También podría gustarte
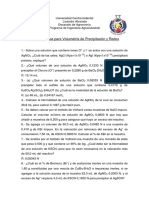
- Guía de Ejercicios Precipitación y RedoxDocumento2 páginasGuía de Ejercicios Precipitación y Redoxfernanda100% (1)
- Resumen: Biotecnología en El Sector Agropecuario y Agroindustrial Vol 10 No. 1 (157 - 165) Enero - Junio 2012Documento9 páginasResumen: Biotecnología en El Sector Agropecuario y Agroindustrial Vol 10 No. 1 (157 - 165) Enero - Junio 2012Oswaldo Flores QuizAún no hay calificaciones
- Introduccion Al Analisis QuimicoDocumento23 páginasIntroduccion Al Analisis QuimicoAldo Richard Lopez CordovaAún no hay calificaciones
- Partes Por MillonDocumento25 páginasPartes Por MillonAldo Richard Lopez CordovaAún no hay calificaciones
- Analisis de Oro y PlataDocumento29 páginasAnalisis de Oro y PlataLaura Marcela100% (1)
- Humedad y CenizasDocumento91 páginasHumedad y CenizasMauricio RomanAún no hay calificaciones
- Explotacion MineraDocumento24 páginasExplotacion MineraAldo Richard Lopez CordovaAún no hay calificaciones
- IV ControlCalidad PDFDocumento47 páginasIV ControlCalidad PDFJackelineAún no hay calificaciones
- Manual Fisica GeneralDocumento77 páginasManual Fisica GeneralDab ÁlvarezAún no hay calificaciones
- TrituracionDocumento80 páginasTrituracionDanielSantos100% (1)
- Diseño de Trituradora de PetDocumento9 páginasDiseño de Trituradora de PetDidier Mauricio Rodríguez SánchezAún no hay calificaciones
- Trituracion y MoliendaDocumento25 páginasTrituracion y Moliendablink42j0% (1)
- Yaftian 2018Documento18 páginasYaftian 2018Michael CrowAún no hay calificaciones
- Metalurgia ExtractivaDocumento23 páginasMetalurgia ExtractivaAldo Richard Lopez CordovaAún no hay calificaciones
- Espectros de Emision y AbsorcionDocumento27 páginasEspectros de Emision y AbsorcionAldo Richard Lopez CordovaAún no hay calificaciones
- Estequiometría y Disoluciones. Libro PrincipalDocumento29 páginasEstequiometría y Disoluciones. Libro PrincipalLuis Carlos Andrade100% (1)
- Guia TP 2 Quimica II 2010Documento6 páginasGuia TP 2 Quimica II 2010Fulanito CosmeAún no hay calificaciones
- Ley de Lambert y BeerDocumento19 páginasLey de Lambert y BeerRobert José Lobatón AlvarezAún no hay calificaciones
- Manual Quimica General PDFDocumento52 páginasManual Quimica General PDFAnonymous 7iMCIyk7Aún no hay calificaciones
- NormailidadDocumento3 páginasNormailidadAldo Richard Lopez CordovaAún no hay calificaciones
- Manual MineriaDocumento290 páginasManual Mineriadfmejiay100% (4)
- Tipos de ChancadoraDocumento9 páginasTipos de ChancadoraAldo Richard Lopez CordovaAún no hay calificaciones
- PracticasDocumento34 páginasPracticasAldo Richard Lopez CordovaAún no hay calificaciones
- Procedimiento IperDocumento7 páginasProcedimiento IperEdisson Rene Eyzaguirre RamosAún no hay calificaciones
- Ejemplo IPERDocumento4 páginasEjemplo IPERguiampu313086% (44)
- Minerales Industriales Su Importancia EconomicaDocumento44 páginasMinerales Industriales Su Importancia EconomicaOliver Diego Gonzalez Rodriguez100% (1)
- Metales Que Produce El PeruDocumento11 páginasMetales Que Produce El PeruJhony DamianAún no hay calificaciones
- BPL DiapositivasDocumento9 páginasBPL DiapositivasAldo Richard Lopez CordovaAún no hay calificaciones
- IV ControlCalidad PDFDocumento47 páginasIV ControlCalidad PDFJackelineAún no hay calificaciones
- Chancador de MandibulaDocumento23 páginasChancador de Mandibulafernanda100% (1)
- Eldia 2 Septiembre 2019Documento24 páginasEldia 2 Septiembre 2019Felipe AhumadaAún no hay calificaciones
- Examen Final de Quimica IIDocumento5 páginasExamen Final de Quimica IIRenato ProleonAún no hay calificaciones
- ACTIVIDAD M.R.UV 3ro RESULTADOSDocumento5 páginasACTIVIDAD M.R.UV 3ro RESULTADOSNelson NavaAún no hay calificaciones
- Interacciones FundamentalesDocumento8 páginasInteracciones FundamentalesVictorAún no hay calificaciones
- El Empoderamiento JuvenilDocumento6 páginasEl Empoderamiento JuvenilAngélica Guidotti acuñaAún no hay calificaciones
- Cuestionario Personal Auxiliar TeatroDocumento4 páginasCuestionario Personal Auxiliar TeatroIrene AtenciaAún no hay calificaciones
- Caso SalvavidasDocumento16 páginasCaso SalvavidasLesther Miguel Merida LópezAún no hay calificaciones
- Reglamento CampeonatoDocumento14 páginasReglamento CampeonatoEmilioGastónAún no hay calificaciones
- Solicitud Requerimientos SsomaDocumento2 páginasSolicitud Requerimientos SsomaVICTOR JESUSAún no hay calificaciones
- Memoria de Calculo Tribuna OkDocumento13 páginasMemoria de Calculo Tribuna OkMarco Antonio Mamani QuispeAún no hay calificaciones
- Estimación de Costos en TransporteDocumento21 páginasEstimación de Costos en TransporteKevin Arturo Polo CastilloAún no hay calificaciones
- TMC - Hierro - Grupo 3Documento14 páginasTMC - Hierro - Grupo 3Kayla VeraAún no hay calificaciones
- Árbol Genealógico de La Mitología Griega - Antigua GreciaDocumento1 páginaÁrbol Genealógico de La Mitología Griega - Antigua GreciaAquino100% (6)
- Banco de ProteccionesDocumento13 páginasBanco de ProteccionesYunior BejaranoAún no hay calificaciones
- MI EXPERIENCIA DE PRÁCTICA Nancy MuñozDocumento3 páginasMI EXPERIENCIA DE PRÁCTICA Nancy MuñozNancy MuñozAún no hay calificaciones
- Principal Sucursal TallerDocumento3 páginasPrincipal Sucursal TallerAndy EstupiñánAún no hay calificaciones
- Cursos Online Con Certificado 2021 - 2da ParteDocumento8 páginasCursos Online Con Certificado 2021 - 2da Parteestrellaquilla16Aún no hay calificaciones
- CHP Cartografia Historica PortuguesaDocumento216 páginasCHP Cartografia Historica PortuguesaNoéRuanoRiveraAún no hay calificaciones
- Caso PolypanelDocumento5 páginasCaso PolypanelGerson Vladimir Ortiz VenturaAún no hay calificaciones
- Recocido-Simulado ModificadoDocumento22 páginasRecocido-Simulado ModificadoJoel MontalvanAún no hay calificaciones
- DDDocumento19 páginasDDyarlinmaigualAún no hay calificaciones
- Jeon Junkook Datos y CuriosidadesDocumento53 páginasJeon Junkook Datos y CuriosidadesValentina LRAún no hay calificaciones
- Informe de PracticasDocumento37 páginasInforme de PracticasarturAún no hay calificaciones
- Análisis de Autocorrelación - J.M. Arranz, M.M. ZamoraDocumento35 páginasAnálisis de Autocorrelación - J.M. Arranz, M.M. ZamoraRaul GalindezAún no hay calificaciones
- 8 Sin Marca de AguaDocumento194 páginas8 Sin Marca de Aguaalexanderlopez504teletrabajoAún no hay calificaciones
- Primera Practica de Análisis de Fallas 2020Documento5 páginasPrimera Practica de Análisis de Fallas 2020OSCAR CESAR HERNANDEZ MEDINAAún no hay calificaciones
- Telecomunicaciones I-ModulacionDocumento27 páginasTelecomunicaciones I-ModulacionWendy Santana EncarnacionAún no hay calificaciones
- NanotecnologiaDocumento29 páginasNanotecnologiaLeonardo Souza GarciaAún no hay calificaciones
- Integración NuméricaDocumento3 páginasIntegración NuméricaMERCY JULIANA NOVELO CHEAún no hay calificaciones
- Diseno DS60 Sesion1 LMassoneDocumento50 páginasDiseno DS60 Sesion1 LMassonecquintanillaAún no hay calificaciones