También podría gustarte
- H100 PDFDocumento1 páginaH100 PDFAugustoCamacho100% (6)
- Diagrama Electrico Motor Chery QQ3 16V SQR472Documento12 páginasDiagrama Electrico Motor Chery QQ3 16V SQR472Yosephander100% (43)
- ACS 6xx - MantenimientoESDocumento46 páginasACS 6xx - MantenimientoESCarlo QuintelaAún no hay calificaciones
- Ficha Técnica Tecle Eléct. C-Trolley Eléct. Rhino HoistDocumento1 páginaFicha Técnica Tecle Eléct. C-Trolley Eléct. Rhino HoistMaintenanceAún no hay calificaciones
- Manual de Trabajos en Scania IDocumento67 páginasManual de Trabajos en Scania IElvis Eberth Huanca Machaca100% (2)
- Preguntas MOSFETDocumento5 páginasPreguntas MOSFETJose BedonAún no hay calificaciones
- Manual Del At89c51Documento9 páginasManual Del At89c51Asdrubal GonzalezAún no hay calificaciones
- PROCESO Automatizacion FavalDocumento1 páginaPROCESO Automatizacion FavalNilo012Aún no hay calificaciones
- Diagrama ElectricoDocumento1 páginaDiagrama Electricojesus riveroAún no hay calificaciones
- Plano de Evelyn Katerine Rodriguez-Layout1Documento1 páginaPlano de Evelyn Katerine Rodriguez-Layout1Frank RuizAún no hay calificaciones
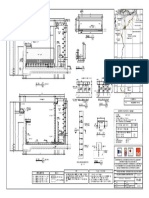
- GARITAS (1) - Planta, Electricas y SanitariasDocumento1 páginaGARITAS (1) - Planta, Electricas y SanitariasPaul Tello Cespedes0% (1)
- Topografia Mina Subterranea 2 SemDocumento74 páginasTopografia Mina Subterranea 2 SemMATIAS CUBILLOSAún no hay calificaciones
- Topografia Mina SubterraneaFDocumento74 páginasTopografia Mina SubterraneaFMATIAS CUBILLOSAún no hay calificaciones
- 420-COA-T106 420-XFL-T103: Caja de Pase 420-JBA-1031Documento1 página420-COA-T106 420-XFL-T103: Caja de Pase 420-JBA-1031James Rojas CarhuamacaAún no hay calificaciones
- CtveonlineDocumento45 páginasCtveonlineJose Reynaldo Mamani PilcoAún no hay calificaciones
- Instalacion de Sensor de MovimientoDocumento1 páginaInstalacion de Sensor de MovimientoMiguel PumayauliAún no hay calificaciones
- Instalacion de Sensor de Movimiento PDFDocumento1 páginaInstalacion de Sensor de Movimiento PDFMiguel PumayauliAún no hay calificaciones
- Datos Optra 1.8Documento2 páginasDatos Optra 1.8Vicent JesusAún no hay calificaciones
- 1Documento1 página1Yadira BriceñoAún no hay calificaciones
- HIGIENE Y SEGURIDAD INDUSTRIAL APLICADA Caso Practico ILUMINACIONDocumento20 páginasHIGIENE Y SEGURIDAD INDUSTRIAL APLICADA Caso Practico ILUMINACIONFenrry GuerreroAún no hay calificaciones
- Molino pulverizador 3-5 HP planosDocumento27 páginasMolino pulverizador 3-5 HP planosAbel100% (7)
- LoRa MacMQDocumento26 páginasLoRa MacMQantonioAún no hay calificaciones
- FL-03-Filtro Lento-Estructuras - Replant-FL-03Documento1 páginaFL-03-Filtro Lento-Estructuras - Replant-FL-03Julian Herbeleau Guzmán RibeiroAún no hay calificaciones
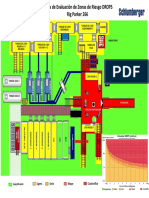
- Evaluación de Zonas de Riesgo en Plataforma de PerforaciónDocumento1 páginaEvaluación de Zonas de Riesgo en Plataforma de PerforaciónJoaquin Gomez100% (1)
- HIDRAULICA RESERVORIO TIMARINI I 1350 M3-Layout1Documento1 páginaHIDRAULICA RESERVORIO TIMARINI I 1350 M3-Layout1Jose Llanco SantosAún no hay calificaciones
- ValvulasHornoRefinacionDocumento1 páginaValvulasHornoRefinacioncarmen ariasAún no hay calificaciones
- Electrico Salon de Eventos (L02)Documento1 páginaElectrico Salon de Eventos (L02)JaimeAún no hay calificaciones
- Diagrama de Flujo Agua Desmineralizada 2020Documento2 páginasDiagrama de Flujo Agua Desmineralizada 2020rubyyamileAún no hay calificaciones
- Arquitectura-Planos en LaminaDocumento1 páginaArquitectura-Planos en LaminaHernandez Peña LirixskcxAún no hay calificaciones
- Vivienda unifamiliar de 138 m2 con refuerzo estructuralDocumento1 páginaVivienda unifamiliar de 138 m2 con refuerzo estructuralMiguel NinaAún no hay calificaciones
- Planta Pneumatica - EnunciatDocumento24 páginasPlanta Pneumatica - EnunciatfatimaAún no hay calificaciones
- Rediseño Lisandro Final 22Documento5 páginasRediseño Lisandro Final 22INGENIERÍA D&GAún no hay calificaciones
- Dibujo 3D Aguas Negras Ca-Lit-ADocumento2 páginasDibujo 3D Aguas Negras Ca-Lit-AMiguelon A. MatavivorasAún no hay calificaciones
- Ejemplo RiderDocumento7 páginasEjemplo RiderGabriel IbañezAún no hay calificaciones
- Pu T 0038 Ollachea SeguridadDocumento7 páginasPu T 0038 Ollachea SeguridadabelAún no hay calificaciones
- Diagrama Flujos AsfaltoDocumento1 páginaDiagrama Flujos AsfaltoVladimir Illich Pinzon BallenAún no hay calificaciones
- Ot 19498 SPRB Diagrama de Flujo Ver 04-A2Documento1 páginaOt 19498 SPRB Diagrama de Flujo Ver 04-A2dinoestarkxdAún no hay calificaciones
- Adobe Scan 16 Mar 2024Documento2 páginasAdobe Scan 16 Mar 2024javier garciaAún no hay calificaciones
- San Miguel Red de Abastos 1°, Tanques Altos e Isometrico - Plano 3Documento1 páginaSan Miguel Red de Abastos 1°, Tanques Altos e Isometrico - Plano 3Hugo Fernando Arbelaz GomezAún no hay calificaciones
- Planos de MolinoDocumento26 páginasPlanos de MolinoYoraima Chirinos100% (2)
- Ev-01 Plano de Evacuaci N (A01)Documento1 páginaEv-01 Plano de Evacuaci N (A01)Sandra ValenzuelaAún no hay calificaciones
- Plano D Ubicación Aulas 2023Documento1 páginaPlano D Ubicación Aulas 2023IE MARISCAL BENAVIDESAún no hay calificaciones
- VIVIENDA PARA EL ADULTO MAYOR (3)Documento1 páginaVIVIENDA PARA EL ADULTO MAYOR (3)Stalyn Smith Zabaleta YaltaAún no hay calificaciones
- MOSCA Rider GRANDE 2011Documento7 páginasMOSCA Rider GRANDE 2011Celeste Cielo MarcónAún no hay calificaciones
- 2Documento1 página2Yadira BriceñoAún no hay calificaciones
- byebyeDocumento1 páginabyebyeadrian.sanabriaAún no hay calificaciones
- 402-Sistema de DesagueDocumento1 página402-Sistema de DesagueShiomara Riveros MartínezAún no hay calificaciones
- Folleto Linea-3 A02q PDFDocumento2 páginasFolleto Linea-3 A02q PDFelverAún no hay calificaciones
- 10 Plano Imprimir A3Documento1 página10 Plano Imprimir A3Fredy Lolo BaldeónAún no hay calificaciones
- 06-TR TRIF PED RAD 225 kVA CLASE 15 KVDocumento1 página06-TR TRIF PED RAD 225 kVA CLASE 15 KVAlan Arias ContrerasAún no hay calificaciones
- Spool #2Documento1 páginaSpool #2douglas marcanoAún no hay calificaciones
- Inyeccion Directa Gasolina Bosch Motronic MED 7 Autodidatico 253Documento1 páginaInyeccion Directa Gasolina Bosch Motronic MED 7 Autodidatico 253A-t HectorAún no hay calificaciones
- Inyeccion Directa Gasolina Bosch Motronic MED 7 Autodidatico 253 PDFDocumento1 páginaInyeccion Directa Gasolina Bosch Motronic MED 7 Autodidatico 253 PDFWilmer Elias Quiñonez HualpaAún no hay calificaciones
- A3164 - LL - PACHIN ALTO - Instalaciones - Seguridad - TAT15 - IS01-IS06Documento6 páginasA3164 - LL - PACHIN ALTO - Instalaciones - Seguridad - TAT15 - IS01-IS06Lino TolentinoAún no hay calificaciones
- Neumatica Ventilador Mecanico PDFDocumento1 páginaNeumatica Ventilador Mecanico PDFChristian Cruz RodriguezAún no hay calificaciones
- Calderas Patricio LobosDocumento1 páginaCalderas Patricio LobosPatricio Lobos MoreiraAún no hay calificaciones
- IE2Documento1 páginaIE2simulacion.svoAún no hay calificaciones
- Instalaciones sanitarias planoDocumento1 páginaInstalaciones sanitarias planoRubyGago100% (2)
- Cedula de Emergencia en El Mar BalizadorDocumento1 páginaCedula de Emergencia en El Mar BalizadorJorge HernándezAún no hay calificaciones
- Check List Fixture en MaquinaDocumento1 páginaCheck List Fixture en MaquinaNahum Martinez GarciaAún no hay calificaciones
- PlanillaAccesoriosCamaraLlavesDocumento1 páginaPlanillaAccesoriosCamaraLlavesCristhian CarrascoAún no hay calificaciones
- Ti LitDocumento1 páginaTi LitCarlos MartínezAún no hay calificaciones
- Líneas de vida y equipos de protección individual para trabajos en altura y cubiertasDocumento64 páginasLíneas de vida y equipos de protección individual para trabajos en altura y cubiertasMAira RodriguezAún no hay calificaciones
- Trabajos en Altura 2Documento15 páginasTrabajos en Altura 2MAira RodriguezAún no hay calificaciones
- sistema automatizado de riego paso a pasoDocumento1 páginasistema automatizado de riego paso a pasoMAira RodriguezAún no hay calificaciones
- Clase 8 ELT3620Documento5 páginasClase 8 ELT3620MAira RodriguezAún no hay calificaciones
- Clase 5 ELT3620Documento8 páginasClase 5 ELT3620MAira RodriguezAún no hay calificaciones
- Clase 6 ELT3620Documento5 páginasClase 6 ELT3620MAira RodriguezAún no hay calificaciones
- Clase 7 ELT3620Documento4 páginasClase 7 ELT3620MAira RodriguezAún no hay calificaciones
- 2 Circuito Basico y Motores ElectricosDocumento11 páginas2 Circuito Basico y Motores ElectricosAlejandro Vasquez0% (1)
- Laboratorio Amplificador DiferencialDocumento17 páginasLaboratorio Amplificador DiferencialMiguel Angel SastoqueAún no hay calificaciones
- Programacion Anual de Electrotecnia - 2014 - Final2Documento33 páginasProgramacion Anual de Electrotecnia - 2014 - Final2Luis Espinoza Bravo100% (1)
- Manual VDF SEWDocumento92 páginasManual VDF SEWNataliaAvendaño0% (1)
- Practicas CrocodileDocumento6 páginasPracticas Crocodilefabiana ναlєяσ мαмαηIƸ̵̡Ӝ̵̨̄ƷAún no hay calificaciones
- Resistencia Inductancia y Capacitancia (1) - EjerciciosDocumento5 páginasResistencia Inductancia y Capacitancia (1) - EjerciciosKevin HuacchilloAún no hay calificaciones
- CC 8355 23001 Ib Ele LDL 006Documento29 páginasCC 8355 23001 Ib Ele LDL 006operez09Aún no hay calificaciones
- Manual Del Docente - PanaderiaDocumento130 páginasManual Del Docente - PanaderiaCAPLAB: Centro de Servicios para la Capacitación Laboral y el Desarrollo93% (29)
- Manual de Usuario KX-TD816AG KX-TD1232AGDocumento319 páginasManual de Usuario KX-TD816AG KX-TD1232AGdmintegraAún no hay calificaciones
- Electrolisis. Componentes de celdas electrolíticas y leyes de FaradayDocumento3 páginasElectrolisis. Componentes de celdas electrolíticas y leyes de FaradayAlejandra Huayta Pari100% (1)
- Circuitos eléctricos: Taller evaluativo sobre corriente, resistencia y leyes de KirchhoffDocumento10 páginasCircuitos eléctricos: Taller evaluativo sobre corriente, resistencia y leyes de KirchhoffnohoraAún no hay calificaciones
- Lab. - 10 - Puente de WheatstoneDocumento6 páginasLab. - 10 - Puente de WheatstoneLourdes CariasAún no hay calificaciones
- Curso CPS MOTOTRBO - DGAC PDFDocumento85 páginasCurso CPS MOTOTRBO - DGAC PDFjuanAún no hay calificaciones
- DSPDocumento19 páginasDSPGABRIEL MARTINEZ ESCORCIAAún no hay calificaciones
- Mantenimiento y Calibración Interruptor de Temperatura Marca SORDocumento2 páginasMantenimiento y Calibración Interruptor de Temperatura Marca SORMiregnis MoyaAún no hay calificaciones
- Introducción a Arduino: Conceptos básicos y ejemplos prácticosDocumento3 páginasIntroducción a Arduino: Conceptos básicos y ejemplos prácticosjorge arevalosAún no hay calificaciones
- 5400 JamsalbetDocumento111 páginas5400 Jamsalbetjohn83% (6)
- AlternadorDocumento88 páginasAlternadorAngel BarreraAún no hay calificaciones
- Implementación de contraantenas en línea eléctricaDocumento81 páginasImplementación de contraantenas en línea eléctricaalfredoAún no hay calificaciones
- Alu 1Documento6 páginasAlu 1gotem100preAún no hay calificaciones
- Cómo Desmontar Compaq Presario M2000 PortátilDocumento18 páginasCómo Desmontar Compaq Presario M2000 Portátilburdiles0% (1)
- Primeras DiaposDocumento214 páginasPrimeras DiaposJuan diego blanco vargasAún no hay calificaciones
- Proyecto Moto Documentacion PDFDocumento6 páginasProyecto Moto Documentacion PDFJorge TolozaAún no hay calificaciones
- DGM Sistema Comunicaciones SECOMSATDocumento5 páginasDGM Sistema Comunicaciones SECOMSATpjaironAún no hay calificaciones
- Implementación de osciloscopio en Autolasa-DuranDocumento23 páginasImplementación de osciloscopio en Autolasa-DuranM̳a̳c̳e̳l̳o̳ S̳a̳n̳Aún no hay calificaciones
- P11 CiLo MexilogicsDocumento17 páginasP11 CiLo MexilogicsVaru MataAún no hay calificaciones