También podría gustarte
- 694da294-8592-4eeb-8974-3830d15eb314 (1)Documento72 páginas694da294-8592-4eeb-8974-3830d15eb314 (1)Andrés Felipe Romero TovarAún no hay calificaciones
- 2021-09-19. Word - Procesos de FabricacionDocumento7 páginas2021-09-19. Word - Procesos de FabricacionAndrés Felipe Romero TovarAún no hay calificaciones
- Corporacion Educativa IndoamericanaDocumento14 páginasCorporacion Educativa IndoamericanaAndrés Felipe Romero TovarAún no hay calificaciones
- Expo AvionesDocumento188 páginasExpo AvionesAndrés Felipe Romero TovarAún no hay calificaciones
- 2021-08-31. Pinturas, Informe Practica 2021-2Documento2 páginas2021-08-31. Pinturas, Informe Practica 2021-2Andrés Felipe Romero TovarAún no hay calificaciones
- Rac 8310-3 7387387Documento1 páginaRac 8310-3 7387387DAVID SANTIAGO PRECIADO SANABRIAAún no hay calificaciones
- Rac LarDocumento3 páginasRac LarAndrés Felipe Romero TovarAún no hay calificaciones
- Estudio de Caso Plan BBDocumento3 páginasEstudio de Caso Plan BBAndrés Felipe Romero TovarAún no hay calificaciones
- 174 CD 6Documento5 páginas174 CD 6Andrés Felipe Romero TovarAún no hay calificaciones
- RAC 45 Ed. 01Documento12 páginasRAC 45 Ed. 01Andrés Felipe Romero TovarAún no hay calificaciones
- G3 - Diagramas de Fuerza Cortante y de MomentoDocumento15 páginasG3 - Diagramas de Fuerza Cortante y de MomentoEuclider Daniel Jimenez RojasAún no hay calificaciones
- Check List-Accesorios de IzajeDocumento4 páginasCheck List-Accesorios de IzajeElvis IbarraAún no hay calificaciones
- Portafolio EstaticaDocumento52 páginasPortafolio EstaticaAlejandro OlivaresAún no hay calificaciones
- Odi Esmeril AngularDocumento2 páginasOdi Esmeril AngularCarlos RivasAún no hay calificaciones
- Muro Concreto Ciclopeo PDFDocumento4 páginasMuro Concreto Ciclopeo PDFMilycecy VargasAún no hay calificaciones
- Wwi16ashlaDocumento4 páginasWwi16ashlajorgeortiz011976Aún no hay calificaciones
- Ficha Tecnica Block Hueco de Concreto 15x20x40 Linea Estructural Nmx-c-404Documento1 páginaFicha Tecnica Block Hueco de Concreto 15x20x40 Linea Estructural Nmx-c-404Servando Mateos RamirezAún no hay calificaciones
- ESTATICADocumento6 páginasESTATICAOswaldo De la CruzAún no hay calificaciones
- Agenda LABIOMET Jesus Quezada 3 OctDocumento2 páginasAgenda LABIOMET Jesus Quezada 3 OctManuel CavAún no hay calificaciones
- Voladura Chimeneas - para CombinarDocumento8 páginasVoladura Chimeneas - para CombinarBryan PumaAún no hay calificaciones
- Eslinga Abs Doble Y No RegulableDocumento1 páginaEslinga Abs Doble Y No RegulableFreddy Green23Aún no hay calificaciones
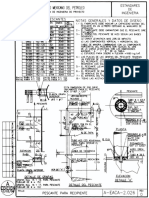
- Pescante para RecipienteDocumento1 páginaPescante para RecipienteMiguel Martinez GuerreroAún no hay calificaciones
- Losas en Dos Direcciones IDocumento23 páginasLosas en Dos Direcciones IStewart Yaroshenko Lopez OtinianoAún no hay calificaciones
- Inyectora de PlasticoDocumento8 páginasInyectora de PlasticoMaria ValenciaAún no hay calificaciones
- 57 Cable Sis EsDocumento2 páginas57 Cable Sis EsStefano EsmAún no hay calificaciones
- Catalogo Fachadas Extrusiones Metalicas-V02Documento68 páginasCatalogo Fachadas Extrusiones Metalicas-V02ArbeitAún no hay calificaciones
- Insumos MONTAJE PV4Documento2 páginasInsumos MONTAJE PV4javierAún no hay calificaciones
- Cronograma de Mantenimiento P&P Version 26-02-2021Documento240 páginasCronograma de Mantenimiento P&P Version 26-02-2021BelisarioAún no hay calificaciones
- Especificaciones y Flujo de Procesos PDFDocumento9 páginasEspecificaciones y Flujo de Procesos PDFWENDY JOANA DURAN RODRIGUEZAún no hay calificaciones
- Dop DapDocumento11 páginasDop DapDebora TesteAún no hay calificaciones
- Especificaciones Tecnicas MDF 1 PDFDocumento1 páginaEspecificaciones Tecnicas MDF 1 PDFjhflowAún no hay calificaciones
- Reporte de Inspección Predictiva Bucket de Pala Ex5600 Taller Usitemsa LimaDocumento6 páginasReporte de Inspección Predictiva Bucket de Pala Ex5600 Taller Usitemsa Limachechar10Aún no hay calificaciones
- C.i-Justo Rios V20semanaDocumento14 páginasC.i-Justo Rios V20semanaAnthony LopezAún no hay calificaciones
- Hr51a-P Ruta Insp Vosoa Proceso Alim CemDocumento11 páginasHr51a-P Ruta Insp Vosoa Proceso Alim CemMauro Portugal LagardaAún no hay calificaciones
- RESOLUCION DE PROBLEMAS 01 TurbomaquinasDocumento2 páginasRESOLUCION DE PROBLEMAS 01 TurbomaquinasWILBER CONDORI QUISPEAún no hay calificaciones
- Taladro de Columna Por BandasDocumento4 páginasTaladro de Columna Por BandasJorge Aarón CastilloAún no hay calificaciones
- Dominguez CamilaDocumento6 páginasDominguez CamilaTokii LuvvAún no hay calificaciones
- SMTCC2pr0010 Mantto B. Warman 750MC - Cambio Partes Húmedas V01Documento21 páginasSMTCC2pr0010 Mantto B. Warman 750MC - Cambio Partes Húmedas V01ALEXANDER ALFARO GOMEZAún no hay calificaciones
- GBC PDFDocumento19 páginasGBC PDFRenzo JairAún no hay calificaciones
- 3 - Ejercicio Práctico de MS Project - RecursosDocumento3 páginas3 - Ejercicio Práctico de MS Project - Recursosyeslit fiorela durand sumaranAún no hay calificaciones