También podría gustarte
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- UF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasCalificación: 5 de 5 estrellas5/5 (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- Informe Técnico Profesional de Cumplimiento de Las Normas de HabitabilidadDocumento6 páginasInforme Técnico Profesional de Cumplimiento de Las Normas de HabitabilidadEdelmira Rocha100% (2)
- Operaciones de verificación y control de productos mecánicos. FMEE0108De EverandOperaciones de verificación y control de productos mecánicos. FMEE0108Aún no hay calificaciones
- Nuevo Analisis de Precios Unitarios DRYWALL RH Y FIBROCEMENTODocumento1 páginaNuevo Analisis de Precios Unitarios DRYWALL RH Y FIBROCEMENTOFrank Alex Gil Guzman100% (1)
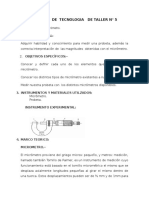
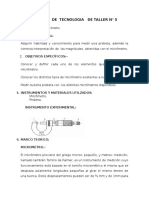
- 1-Definicion de MicrometroDocumento8 páginas1-Definicion de MicrometroLevi Llerena Fernandez80% (5)
- Informe de MicrometroDocumento17 páginasInforme de MicrometroDanny Landauro Villanueva100% (1)
- Evaluación Final - Revisión Del IntentoDocumento6 páginasEvaluación Final - Revisión Del IntentoYUNIOR ESTRADAAún no hay calificaciones
- COE-SEG09-07 Andamios Plataformas y EscalerasDocumento9 páginasCOE-SEG09-07 Andamios Plataformas y EscalerasJohn CandiaAún no hay calificaciones
- Tornillo MicrometricoDocumento15 páginasTornillo Micrometricoperfiles12Aún no hay calificaciones
- Tornillo MicrometricoDocumento10 páginasTornillo MicrometricoMauricio alberto guapachaAún no hay calificaciones
- Cómo Usar Un MicrómetroDocumento22 páginasCómo Usar Un Micrómetrojose eduardoAún no hay calificaciones
- MICRÓMETRODocumento8 páginasMICRÓMETROCesar Angel de JHAún no hay calificaciones
- Ilovepdf MergedDocumento9 páginasIlovepdf MergedLucas RodriguezAún no hay calificaciones
- Aparatos de MedidaDocumento39 páginasAparatos de MedidaRoman Arango HerreraAún no hay calificaciones
- MICROMETRODocumento18 páginasMICROMETROyopoelnormalAún no hay calificaciones
- Micrometro y GoniometroDocumento13 páginasMicrometro y GoniometroManuel Alejandro Mendivil PerezAún no hay calificaciones
- Informe de MetrologiaDocumento9 páginasInforme de MetrologiaRafael SantanaAún no hay calificaciones
- Tema 6Documento58 páginasTema 6Beatriz LauraAún no hay calificaciones
- VernierDocumento23 páginasVernierKobra RxAún no hay calificaciones
- Garcia Velasquez MicrometroDocumento11 páginasGarcia Velasquez MicrometroDiego GarcíaAún no hay calificaciones
- MicrómetroDocumento6 páginasMicrómetroKevin MTAún no hay calificaciones
- Micro MetroDocumento7 páginasMicro Metrowilsonos7Aún no hay calificaciones
- Comp I-1Documento75 páginasComp I-1Camila Galindo BarriaAún no hay calificaciones
- Tornillo MicrometricoDocumento8 páginasTornillo MicrometricoRusber Orlando Sandoval GarzonAún no hay calificaciones
- MetrologiaDocumento38 páginasMetrologiaRita Gutierrez HuamanAún no hay calificaciones
- Ensayo MicrómetroDocumento8 páginasEnsayo MicrómetroAna Victoria Peralta CisnerosAún no hay calificaciones
- 3 MicrometrosDocumento2 páginas3 MicrometrosNestor Daniel RiquelmeAún no hay calificaciones
- Micrometro PDFDocumento13 páginasMicrometro PDFmicho arellano morenoAún no hay calificaciones
- Clase MicrometrosDocumento8 páginasClase Micrometrosleandro91suarezAún no hay calificaciones
- Metrologia Reporte MicrometroDocumento6 páginasMetrologia Reporte MicrometroVal Hdz Muñoz100% (1)
- Tipos de MicrómetrosDocumento2 páginasTipos de MicrómetrosAlexis SandovalAún no hay calificaciones
- Resumen Micrometro y EjercicioDocumento19 páginasResumen Micrometro y EjercicioMario AlbertoAún no hay calificaciones
- Micrometro Torquimetro, ConclusionesDocumento8 páginasMicrometro Torquimetro, ConclusionesTeilita Elicet Fernandez Campos0% (1)
- Metro Practica8Documento17 páginasMetro Practica8Victoria gomezAún no hay calificaciones
- Guias de Practica 3Documento17 páginasGuias de Practica 3Arturo YosepAún no hay calificaciones
- Ficha #028 MICRÓMETRO o PALMERDocumento5 páginasFicha #028 MICRÓMETRO o PALMERJuan Cesar Aparicio MaytaAún no hay calificaciones
- Lab MetrologiaDocumento10 páginasLab MetrologiaJesus GonzalezAún no hay calificaciones
- Marco TeoricoDocumento12 páginasMarco TeoricoJhonatan Pereda TorresAún no hay calificaciones
- Informe de MicrometroDocumento12 páginasInforme de MicrometroJosue Huamani100% (1)
- MicrometroDocumento5 páginasMicrometroJose GomezAún no hay calificaciones
- Vernier y MicrometroDocumento9 páginasVernier y MicrometroRoberto Lopez HernándezAún no hay calificaciones
- MicrometroDocumento14 páginasMicrometroDANIEL ROBINSON HUAMANI RIVEROSAún no hay calificaciones
- Procesos Industriales Informe 1Documento9 páginasProcesos Industriales Informe 1Valeria PantigozoAún no hay calificaciones
- Tema 07 2019 04 Mecánica Automotriz y Autotrónica (2097) - Herramientas Manuales y Ergonomia-Semana 7Documento8 páginasTema 07 2019 04 Mecánica Automotriz y Autotrónica (2097) - Herramientas Manuales y Ergonomia-Semana 7Santiago H. PradoAún no hay calificaciones
- MicrómetroDocumento9 páginasMicrómetroEnrique Daniel GarziaAún no hay calificaciones
- Tipos de Micrómetros PDFDocumento4 páginasTipos de Micrómetros PDFRivero Buendía Daphne NataliaAún no hay calificaciones
- MicrómetroDocumento14 páginasMicrómetroFranz CorasAún no hay calificaciones
- Informe de MicrometroDocumento12 páginasInforme de MicrometroErika Elizabeth33% (9)
- Mimydpm Practica 2 Lecturas de Micrómetro 2ammDocumento8 páginasMimydpm Practica 2 Lecturas de Micrómetro 2ammLizbeth Fuentes AntonioAún no hay calificaciones
- Grupo 3 - Informe 3Documento10 páginasGrupo 3 - Informe 3Adriana Medina CuadrosAún no hay calificaciones
- Que Es Un VernierDocumento8 páginasQue Es Un VernierDiego Choquehuanca100% (1)
- Equipo-3-Micrometros-Metrologia-2.3 ModDocumento17 páginasEquipo-3-Micrometros-Metrologia-2.3 ModDaniel VeraAún no hay calificaciones
- Cómo Se Mide Con El Micrómetrofebrero 2023Documento17 páginasCómo Se Mide Con El Micrómetrofebrero 2023Martin Antonio Bautista CastilloAún no hay calificaciones
- Experiment o 3Documento14 páginasExperiment o 3Edilson ValderramaAún no hay calificaciones
- Tornillo MicrometricoDocumento14 páginasTornillo MicrometricoMecanica Agua SantaAún no hay calificaciones
- MicrometrosDocumento10 páginasMicrometrosMonnie CastilloAún no hay calificaciones
- Unidad 5 - Producmatica UncuyoDocumento22 páginasUnidad 5 - Producmatica UncuyoFranco Gabriel MazzoccaAún no hay calificaciones
- Medici OnesDocumento8 páginasMedici OnesLeandro PueblasAún no hay calificaciones
- CONCEPTOS Energía, Trabajo y PotenciaDocumento16 páginasCONCEPTOS Energía, Trabajo y PotenciaJavi Lopez ArceAún no hay calificaciones
- 5 - Unidades de Longitud en El Sistema Anglosajón La PulgadaDocumento3 páginas5 - Unidades de Longitud en El Sistema Anglosajón La PulgadaJavi Lopez ArceAún no hay calificaciones
- 14 - Representación de PiezasDocumento3 páginas14 - Representación de PiezasJavi Lopez ArceAún no hay calificaciones
- 11 - RoscadoDocumento7 páginas11 - RoscadoJavi Lopez ArceAún no hay calificaciones
- 1 - Regla y Metro FlexibleDocumento2 páginas1 - Regla y Metro FlexibleJavi Lopez ArceAún no hay calificaciones
- 2 - CalibreDocumento4 páginas2 - CalibreJavi Lopez ArceAún no hay calificaciones
- 1 Soldadura Blanda-Fundamentos-Equipo-ProcesoDocumento9 páginas1 Soldadura Blanda-Fundamentos-Equipo-ProcesoJavi Lopez ArceAún no hay calificaciones
- 10 TaladradoDocumento9 páginas10 TaladradoJavi Lopez ArceAún no hay calificaciones
- Proyecto Básico y de Ejecución de Rehabilitación de ViviendaDocumento377 páginasProyecto Básico y de Ejecución de Rehabilitación de ViviendatomAún no hay calificaciones
- Anexo 6 - Cartilla Obras Menores Estructuras VialesDocumento31 páginasAnexo 6 - Cartilla Obras Menores Estructuras VialesEdwin TorresAún no hay calificaciones
- Seminario Vigas ExpoDocumento14 páginasSeminario Vigas ExpoJorge LuisAún no hay calificaciones
- Movilizacion y DesmovilizacionDocumento3 páginasMovilizacion y DesmovilizacionCesar Santamaria JimenezAún no hay calificaciones
- Preguntas Tecnologia Del HormigonDocumento3 páginasPreguntas Tecnologia Del Hormigonruth neiraAún no hay calificaciones
- Cortadora de DiscoDocumento12 páginasCortadora de DiscoIgnasio SausedoAún no hay calificaciones
- T2 - Grupo#10 - Sistema Mixto PDFDocumento21 páginasT2 - Grupo#10 - Sistema Mixto PDFDiego AvilaAún no hay calificaciones
- Montaje de PilaresDocumento1 páginaMontaje de PilaresLuis Alberto Guajardo ArayaAún no hay calificaciones
- Ejemplo 2. Actividad-5-Evidencia-3-Taller-Cubicaje-y-Liquidacion-de-Fletes-1Documento3 páginasEjemplo 2. Actividad-5-Evidencia-3-Taller-Cubicaje-y-Liquidacion-de-Fletes-1Alvaro Hoyos100% (2)
- PTS Procedimiento Corte y Rotura de Pavimentos AMICDocumento6 páginasPTS Procedimiento Corte y Rotura de Pavimentos AMICprevencionAún no hay calificaciones
- Practica 06Documento8 páginasPractica 06Jesus Alonso Paricahua RomeroAún no hay calificaciones
- Agregados para VíasDocumento4 páginasAgregados para VíasAndreinaAún no hay calificaciones
- Replanteo de CimentacionesDocumento44 páginasReplanteo de CimentacionesEsteban Quito Jurado GutierrezAún no hay calificaciones
- Plano Junta UniversalDocumento1 páginaPlano Junta UniversalJhorlin David Alvear RoaAún no hay calificaciones
- NTC 5784Documento4 páginasNTC 5784jhonatan cobosAún no hay calificaciones
- Memoria Descriptiva Del Edificio Centro Comercial 21 2021.Documento16 páginasMemoria Descriptiva Del Edificio Centro Comercial 21 2021.CristianSanchezAún no hay calificaciones
- Memoria Descriptiva TarapotoDocumento5 páginasMemoria Descriptiva TarapotomcajahuancaAún no hay calificaciones
- Copia de SST-FR-30 Inspección Andamio Multidirecional UNITRAGODocumento1 páginaCopia de SST-FR-30 Inspección Andamio Multidirecional UNITRAGOArmando Escobar BermudezAún no hay calificaciones
- APUS de Estructura.3Documento4 páginasAPUS de Estructura.3primeracuentamia15Aún no hay calificaciones
- Ricardo Jimenez Baeza Tarea7Documento11 páginasRicardo Jimenez Baeza Tarea7Ricardo JimenezAún no hay calificaciones
- 2 EstructuracionDocumento58 páginas2 EstructuracionLuis ChirccaAún no hay calificaciones
- E2 - Ejemplo - Diseño de Losa Metodo Rigido PDFDocumento16 páginasE2 - Ejemplo - Diseño de Losa Metodo Rigido PDFjessicaAún no hay calificaciones
- 8500 Series Articulator Manual Spanish - 0517 PDFDocumento12 páginas8500 Series Articulator Manual Spanish - 0517 PDFFabro HMAún no hay calificaciones
- Mga Salón ComunalDocumento27 páginasMga Salón ComunalPaula Andrea Alvarez Tamayo100% (1)
- 1er Avance de Proyecto Física 2022-2Documento3 páginas1er Avance de Proyecto Física 2022-2ROHY CARBAJALAún no hay calificaciones
- 4.-Informe Mensual Del Jefe de Supervision (Diciembre 20)Documento34 páginas4.-Informe Mensual Del Jefe de Supervision (Diciembre 20)Oscar Salvatierra diazAún no hay calificaciones