También podría gustarte
- Formato Informe Ampliatorio AccidenteDocumento6 páginasFormato Informe Ampliatorio Accidentepatricia travezAún no hay calificaciones
- Luis Alberto Pérez González - Deportes Colectivos 2Documento6 páginasLuis Alberto Pérez González - Deportes Colectivos 2Luis Alberto Perez Gonzalez100% (2)
- Simulacion Promodel Ejercicios Unidad 3Documento125 páginasSimulacion Promodel Ejercicios Unidad 3leo_034467% (6)
- Bioquimica, Mapa MentalDocumento1 páginaBioquimica, Mapa Mentaleros50% (2)
- CATALOGO DE CONCEPTOS VIVIENDA CADIZ Con CantidadesDocumento13 páginasCATALOGO DE CONCEPTOS VIVIENDA CADIZ Con CantidadesJESUS EMILIO VERA CAAMALAún no hay calificaciones
- Modelos y SimulacionDocumento22 páginasModelos y Simulacionlady jhoana bernal gutierrezAún no hay calificaciones
- Citas 19 Al 24 de JulioDocumento6 páginasCitas 19 Al 24 de Juliolady jhoana bernal gutierrezAún no hay calificaciones
- Tarea 1 Henry - PlataDocumento38 páginasTarea 1 Henry - Platalady jhoana bernal gutierrezAún no hay calificaciones
- Tarea2 HENRY PLATADocumento21 páginasTarea2 HENRY PLATAlady jhoana bernal gutierrez100% (1)
- Evidencia 4Documento5 páginasEvidencia 4lady jhoana bernal gutierrezAún no hay calificaciones
- Actividad 4 Evidencias AA4-Ev2 Estudio de Caso.Documento4 páginasActividad 4 Evidencias AA4-Ev2 Estudio de Caso.lady jhoana bernal gutierrez100% (1)
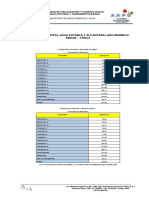
- 17-Empresa Municipal Agua Potable y Alcantarillado Bernejo Emaab - Tarija-EmaabDocumento1 página17-Empresa Municipal Agua Potable y Alcantarillado Bernejo Emaab - Tarija-EmaabRodrigo SuárezAún no hay calificaciones
- Sin TítuloDocumento348 páginasSin TítuloPit MedranoAún no hay calificaciones
- Drogueria Farma Éxito Sas 1Documento11 páginasDrogueria Farma Éxito Sas 1MARIA CAÑASAún no hay calificaciones
- Pañales Desechables, Toallas Sanitarias, Tampones y Aplicaciones Cosméticas de No TejidosDocumento42 páginasPañales Desechables, Toallas Sanitarias, Tampones y Aplicaciones Cosméticas de No TejidosLeilani Carolina Prado TorresAún no hay calificaciones
- Supply Chain y Coronavirus 2Documento6 páginasSupply Chain y Coronavirus 2daniel noe magne solizAún no hay calificaciones
- Periodo Colonial de VenezuelaDocumento6 páginasPeriodo Colonial de VenezuelarobnniAún no hay calificaciones
- UntitledDocumento9 páginasUntitledSan FashiomAún no hay calificaciones
- Recolección de Residuos SólidosDocumento43 páginasRecolección de Residuos SólidosCintiaAún no hay calificaciones
- Memoria Explicativa Cus 4 67Documento10 páginasMemoria Explicativa Cus 4 67noemiAún no hay calificaciones
- Principales Fundaciones en El PerúDocumento5 páginasPrincipales Fundaciones en El PerúMauricio VegaAún no hay calificaciones
- Ingresantes Esp Ord 2020 1 PDFDocumento48 páginasIngresantes Esp Ord 2020 1 PDFMaxAún no hay calificaciones
- Licor de CofeeeDocumento4 páginasLicor de CofeeePaulo Fabrizio De la TOrreAún no hay calificaciones
- IntroDocumento149 páginasIntroYond LauraAún no hay calificaciones
- CONTROL DE CALIDAD EN LA INDUSTRIA NAVAL TK CardenasDocumento3 páginasCONTROL DE CALIDAD EN LA INDUSTRIA NAVAL TK CardenasCarlos Daniel Cárdenas OrtizAún no hay calificaciones
- Guia Ingles 1Documento73 páginasGuia Ingles 1luisjosevivas07Aún no hay calificaciones
- Informe Del Proyecto de Jornada Unica 2022Documento10 páginasInforme Del Proyecto de Jornada Unica 2022Monica BetancourtAún no hay calificaciones
- Organizacion AgilDocumento2 páginasOrganizacion AgilAlberto Plazas Porras0% (1)
- Resolución Legislativa 5551Documento10 páginasResolución Legislativa 5551Agencia AndinaAún no hay calificaciones
- Aprendiendo JlexDocumento17 páginasAprendiendo JlexCristian FiremanAún no hay calificaciones
- Curriculum Regionalizado GuarayosDocumento18 páginasCurriculum Regionalizado GuarayosNancy Days¡ Alcon Paredes100% (1)
- Formativo 1 - Línea de Tiempo de La Evolución de Las Redes de ComputadorasDocumento3 páginasFormativo 1 - Línea de Tiempo de La Evolución de Las Redes de ComputadorasRonald ParedesAún no hay calificaciones
- Stasiejko, Helina - Lateoria de La Gestalt - En. La Actividad Mental PDFDocumento11 páginasStasiejko, Helina - Lateoria de La Gestalt - En. La Actividad Mental PDFsilviobiblosAún no hay calificaciones
- Narracion Reflexiva - Luis Del Aguila SaldañaDocumento2 páginasNarracion Reflexiva - Luis Del Aguila SaldañaLuis Del Aguila Saldaña100% (1)
- Formato Vinculación Personal Rev.002Documento2 páginasFormato Vinculación Personal Rev.002Juliethe GomezcasseresAún no hay calificaciones
- Copia de MatematicaDocumento5 páginasCopia de MatematicaYairis LiranzoAún no hay calificaciones