También podría gustarte
- Materiales de Vidrio Cal en Tables Quimica #1Documento4 páginasMateriales de Vidrio Cal en Tables Quimica #1Elliot Samudio50% (2)
- 5 Simbolos Neu e HidDocumento6 páginas5 Simbolos Neu e HidMARIA PEREZAún no hay calificaciones
- 3 Simbolos Neu e HidDocumento6 páginas3 Simbolos Neu e HidMARIA PEREZAún no hay calificaciones
- DMMF04 R15 Tratamientostermoquimicos (Recuperado)Documento14 páginasDMMF04 R15 Tratamientostermoquimicos (Recuperado)MARIA PEREZAún no hay calificaciones
- 1 Simbolos Neu e HidDocumento6 páginas1 Simbolos Neu e HidMARIA PEREZAún no hay calificaciones
- EXT 0cQzalGWkhr4tusybMjfDocumento3 páginasEXT 0cQzalGWkhr4tusybMjfMARIA PEREZAún no hay calificaciones
- Juntas SacabocadoDocumento10 páginasJuntas SacabocadoMARIA PEREZAún no hay calificaciones
- DMMF04 R17 RecubrimientosmoldesDocumento4 páginasDMMF04 R17 RecubrimientosmoldesMARIA PEREZAún no hay calificaciones
- Limado Esmerilado LijadoDocumento26 páginasLimado Esmerilado LijadoMARIA PEREZAún no hay calificaciones
- RasqueteadoDocumento10 páginasRasqueteadoMARIA PEREZAún no hay calificaciones
- Elementos Del Banco de TrabajoDocumento14 páginasElementos Del Banco de TrabajoMARIA PEREZAún no hay calificaciones
- ¿Felizmente CasadosDocumento99 páginas¿Felizmente CasadosAran VadoAún no hay calificaciones
- Manual REGISTRO DE INFORMACION HIS Anemia - 100119Documento37 páginasManual REGISTRO DE INFORMACION HIS Anemia - 100119Nuñez Alvaro100% (1)
- Riesgos HídricosDocumento24 páginasRiesgos Hídricosvirgi mirandaAún no hay calificaciones
- Vision Del Mundo y Sus ComplejidadesDocumento85 páginasVision Del Mundo y Sus ComplejidadesAracely EstradaAún no hay calificaciones
- Tipos de Explotacion X TerminarDocumento8 páginasTipos de Explotacion X TerminarMiguel CalderonAún no hay calificaciones
- Cat Virtual v210422Documento32 páginasCat Virtual v210422Katerine Cerna ChuquilinAún no hay calificaciones
- Aleaciones No FerrosasDocumento43 páginasAleaciones No FerrosasleandroAún no hay calificaciones
- Actividad 5 Evaluación Multiaxial Examen MentalDocumento13 páginasActividad 5 Evaluación Multiaxial Examen MentalmariendazaninoAún no hay calificaciones
- Aparato RespiratorioDocumento3 páginasAparato RespiratorioEder RamosAún no hay calificaciones
- Presentacion Condicionamiento OperanteDocumento5 páginasPresentacion Condicionamiento OperanteJasmin GIRALDO GONZALEZAún no hay calificaciones
- Adobe Scan 18 de Set. de 2023Documento20 páginasAdobe Scan 18 de Set. de 2023lazovzAún no hay calificaciones
- Plantas de EnergiaDocumento18 páginasPlantas de Energiadavid alfaro mendozaAún no hay calificaciones
- Cubresuelos AYF 54-1Documento4 páginasCubresuelos AYF 54-1Romimix Romi100% (1)
- Audifonos Inalambricos Bluetooth Beats Monster HDDocumento1 páginaAudifonos Inalambricos Bluetooth Beats Monster HDEL BOMBAZOAún no hay calificaciones
- Problemas Voltamperometricas Tema 12 ResueltosDocumento37 páginasProblemas Voltamperometricas Tema 12 ResueltosDanilo Tapia Salazar100% (1)
- Tarea Extensión Leyes de MendelDocumento16 páginasTarea Extensión Leyes de MendelAlexander Piña YuliAún no hay calificaciones
- Cadenas TróficasDocumento8 páginasCadenas TróficasMARIA J RODRIGUEZAún no hay calificaciones
- Querida Provincia de PacasmayoDocumento19 páginasQuerida Provincia de PacasmayoZaritah Elizabeth Arroyo RodriguezAún no hay calificaciones
- ESTRATEGIAS EN EL DESCUBRIMIENTO DE FáRMACOSDocumento38 páginasESTRATEGIAS EN EL DESCUBRIMIENTO DE FáRMACOScristina de sedasAún no hay calificaciones
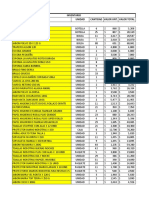
- INVENTARIODocumento30 páginasINVENTARIOkelly gomezAún no hay calificaciones
- Matriz de Evaluación Transicion Primer PeriodoDocumento2 páginasMatriz de Evaluación Transicion Primer PeriodoedwinAún no hay calificaciones
- ACTIVIDAD 2. I, II y IIIDocumento12 páginasACTIVIDAD 2. I, II y IIISAMUEL MOMEROAún no hay calificaciones
- Rv09 Auge 2021 Nombramiento 01marzoDocumento7 páginasRv09 Auge 2021 Nombramiento 01marzoZeus Cronos VillarrealAún no hay calificaciones
- Signos Cadavericos TardiosDocumento22 páginasSignos Cadavericos Tardiosalexis lopezAún no hay calificaciones
- Líquidos y ElectrolitosDocumento6 páginasLíquidos y ElectrolitosNatalie PeraltaAún no hay calificaciones
- Aba Inductor de La GerminaciónDocumento3 páginasAba Inductor de La GerminaciónIrisOrozcoFonsecaAún no hay calificaciones
- Dr. Edis Buscarons - Reflexiones de Un Médico Dr. Edis BuscaronsDocumento4 páginasDr. Edis Buscarons - Reflexiones de Un Médico Dr. Edis BuscaronsViviana FonsecaAún no hay calificaciones
- 1030-Texto Del Artículo-2913-2-10-20210428Documento20 páginas1030-Texto Del Artículo-2913-2-10-20210428Gabriel Eduardo Cevasco100% (1)
- Exposicion de TDCDocumento3 páginasExposicion de TDCJadira Lirion CervantesAún no hay calificaciones