También podría gustarte
- LICCON2 Limitador de Campo de TrabajoDocumento20 páginasLICCON2 Limitador de Campo de TrabajoRicky Vil100% (2)
- 106 Mejores PrácticasDocumento30 páginas106 Mejores PrácticasNo publicAún no hay calificaciones
- Fasae 4 - G94Documento11 páginasFasae 4 - G94Jose MiguelAún no hay calificaciones
- Trabajo Final Grupo 59Documento20 páginasTrabajo Final Grupo 59Jose MiguelAún no hay calificaciones
- Postarea - Daniel DíazDocumento6 páginasPostarea - Daniel DíazJose MiguelAún no hay calificaciones
- Fase 5-Memoria-Grupo 94Documento19 páginasFase 5-Memoria-Grupo 94Jose MiguelAún no hay calificaciones
- Trabajo Final Grupo 59Documento20 páginasTrabajo Final Grupo 59Jose MiguelAún no hay calificaciones
- Guia de Actividades y Rúbrica de Evaluación - Post Tarea - Medir La Competitividad en Supply Chain y en LogísticaDocumento10 páginasGuia de Actividades y Rúbrica de Evaluación - Post Tarea - Medir La Competitividad en Supply Chain y en LogísticaJose MiguelAún no hay calificaciones
- Annex 2 - An Approximation To A Decision Model To Valuate Intangible Assets PDFDocumento16 páginasAnnex 2 - An Approximation To A Decision Model To Valuate Intangible Assets PDFAldemar GonzalezAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 3 - Fase 5 - CierreDocumento8 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 3 - Fase 5 - CierreLiiz SâRmïenttôAún no hay calificaciones
- Anexo Caso Post TareaDocumento2 páginasAnexo Caso Post TareaJose MiguelAún no hay calificaciones
- Guia de Actividades y Rubrica de Evaluación - Fase 6 - Plantear Estrategias para La Mejora Continua de La OrganizaciónDocumento9 páginasGuia de Actividades y Rubrica de Evaluación - Fase 6 - Plantear Estrategias para La Mejora Continua de La OrganizaciónJose MiguelAún no hay calificaciones
- 106 Mejores PrácticasDocumento30 páginas106 Mejores PrácticasNo publicAún no hay calificaciones
- Guia de Actividades y Rubrica de Evaluacion - Post Tarea. Trabajo Final POADocumento8 páginasGuia de Actividades y Rubrica de Evaluacion - Post Tarea. Trabajo Final POAchevrojaponAún no hay calificaciones
- PosterDocumento1 páginaPosterJose MiguelAún no hay calificaciones
- Pre-Tarea Programacion Lineal - Miguel MahechaDocumento22 páginasPre-Tarea Programacion Lineal - Miguel MahechaJose MiguelAún no hay calificaciones
- Activity Guide and Evaluation Rubric - Step 6 Prepare Technology Negotiations - En.esDocumento9 páginasActivity Guide and Evaluation Rubric - Step 6 Prepare Technology Negotiations - En.esJose MiguelAún no hay calificaciones
- Anexo 1 - Caso de Estudio Defectos Osos de GomaDocumento8 páginasAnexo 1 - Caso de Estudio Defectos Osos de GomaJose MiguelAún no hay calificaciones
- Anexo 2 Plan de MejoraDocumento1 páginaAnexo 2 Plan de MejoraJose MiguelAún no hay calificaciones
- Tarea 2 Grupo 344Documento144 páginasTarea 2 Grupo 344Jose MiguelAún no hay calificaciones
- Ejercicio 3 Tarea 2 Miguel MahechaDocumento28 páginasEjercicio 3 Tarea 2 Miguel MahechaJose MiguelAún no hay calificaciones
- Grupo 344 TC1Documento77 páginasGrupo 344 TC1Jose MiguelAún no hay calificaciones
- Post-Tarea Miguel MahechaDocumento29 páginasPost-Tarea Miguel MahechaJose MiguelAún no hay calificaciones
- Ejercicio 6 Miguel Mahecha.Documento7 páginasEjercicio 6 Miguel Mahecha.Jose MiguelAún no hay calificaciones
- Momento 2 Laboratorio Proyecto de Ingenieria 1Documento12 páginasMomento 2 Laboratorio Proyecto de Ingenieria 1Jose MiguelAún no hay calificaciones
- Paso 5 ColaborativoDocumento4 páginasPaso 5 ColaborativoJose MiguelAún no hay calificaciones
- Unidades 1 y 2 Fase 1 - Preliminar - 146 - Miguel MahechaDocumento13 páginasUnidades 1 y 2 Fase 1 - Preliminar - 146 - Miguel MahechaJose MiguelAún no hay calificaciones
- Momento 3 Laboratorio Proyecto de Ingenieria 1Documento8 páginasMomento 3 Laboratorio Proyecto de Ingenieria 1Jose MiguelAún no hay calificaciones
- Trabajo Colaborativo 1Documento14 páginasTrabajo Colaborativo 1Jose MiguelAún no hay calificaciones
- Procedimiento de Control de Documentos y RegistrosDocumento5 páginasProcedimiento de Control de Documentos y RegistrosDiana RuizAún no hay calificaciones
- Colas en Memoria DinámicaDocumento11 páginasColas en Memoria DinámicaRafael Angel Mejias IzquierdoAún no hay calificaciones
- Válvula de ExpansiónDocumento10 páginasVálvula de ExpansiónLeonardo CardinauxAún no hay calificaciones
- Accion CorrectivaDocumento2 páginasAccion CorrectivaMaria Guadalupe Camarillo GonzalezAún no hay calificaciones
- Equipo de Anestesia Wato Ex-30 Manual TécnicoDocumento240 páginasEquipo de Anestesia Wato Ex-30 Manual Técnicodanny caceresAún no hay calificaciones
- 6908-Texto Del Artículo-9806-2-10-20170721Documento19 páginas6908-Texto Del Artículo-9806-2-10-20170721Juan Eduardo DurandAún no hay calificaciones
- Historia y Evolución de Los Dispositivos MóvilesDocumento6 páginasHistoria y Evolución de Los Dispositivos MóvilesRyonma RicavelikAún no hay calificaciones
- Tema 2 - Diseño de SeparadoresDocumento41 páginasTema 2 - Diseño de Separadoresmelany VallejosAún no hay calificaciones
- Repaso Modelo RelacionalDocumento15 páginasRepaso Modelo RelacionalBeatriz Sanchez PerezAún no hay calificaciones
- Linea CapturaDocumento1 páginaLinea CapturaLilis ríosAún no hay calificaciones
- Programa - Formación de Especialistas en Hidráulica-1Documento4 páginasPrograma - Formación de Especialistas en Hidráulica-1DiegoMenaAún no hay calificaciones
- Circuito EléctricoDocumento2 páginasCircuito EléctricoRicardo ChungaAún no hay calificaciones
- Tarea 4 AnalizarDocumento5 páginasTarea 4 Analizarcamilo martinezAún no hay calificaciones
- TyC Homologante EnlineaDocumento2 páginasTyC Homologante EnlineaFrancesca ReynaAún no hay calificaciones
- Cliente Interno y Cliente ExternoDocumento5 páginasCliente Interno y Cliente ExternoPablo Humberto Vicente SolaresAún no hay calificaciones
- KesslerDocumento14 páginasKesslerAd Sidera VisusAún no hay calificaciones
- DDLA Art 2015Documento197 páginasDDLA Art 2015Antonella Elizabeth SaezAún no hay calificaciones
- Rivulis F7050 Spanish 20220422 WebDocumento6 páginasRivulis F7050 Spanish 20220422 WebGarcíaAvalosHermelindoAún no hay calificaciones
- Tarea 9 - Electronica Industrial - Circuitos Con OptoacopladoresDocumento6 páginasTarea 9 - Electronica Industrial - Circuitos Con OptoacopladoresRandal FloresAún no hay calificaciones
- 2 Industria 4.0Documento16 páginas2 Industria 4.0Isaac EliasAún no hay calificaciones
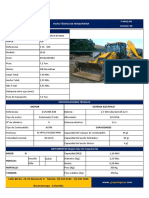
- F-MAQ-04 Ficha Tecnica Maquianaria Retrocargadora de Llanta JCB 3CXDocumento1 páginaF-MAQ-04 Ficha Tecnica Maquianaria Retrocargadora de Llanta JCB 3CXJohn MoralesAún no hay calificaciones
- Generador de Tonos para Telefono PDFDocumento2 páginasGenerador de Tonos para Telefono PDFPaco TrashorrasAún no hay calificaciones
- Proyecto Virus Informatico234Documento16 páginasProyecto Virus Informatico234Juan Gabriel Martinez JaqueAún no hay calificaciones
- SEA COABAO, GILBERTO TEMIX INFANSON, Informatica 1, Primer Cuatrimestre, 18.02.2021Documento16 páginasSEA COABAO, GILBERTO TEMIX INFANSON, Informatica 1, Primer Cuatrimestre, 18.02.2021xXBETSHYTAXxAún no hay calificaciones
- ¿Qué Es El Entorno Digital?Documento14 páginas¿Qué Es El Entorno Digital?Sofi StefaniAún no hay calificaciones
- Efectos - DefectosDocumento14 páginasEfectos - DefectosRaquel GómezAún no hay calificaciones
- Panasonic TVDocumento104 páginasPanasonic TVJoseAún no hay calificaciones
- Solución Posibles Errores ActivaciónDocumento2 páginasSolución Posibles Errores ActivaciónHectorDamianBritezAún no hay calificaciones
- Fisica I HidrostáticaDocumento5 páginasFisica I HidrostáticaJose Cam LopezAún no hay calificaciones
- Oficio Acta de EntornoDocumento2 páginasOficio Acta de EntornoyonnierAún no hay calificaciones