También podría gustarte
- Propuesta de Innovacion Curricular AjedrezDocumento21 páginasPropuesta de Innovacion Curricular Ajedrezaanchia73100% (1)
- Saw 2019Documento41 páginasSaw 2019Paula Ines100% (1)
- NewMod 3 A - MoldeDocumento38 páginasNewMod 3 A - MoldePaula InesAún no hay calificaciones
- Ahorro y Cuidado Del Agua para Segundo Grado de PrimariaDocumento2 páginasAhorro y Cuidado Del Agua para Segundo Grado de PrimariaZharick Atía DíazAún no hay calificaciones
- Clase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Documento71 páginasClase 9 de La Materia 2018.Ppt (Modo de Compatibilidad)Paula InesAún no hay calificaciones
- NewMod 4 - ProblemasOperativosDocumento36 páginasNewMod 4 - ProblemasOperativosPaula InesAún no hay calificaciones
- Procedimientos de Trabajo de Radier y CementacionDocumento7 páginasProcedimientos de Trabajo de Radier y Cementaciongabriel sandoval espinoza100% (2)
- UNIDAD 4 - 5 FourierDocumento27 páginasUNIDAD 4 - 5 FourierPaula InesAún no hay calificaciones
- UNIDAD 7 y 8 Intergración Numérica y Ec DifDocumento37 páginasUNIDAD 7 y 8 Intergración Numérica y Ec DifPaula InesAún no hay calificaciones
- Smaw 2019Documento63 páginasSmaw 2019Paula InesAún no hay calificaciones
- Plan Anual Del Profesor Soldadura 2019Documento11 páginasPlan Anual Del Profesor Soldadura 2019Paula InesAún no hay calificaciones
- 03 - PBI VisualizadorDocumento39 páginas03 - PBI VisualizadorPaula InesAún no hay calificaciones
- 02 - PBI Dax (Con Comentarios)Documento37 páginas02 - PBI Dax (Con Comentarios)Paula InesAún no hay calificaciones
- 01 - PBI Modelador - RSDocumento52 páginas01 - PBI Modelador - RSPaula InesAún no hay calificaciones
- Clase 8 de La Materia 2018.Ppt (Modo de Compatibilidad)Documento43 páginasClase 8 de La Materia 2018.Ppt (Modo de Compatibilidad)Paula InesAún no hay calificaciones
- Trabajo Practico N°2Documento18 páginasTrabajo Practico N°2Paula InesAún no hay calificaciones
- UNIDAD 1 - 2 y 3 Numeros ComplejosDocumento106 páginasUNIDAD 1 - 2 y 3 Numeros ComplejosPaula InesAún no hay calificaciones
- 02 - PBI DaxDocumento37 páginas02 - PBI DaxPaula InesAún no hay calificaciones
- UNIDAD 6 Calculo NuméricoDocumento67 páginasUNIDAD 6 Calculo NuméricoPaula InesAún no hay calificaciones
- UNIDAD 4 y 5 Series de FourierDocumento87 páginasUNIDAD 4 y 5 Series de FourierPaula InesAún no hay calificaciones
- Informe de Actividades de Mantenimiento ++++ 03-02-2023Documento16 páginasInforme de Actividades de Mantenimiento ++++ 03-02-2023FREDDY NICOLAS ESCOBEDO LOZANOAún no hay calificaciones
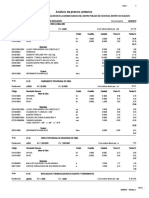
- Costos UnitariosDocumento33 páginasCostos UnitariosmilenaAún no hay calificaciones
- Pregunta1 13Documento7 páginasPregunta1 13Escobar Gabidia PragaAún no hay calificaciones
- Ciclo RankineDocumento15 páginasCiclo RankineAnonymous tofQlvAún no hay calificaciones
- Pepe Hormigon Ocr PDFDocumento103 páginasPepe Hormigon Ocr PDFLiliana RamirezAún no hay calificaciones
- Soluciones A Las Actividades de La Unidad-12 Insólita AguaDocumento4 páginasSoluciones A Las Actividades de La Unidad-12 Insólita AguaOscarAún no hay calificaciones
- Estatutos ASEMECHDocumento22 páginasEstatutos ASEMECHMedula UAndesAún no hay calificaciones
- 19 Copias A ColorDocumento1 página19 Copias A ColorMica LeguizamonAún no hay calificaciones
- Sesiones de 23 de Mayo Al 03 de JunioDocumento18 páginasSesiones de 23 de Mayo Al 03 de JunioJordan Cordova FloresAún no hay calificaciones
- Ser Vivo y Niveles de OrganizaciónDocumento4 páginasSer Vivo y Niveles de OrganizaciónPercy PérezAún no hay calificaciones
- Infografia EstimulacionDocumento1 páginaInfografia EstimulacionJuan Camilo Parra ReyesAún no hay calificaciones
- Tema 5 Lenguaje y ComunicacionDocumento11 páginasTema 5 Lenguaje y ComunicacionChiquinquiralozano_19Aún no hay calificaciones
- S2 - Práctica de Laboratorio 19 - Restauración Del Sistema en Windows 8Documento11 páginasS2 - Práctica de Laboratorio 19 - Restauración Del Sistema en Windows 8Rolando E Guzman NAún no hay calificaciones
- Educacion Fisica 1Documento9 páginasEducacion Fisica 1SAIRIS MILENA FIGUEROA CASTILLEJOAún no hay calificaciones
- Listado de Venta Bienes Adquiridos CajaDeAhorros 2Documento10 páginasListado de Venta Bienes Adquiridos CajaDeAhorros 2Leonora Elizabeth Miranda FloresAún no hay calificaciones
- Tema 12 ResumenDocumento3 páginasTema 12 ResumenTatï AnaAún no hay calificaciones
- Actividades Textos Los Milesios 2010Documento3 páginasActividades Textos Los Milesios 2010Paco Rojas RodríguezAún no hay calificaciones
- Circuladores para Enlaces MicroondasDocumento3 páginasCirculadores para Enlaces MicroondasEdwars Andoni Gabriel HuertaAún no hay calificaciones
- Anexo 2 - Insumos - Tarea 3Documento29 páginasAnexo 2 - Insumos - Tarea 3maria fernanda escamilla rojasAún no hay calificaciones
- Consentimiento InformadoDocumento1 páginaConsentimiento InformadoKarina Chavez VargasAún no hay calificaciones
- Sindrome de BurnoutDocumento4 páginasSindrome de BurnoutPaola ValdezAún no hay calificaciones
- Trabajo en EquipoDocumento12 páginasTrabajo en EquipoFelipe Trujillo GomezAún no hay calificaciones
- Informe Tecnico Desechos Peligrosos 2022Documento4 páginasInforme Tecnico Desechos Peligrosos 2022Janina Chuchuca CelyAún no hay calificaciones
- Hoja de Cálculo de SDBDocumento5 páginasHoja de Cálculo de SDBGabriel Eduardo Blanco GodoyAún no hay calificaciones
- Practica Pre Profesional 020 2021 MimpDocumento4 páginasPractica Pre Profesional 020 2021 MimpDavid Enríquez CubillasAún no hay calificaciones
- Flexión Final 6-04-2020Documento109 páginasFlexión Final 6-04-2020axelAún no hay calificaciones
- 1388 Plan de Desarrollo 2012 2021 43a08f7ba329054dDocumento245 páginas1388 Plan de Desarrollo 2012 2021 43a08f7ba329054dDiego PazAún no hay calificaciones