También podría gustarte
- Ecuaciones MESH para Una Etapa de EquilibrioDocumento19 páginasEcuaciones MESH para Una Etapa de EquilibrioMaricarmen LópezAún no hay calificaciones
- Puente de MaxwellDocumento2 páginasPuente de MaxwellFernando Moran ContrerasAún no hay calificaciones
- Manual Destilador FelisaDocumento28 páginasManual Destilador FelisaChristian Manuel De La Rosa AlmoraAún no hay calificaciones
- Diseño y Fabricacion de Un Cono TruncadoDocumento8 páginasDiseño y Fabricacion de Un Cono TruncadoFernando Moran ContrerasAún no hay calificaciones
- Guía Práctica 3 - Espectrofotometría UV-VisDocumento2 páginasGuía Práctica 3 - Espectrofotometría UV-VisFelipe Parra100% (1)
- Ejercicios Resueltos de DerivadasDocumento24 páginasEjercicios Resueltos de DerivadasFernando Moran ContrerasAún no hay calificaciones
- Qai - Clase CulombimetriaDocumento29 páginasQai - Clase Culombimetriaana sol ojedaAún no hay calificaciones
- Actividad - 5Documento2 páginasActividad - 5JoseAún no hay calificaciones
- Hoja Seguridad AcetonaDocumento2 páginasHoja Seguridad AcetonaJuan Diego Gonzalez GutierrezAún no hay calificaciones
- Las Ventanas InteligentesDocumento2 páginasLas Ventanas InteligentesFrankling Jhosep CabanillasAún no hay calificaciones
- FisicofarmaciaDocumento2 páginasFisicofarmaciaMelissa VenturaAún no hay calificaciones
- 10 Equilibrio Solido LiquidoDocumento10 páginas10 Equilibrio Solido LiquidoEduar Moreno LondoñoAún no hay calificaciones
- Universidad Surcolombiana Facultad de Ciencias Exactas Y Naturales Programa Matematica Aplicada Plan de EstudiosDocumento1 páginaUniversidad Surcolombiana Facultad de Ciencias Exactas Y Naturales Programa Matematica Aplicada Plan de Estudiosrazn24Aún no hay calificaciones
- Glosario de Cinetica QuimicaDocumento8 páginasGlosario de Cinetica Quimicaangelkick42Aún no hay calificaciones
- Tema 01 - Sistemas Cerrados PDFDocumento13 páginasTema 01 - Sistemas Cerrados PDFcythopeyaAún no hay calificaciones
- Presentación CALIBRACION BALANZADocumento10 páginasPresentación CALIBRACION BALANZASonnia KochmannAún no hay calificaciones
- Coeficiente de Poisson PDFDocumento12 páginasCoeficiente de Poisson PDFMary CalleAún no hay calificaciones
- Práctica 4 "Celdas Galvanicas"Documento12 páginasPráctica 4 "Celdas Galvanicas"Jesús B. Pérez0% (1)
- Cromatografia de GasesDocumento7 páginasCromatografia de GasesElizabeth GuzmanAún no hay calificaciones
- Formato de Inspeccion de Extintores Listo Cata PDFDocumento1 páginaFormato de Inspeccion de Extintores Listo Cata PDFolegarioAún no hay calificaciones
- Exracción Asistida Con MicroondasDocumento18 páginasExracción Asistida Con MicroondasCamy MoralesAún no hay calificaciones
- Hidrocarburos Halogenados FinalDocumento19 páginasHidrocarburos Halogenados FinalSergio Machado CAún no hay calificaciones
- Ejercicios Formulario Ley OhmDocumento10 páginasEjercicios Formulario Ley OhmFernando Torres100% (1)
- Breve Historia de La Cinetica QuimicaDocumento6 páginasBreve Historia de La Cinetica QuimicaAndre Basantes GarciaAún no hay calificaciones
- Actividad 1.3. Fisiografia y OrografiaDocumento4 páginasActividad 1.3. Fisiografia y OrografiaBruno SánchezAún no hay calificaciones
- Balance de Materia y Energia - DoranDocumento3 páginasBalance de Materia y Energia - DoranluisdhoyosAún no hay calificaciones
- Extraccion de CaseinaDocumento5 páginasExtraccion de CaseinanickAún no hay calificaciones
- Mapa Conceptual Sobre Contracción Del Musculo EsqueléticoDocumento1 páginaMapa Conceptual Sobre Contracción Del Musculo EsqueléticoKevin Josseph Tasayco LauraAún no hay calificaciones
- Cuestionario 1 Quimica AnaliticaDocumento6 páginasCuestionario 1 Quimica AnaliticaAlex Quispe CAún no hay calificaciones
- Mapa Conceptual BPL MARIA GAMEZ PDFDocumento1 páginaMapa Conceptual BPL MARIA GAMEZ PDFMaria GamezAún no hay calificaciones
- CromatografíaDocumento10 páginasCromatografíaAndres MedranoAún no hay calificaciones
- Excreción Renal de La Bromoftaleína (BSP)Documento5 páginasExcreción Renal de La Bromoftaleína (BSP)Elizabeth MaciasAún no hay calificaciones
- Informe FuerzasDocumento6 páginasInforme FuerzasJonatan TorresAún no hay calificaciones
- Práctica. Ley de GrahamDocumento3 páginasPráctica. Ley de GrahamAdlin MachacaAún no hay calificaciones
- Ley 485 de 1998 Profes RegenteDocumento3 páginasLey 485 de 1998 Profes RegentefranciskoleonAún no hay calificaciones
- Cuál Locomotora El Desalentador Panorama de La Minería en ColombiaDocumento106 páginasCuál Locomotora El Desalentador Panorama de La Minería en Colombiacasvdj5Aún no hay calificaciones
- Secado Parte I Teoria PDFDocumento46 páginasSecado Parte I Teoria PDFSofía PorrasAún no hay calificaciones
- Tensiometro Digital, IDocumento6 páginasTensiometro Digital, IIngrid Patricia Zuleta ArangoAún no hay calificaciones
- Origen de La Capa de OzonoDocumento6 páginasOrigen de La Capa de OzonoMaria Luisa ChimoqueroAún no hay calificaciones
- Taller No.9 M de FluidosDocumento2 páginasTaller No.9 M de FluidosLiceth GAún no hay calificaciones
- Medidores de Flujo de Area Constante y Area Variable para Fluidos IncompresiblesDocumento12 páginasMedidores de Flujo de Area Constante y Area Variable para Fluidos IncompresiblesRoxangela Amaya100% (1)
- 2018-Guía Práct QM-UDEPDocumento97 páginas2018-Guía Práct QM-UDEPRositaAún no hay calificaciones
- Normas de Seguridad e Higiene en El Laboratorio de QuímicaDocumento7 páginasNormas de Seguridad e Higiene en El Laboratorio de QuímicaMonse T. MuñozAún no hay calificaciones
- Western Blot PIADocumento27 páginasWestern Blot PIAJavier LealAún no hay calificaciones
- Unidad 19 La Ley de OhmDocumento48 páginasUnidad 19 La Ley de OhmjoenolaheAún no hay calificaciones
- Escala de PH Experimental y Rango de VireDocumento5 páginasEscala de PH Experimental y Rango de VireJnZAún no hay calificaciones
- Resumen Clases Plantas de TratamientoDocumento9 páginasResumen Clases Plantas de TratamientoJavier ManriqueAún no hay calificaciones
- Work Paper 2Documento4 páginasWork Paper 2Jacky León100% (1)
- CarbocatiónDocumento3 páginasCarbocatiónYovana Zarate Martinez100% (2)
- CAUDALDocumento6 páginasCAUDALPercy Morales RamirezAún no hay calificaciones
- DestilacionDocumento34 páginasDestilacionmcnoriegaAún no hay calificaciones
- Diseño de Colummna de Destilacion Con Método de Wang HenkeDocumento7 páginasDiseño de Colummna de Destilacion Con Método de Wang HenkeErickYairCruzBetanzosAún no hay calificaciones
- Metodos Vs RigurososDocumento7 páginasMetodos Vs RigurososVictor Javier Reyes NavaroAún no hay calificaciones
- Simulacion de EvaporadoresDocumento12 páginasSimulacion de Evaporadoresmanu_a_01Aún no hay calificaciones
- Calculos Flash THISDocumento60 páginasCalculos Flash THISAdi JcAún no hay calificaciones
- TRANSFERENCIA DE MASA 1-Taller 3 Corte FinalDocumento31 páginasTRANSFERENCIA DE MASA 1-Taller 3 Corte FinalMelissa PinedaAún no hay calificaciones
- Ponchon-Savarit Isabel Tacunan PDFDocumento12 páginasPonchon-Savarit Isabel Tacunan PDFIsabel Tacunan CastilloAún no hay calificaciones
- Víctor Rodríguez 20% 1er C Teorico Practico PDFDocumento22 páginasVíctor Rodríguez 20% 1er C Teorico Practico PDFMaria Rosario AtencioAún no hay calificaciones
- Metodo de Ponchon-Savarit.Documento18 páginasMetodo de Ponchon-Savarit.Lizeth RamirezAún no hay calificaciones
- Diseño Riguroso para C, Destilacion PDFDocumento10 páginasDiseño Riguroso para C, Destilacion PDFerickvergaraiAún no hay calificaciones
- Destilacion KisterDocumento10 páginasDestilacion KisterGisseli QGAún no hay calificaciones
- WinCC Lectura - Escritura Tags (Ansi C - VBScript)Documento2 páginasWinCC Lectura - Escritura Tags (Ansi C - VBScript)Fernando Moran ContrerasAún no hay calificaciones
- FIX SolidworksDocumento3 páginasFIX SolidworksFernando Moran ContrerasAún no hay calificaciones
- WCC Professional V13 SP2 Prog EsES Es-ESDocumento2312 páginasWCC Professional V13 SP2 Prog EsES Es-ESFernando Moran ContrerasAún no hay calificaciones
- Control 1 PDFDocumento21 páginasControl 1 PDFFernando Moran ContrerasAún no hay calificaciones
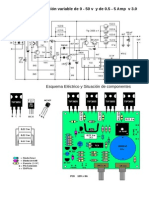
- Fuente de Alimentación Variable de 0 - 50 V y de 0.5 - 5 AmpDocumento2 páginasFuente de Alimentación Variable de 0 - 50 V y de 0.5 - 5 AmpFernando Moran ContrerasAún no hay calificaciones
- Compuertas LogicasDocumento6 páginasCompuertas LogicasFernando Moran ContrerasAún no hay calificaciones
- Comp LogicasDocumento6 páginasComp LogicasFernando Moran ContrerasAún no hay calificaciones
- Motor Paso A Paso y UsoDocumento7 páginasMotor Paso A Paso y UsoFernando Moran ContrerasAún no hay calificaciones