También podría gustarte
- Astm A307Documento10 páginasAstm A307cabelmarAún no hay calificaciones
- Acero Estructural Al Carbono: Designación: A36/A36M - 19Documento5 páginasAcero Estructural Al Carbono: Designación: A36/A36M - 19Franciis VelasquezAún no hay calificaciones
- A36A36M TraducidoDocumento4 páginasA36A36M TraducidoErickAún no hay calificaciones
- NTC-423 ASTM-A108-B.acero Al Carbonoen Frio - Af.españolDocumento7 páginasNTC-423 ASTM-A108-B.acero Al Carbonoen Frio - Af.españolsamir gonzalez100% (1)
- Código Aisc 360Documento2 páginasCódigo Aisc 360Victor Kevin100% (1)
- STUD - EnsayoDocumento1 páginaSTUD - EnsayoSergio Meza0% (1)
- 5 - Equivalencia de NormasDocumento2 páginas5 - Equivalencia de Normasnicolas jaraba100% (1)
- Norma ASTM A325Documento5 páginasNorma ASTM A325Ivan MaldonadoAún no hay calificaciones
- Normas GalvanizacionDocumento3 páginasNormas GalvanizacionFernando LedesmaAún no hay calificaciones
- Barras de Construccion ASTM A615 GR 60Documento4 páginasBarras de Construccion ASTM A615 GR 60Juan Eduardo PFAún no hay calificaciones
- Astm A992 A992m - 2011 - 317494395089Documento4 páginasAstm A992 A992m - 2011 - 317494395089reza acbariAún no hay calificaciones
- Configuración recomendada para orificios de acceso a soldadura AWS D1.8Documento2 páginasConfiguración recomendada para orificios de acceso a soldadura AWS D1.8Lenin CardosoAún no hay calificaciones
- Requisitos Generales para Barras, Placas, Perfiles y Tablestacas de Acero Estructural LaminadoDocumento63 páginasRequisitos Generales para Barras, Placas, Perfiles y Tablestacas de Acero Estructural LaminadoEduardo perezAún no hay calificaciones
- Amec - Guia - Aci318-05 Anexo D Pernos AnclajeDocumento29 páginasAmec - Guia - Aci318-05 Anexo D Pernos AnclajedsusaAún no hay calificaciones
- Tubería de Acero ASTM A53 Grado A y BDocumento5 páginasTubería de Acero ASTM A53 Grado A y BLuis MedinaAún no hay calificaciones
- Folleto TUMEXDocumento2 páginasFolleto TUMEXcesar ramirezAún no hay calificaciones
- Astm A500 - A53Documento3 páginasAstm A500 - A53Jefferson Damian Prada50% (2)
- Juntas PrecalificadasDocumento26 páginasJuntas PrecalificadasDavid PalaciosAún no hay calificaciones
- GP 19 01 01.en - EsDocumento29 páginasGP 19 01 01.en - EsDanny Joel C SAún no hay calificaciones
- A36 - 14 NormaDocumento5 páginasA36 - 14 Normacarlos ivanAún no hay calificaciones
- Normas técnicas peruanas aceroDocumento11 páginasNormas técnicas peruanas aceroGerardo Max Revelo SanchezAún no hay calificaciones
- El ACI Define El GroutDocumento3 páginasEl ACI Define El GroutAlo RoviAún no hay calificaciones
- Bolting and Welding 2014 SpanishDocumento4 páginasBolting and Welding 2014 SpanishAdrián SantacruzAún no hay calificaciones
- Ficha Tec. Acero SAE 1009Documento3 páginasFicha Tec. Acero SAE 1009Jose Juarez AlquizarAún no hay calificaciones
- API 650 2010-2013 RevDocumento8 páginasAPI 650 2010-2013 Revtony blas cristobalAún no hay calificaciones
- Grouting - Maq. Estr.Documento41 páginasGrouting - Maq. Estr.pablodugal100% (1)
- Especificación técnica para suministro de acero estructural y acero misceláneoDocumento18 páginasEspecificación técnica para suministro de acero estructural y acero misceláneoCamila LicciardoAún no hay calificaciones
- Acero Astm A 307 Grado B / Sae 1020 Astm A193 Grado B7 Hasta 2 "Documento2 páginasAcero Astm A 307 Grado B / Sae 1020 Astm A193 Grado B7 Hasta 2 "Cynthia GimAún no hay calificaciones
- Astm F2329 VsDocumento2 páginasAstm F2329 VsJosé Correa100% (1)
- Tornillos AISCDocumento22 páginasTornillos AISCPablo José Farfan GuerreroAún no hay calificaciones
- Definiciones y AbreviaturasDocumento3 páginasDefiniciones y AbreviaturasMarcelo Eduardo Orellana BobadillaAún no hay calificaciones
- Soldadura EjecuciónDocumento32 páginasSoldadura Ejecuciónmanuellozano71Aún no hay calificaciones
- A1034 Astm - En.esDocumento6 páginasA1034 Astm - En.esLuisMiguelDuarteVergaraAún no hay calificaciones
- ASTM A307 SP - SuperadaDocumento10 páginasASTM A307 SP - SuperadaingsabrinaAún no hay calificaciones
- Dimensiones Perno A325Documento1 páginaDimensiones Perno A325francis jimenezAún no hay calificaciones
- Astm A480Documento5 páginasAstm A480Jose Juan CharlesAún no hay calificaciones
- ASTM A615 ModificadoDocumento12 páginasASTM A615 ModificadoBaz Fer DiegoAún no hay calificaciones
- Soldadura de Demanda CriticaDocumento9 páginasSoldadura de Demanda CriticaDANIEL TOLEDO100% (2)
- Discontinuidad SocavacionDocumento5 páginasDiscontinuidad SocavacionEdu LlerenaAún no hay calificaciones
- Acero, Barras CorrugadasDocumento8 páginasAcero, Barras CorrugadasJuan Calvo BasaranAún no hay calificaciones
- Diseño tensores hormigón armadoDocumento8 páginasDiseño tensores hormigón armadoHenry Vargas CéspedesAún no hay calificaciones
- Manual para FabricacionesDocumento35 páginasManual para Fabricacionesvicvarg3235Aún no hay calificaciones
- Electrodo E7018 1 - 8 - (3.2 MM) ESABDocumento2 páginasElectrodo E7018 1 - 8 - (3.2 MM) ESABAlejandro AguanteAún no hay calificaciones
- Prueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Documento3 páginasPrueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Edwin Ronald ChukeAún no hay calificaciones
- Cañeria Acero ASTM A53 Grado A y B Schedule 40Documento1 páginaCañeria Acero ASTM A53 Grado A y B Schedule 40tequeonAún no hay calificaciones
- Nelson Stud Welding Industria Construccion PDFDocumento22 páginasNelson Stud Welding Industria Construccion PDFAlfonso ChAún no hay calificaciones
- FT 12 001 Astm A572 GR50 PDFDocumento2 páginasFT 12 001 Astm A572 GR50 PDFWilliam Soracà OspinoAún no hay calificaciones
- Tipo de empate en estructuras metálicasDocumento3 páginasTipo de empate en estructuras metálicasJacob MauricioAún no hay calificaciones
- NCH 209 Of72 Acero - Planchas Gruesas - Especif PDFDocumento11 páginasNCH 209 Of72 Acero - Planchas Gruesas - Especif PDFMarioAún no hay calificaciones
- ASTM A36: Acero estructural de uso generalDocumento15 páginasASTM A36: Acero estructural de uso generalAngie100% (1)
- Certif. Soldadura MigDocumento1 páginaCertif. Soldadura MigFabian LopezAún no hay calificaciones
- A036 en EsDocumento3 páginasA036 en EsAnonymous W7Y7taAún no hay calificaciones
- NORMA A484-A84M 16 Requisitos Generales para Barras, Palanquillas y Forjas de Acero Inoxidable1Documento12 páginasNORMA A484-A84M 16 Requisitos Generales para Barras, Palanquillas y Forjas de Acero Inoxidable1alexander anchundiaAún no hay calificaciones
- A 36 - A 36M - 04 Qtm2l0eznk0Documento4 páginasA 36 - A 36M - 04 Qtm2l0eznk0antonela vilanaAún no hay calificaciones
- A 36 - A 36M - 00 Qtm2ltawqqDocumento3 páginasA 36 - A 36M - 00 Qtm2ltawqqBryan MAsAún no hay calificaciones
- A 653 - A 653M - 15e1.en - EsDocumento13 páginasA 653 - A 653M - 15e1.en - EsRobyEangerAún no hay calificaciones
- A053 en EsDocumento21 páginasA053 en EsAnonymous W7Y7taAún no hay calificaciones
- Requisitos Generales para Placas, Láminas y Tiras de Acero Inoxidable y Resistentes Al Calor Laminadas en Plano1Documento22 páginasRequisitos Generales para Placas, Láminas y Tiras de Acero Inoxidable y Resistentes Al Calor Laminadas en Plano1alexander anchundiaAún no hay calificaciones
- Astm-A 36Documento4 páginasAstm-A 36Fauzi HidayatullahAún no hay calificaciones
- Astm A36Documento4 páginasAstm A36Elvis Ramos Tasayco80% (5)
- Procedimientos Cuarto EntregableDocumento26 páginasProcedimientos Cuarto EntregableMilagros CaceresAún no hay calificaciones
- Insumos TotalesDocumento17 páginasInsumos TotalesMilagros CaceresAún no hay calificaciones
- Carta N°008-Entrega Del Informe Del Supervisor Con El Análisis y Resultado Sobre La Revisión Del Primer Entregable Del Consultor.Documento2 páginasCarta N°008-Entrega Del Informe Del Supervisor Con El Análisis y Resultado Sobre La Revisión Del Primer Entregable Del Consultor.Milagros CaceresAún no hay calificaciones
- Asiento Del Cuaderno de ObraDocumento1 páginaAsiento Del Cuaderno de ObraMilagros CaceresAún no hay calificaciones
- Estatuto Cip 2018 - Con Modificaciones CNCD - Inc. 17-12-2021Documento44 páginasEstatuto Cip 2018 - Con Modificaciones CNCD - Inc. 17-12-2021SANITARY ENGINEERAún no hay calificaciones
- (APB) P - Planos para Cotización de EBDocumento1 página(APB) P - Planos para Cotización de EBMilagros CaceresAún no hay calificaciones
- Asiento Del Cuaderno de ObraDocumento1 páginaAsiento Del Cuaderno de ObraMilagros CaceresAún no hay calificaciones
- Cot 35 FS 2022Documento2 páginasCot 35 FS 2022Milagros CaceresAún no hay calificaciones
- Norma Metrados A ManoDocumento2 páginasNorma Metrados A ManoMilagros CaceresAún no hay calificaciones
- Información sobre informe de consultoría de automatización y SCADA para planta de tratamiento de aguaDocumento1 páginaInformación sobre informe de consultoría de automatización y SCADA para planta de tratamiento de aguaMilagros CaceresAún no hay calificaciones
- Normativa en 545Documento4 páginasNormativa en 545Milagros Caceres0% (1)
- Diseño de MezclasDocumento20 páginasDiseño de MezclasArturo PerezAún no hay calificaciones
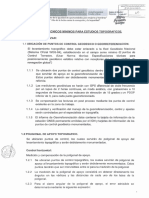
- Contenidos Tecnicos Minimos Estudios Topograficos PDFDocumento12 páginasContenidos Tecnicos Minimos Estudios Topograficos PDFMilagros CaceresAún no hay calificaciones
- 09 Memo 428, Conformidad Final Del Servicio Estudio e Ingenieria Integral Automatismo y Scada La Tomilla - 2021 (R)Documento1 página09 Memo 428, Conformidad Final Del Servicio Estudio e Ingenieria Integral Automatismo y Scada La Tomilla - 2021 (R)Milagros CaceresAún no hay calificaciones
- ISO-10804-2010 - EspañolDocumento9 páginasISO-10804-2010 - EspañolMilagros CaceresAún no hay calificaciones
- PuzolanasDocumento9 páginasPuzolanasbatista619100% (1)
- 222Documento17 páginas222Milagros CaceresAún no hay calificaciones
- Título Especial Bis, Seccion 2 y Capitulo V.Documento2 páginasTítulo Especial Bis, Seccion 2 y Capitulo V.El mundo tecnológicoAún no hay calificaciones
- Beneficios Del Omega 3Documento3 páginasBeneficios Del Omega 3LuzChuraAún no hay calificaciones
- DNL 910 IsaDocumento50 páginasDNL 910 IsaJuanAún no hay calificaciones
- LiderazgoEmpresarial-TiposYBeneficiosDocumento3 páginasLiderazgoEmpresarial-TiposYBeneficioswendy yajaira Echeverria laraAún no hay calificaciones
- WooferDocumento8 páginasWooferAngelina MorAún no hay calificaciones
- I 4 2021 Igualdad - Pdf.xsigDocumento10 páginasI 4 2021 Igualdad - Pdf.xsigorzo70Aún no hay calificaciones
- Precipitacion de AntimonioDocumento11 páginasPrecipitacion de AntimonioEleana Marisol Surco QuispeAún no hay calificaciones
- Sesión COM Miercoles 16-11-2022 Leyenda La HuacacchinaDocumento8 páginasSesión COM Miercoles 16-11-2022 Leyenda La HuacacchinaedelmiraAún no hay calificaciones
- Ficha Gran Onda Manual de ETERNIT PDFDocumento2 páginasFicha Gran Onda Manual de ETERNIT PDFOvalle Ccarhuaslla FedericAún no hay calificaciones
- Taller Modulo FinancieroDocumento12 páginasTaller Modulo FinancieroádrianAún no hay calificaciones
- ETC28102009Documento8 páginasETC28102009Periodico EnfoqueAún no hay calificaciones
- Calcular La Diferencia Entre Dos Fechas JUDITHDocumento6 páginasCalcular La Diferencia Entre Dos Fechas JUDITHjudithzapataAún no hay calificaciones
- Planeacion MatematicasDocumento10 páginasPlaneacion MatematicasJose Luis Quiahua BarreraAún no hay calificaciones
- Cristo Fiel Te Quiero SerDocumento2 páginasCristo Fiel Te Quiero SerJuanita ParedesAún no hay calificaciones
- 3 Años Sesión de AprendizajeDocumento44 páginas3 Años Sesión de AprendizajeLeonard Jonathan100% (1)
- PoderEspecialLitigioTerrenoDocumento2 páginasPoderEspecialLitigioTerrenoFrank CastilloAún no hay calificaciones
- Recopilación de Teorías para ConsejeríaDocumento26 páginasRecopilación de Teorías para ConsejeríaClaudia GomezAún no hay calificaciones
- DRE-ASS-32.2.2 Caracterización Salud OcupacionalDocumento1 páginaDRE-ASS-32.2.2 Caracterización Salud OcupacionalJoshiep MorlaAún no hay calificaciones
- Cristóbal de VillalpandoDocumento5 páginasCristóbal de VillalpandoJason Barrios BartolónAún no hay calificaciones
- PRIMERAS DIVISIONES EN LA IGLESIADocumento18 páginasPRIMERAS DIVISIONES EN LA IGLESIAsatoru10Aún no hay calificaciones
- Definición de Número Atómico y CuánticoDocumento3 páginasDefinición de Número Atómico y Cuánticomjmirar5555Aún no hay calificaciones
- Deter Porosidad GredaDocumento9 páginasDeter Porosidad GredaNestor RodasAún no hay calificaciones
- Denuncia Fundo AgroalegreDocumento2 páginasDenuncia Fundo AgroalegreJose Carlos Herrera Pintado100% (1)
- Metodo para Tocar ArpaDocumento15 páginasMetodo para Tocar ArpaKilgor HerreraAún no hay calificaciones
- Pumacayán - HuarazDocumento1 páginaPumacayán - HuarazAn GelAún no hay calificaciones
- Guía Erickson ManeDocumento4 páginasGuía Erickson ManeMANUEL ALEJANDRO SANCHEZ DE JESUSAún no hay calificaciones
- Acuifero GuaraniDocumento30 páginasAcuifero GuaraniMateo RicciardiAún no hay calificaciones
- Mesa Redonda La Vida en El EspírituDocumento3 páginasMesa Redonda La Vida en El EspírituglbringasAún no hay calificaciones
- Formato de Entrevista OriginalDocumento2 páginasFormato de Entrevista OriginalLeonardo Daniel Salcedo TorregrozaAún no hay calificaciones
- Wuolah Free Resumen T 1234567Documento3 páginasWuolah Free Resumen T 1234567IsaAún no hay calificaciones