIcardo de jesus teheran correaAún no hay calificaciones
- Pit Ot GrupoDocumento17 páginasPit Ot GrupoGERALDINE TORIBIOAún no hay calificaciones
- Teoría Del ConsumidorDocumento26 páginasTeoría Del ConsumidorAlfredo MenesesAún no hay calificaciones
- Actividad Integradora II - FìsicaDocumento2 páginasActividad Integradora II - FìsicaJacquelineAún no hay calificaciones
- Practica 02 - Lamparas Serie ParaleloDocumento5 páginasPractica 02 - Lamparas Serie ParaleloAlejandro MartinezAún no hay calificaciones
- Proceso General de Deshidratación Por AbsorciónDocumento13 páginasProceso General de Deshidratación Por AbsorciónJohnnie G. Machaca VargasAún no hay calificaciones
- HCartier Del Natural PDFDocumento12 páginasHCartier Del Natural PDFMiguel BiancoAún no hay calificaciones
- Laboratorio Química - Difusión de GasesDocumento15 páginasLaboratorio Química - Difusión de GasesLucero DávilaAún no hay calificaciones
- Práctica 05. Equivalentes y NormalidadDocumento7 páginasPráctica 05. Equivalentes y NormalidadDanahy PraviaAún no hay calificaciones
- FDC-267616 20HP 4P Nema Codigo 16284227Documento2 páginasFDC-267616 20HP 4P Nema Codigo 16284227alvaro pachecoAún no hay calificaciones