También podría gustarte
- Indicadores de ComprasDocumento1 páginaIndicadores de ComprasErickJonatanRodriguezAún no hay calificaciones
- Formato D3e Porcentajes de AvanceDocumento1 páginaFormato D3e Porcentajes de AvanceErickJonatanRodriguezAún no hay calificaciones
- F Dii 06 No ConformidadesDocumento11 páginasF Dii 06 No ConformidadesErickJonatanRodriguezAún no hay calificaciones
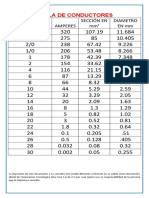
- Tabla de CondtuctorDocumento1 páginaTabla de CondtuctorErickJonatanRodriguezAún no hay calificaciones
- Fresado de Piezas CNCDocumento3 páginasFresado de Piezas CNCErickJonatanRodriguezAún no hay calificaciones
- MEMORANDUM Canalaes de ComunicaciónDocumento2 páginasMEMORANDUM Canalaes de ComunicaciónErickJonatanRodriguezAún no hay calificaciones
- KPIs de ventas y comprasDocumento4 páginasKPIs de ventas y comprasErickJonatanRodriguezAún no hay calificaciones
- 003 LogisticaDocumento2 páginas003 LogisticaErickJonatanRodriguezAún no hay calificaciones
- Fundamentos de La Soldadura Por PuntosDocumento4 páginasFundamentos de La Soldadura Por PuntosMiguel LugoAún no hay calificaciones
- CalidadDocumento2 páginasCalidadErickJonatanRodriguezAún no hay calificaciones
- Lista de HerramientaDocumento1 páginaLista de HerramientaErickJonatanRodriguezAún no hay calificaciones
- Ishikawa de La No Conformidad 39Documento1 páginaIshikawa de La No Conformidad 39ErickJonatanRodriguezAún no hay calificaciones
- Copia de Control de Fabricacion y Salidas 160321 (Autoguardado)Documento63 páginasCopia de Control de Fabricacion y Salidas 160321 (Autoguardado)ErickJonatanRodriguezAún no hay calificaciones
- Copia de Control de Fabricacion y Salidas 160321 (Autoguardado)Documento63 páginasCopia de Control de Fabricacion y Salidas 160321 (Autoguardado)ErickJonatanRodriguezAún no hay calificaciones
- 5 S SMMDocumento4 páginas5 S SMMErickJonatanRodriguezAún no hay calificaciones
- NMX 351Documento4 páginasNMX 351ErickJonatanRodriguezAún no hay calificaciones
- Tabla CondtuctorDocumento1 páginaTabla CondtuctorErickJonatanRodriguezAún no hay calificaciones
- Tarea 1 CalidadDocumento18 páginasTarea 1 CalidadErickJonatanRodriguezAún no hay calificaciones
- CalidadDocumento2 páginasCalidadErickJonatanRodriguezAún no hay calificaciones
- Análisis FinancieroDocumento2 páginasAnálisis FinancieroErickJonatanRodriguez100% (1)
- Sistemas CadDocumento5 páginasSistemas CadErickJonatanRodriguezAún no hay calificaciones
- Procesos de Elaboración de Concreto PremezcladoDocumento1 páginaProcesos de Elaboración de Concreto PremezcladoErickJonatanRodriguezAún no hay calificaciones
- Método Cuantitativo de VogelDocumento6 páginasMétodo Cuantitativo de Vogelalex_araiz100% (4)
- Plum On Diagram ADocumento1 páginaPlum On Diagram AErickJonatanRodriguezAún no hay calificaciones
- Aplicacion DE LAS 5 MDocumento3 páginasAplicacion DE LAS 5 MErickJonatanRodriguezAún no hay calificaciones
- Diagrama de ProcesoDocumento6 páginasDiagrama de ProcesoErickJonatanRodriguezAún no hay calificaciones
- Series Uniformes o AnualidadesDocumento23 páginasSeries Uniformes o AnualidadesOscar Hernán Muñoz0% (1)
- ConclusiónDocumento1 páginaConclusiónErickJonatanRodriguezAún no hay calificaciones
- Ebook Formas Enamorar ClientesDocumento13 páginasEbook Formas Enamorar Clientesshinelovejk7Aún no hay calificaciones
- Vino de MortiñoDocumento8 páginasVino de MortiñoDianyta BerronesAún no hay calificaciones
- Análisis de Precios Unitarios: PáginaDocumento9 páginasAnálisis de Precios Unitarios: PáginawilfredoAún no hay calificaciones
- Historia Seis SigmaDocumento6 páginasHistoria Seis SigmaKarolineMichaelleAún no hay calificaciones
- Temario Exonera 2015Documento6 páginasTemario Exonera 2015Preuniversitario FormarteAún no hay calificaciones
- Tema 2. CRITERIOS PARA ESTABLECER LA DIFERENCIACIÓN ENTRE LA LINGÜÍSTICA TEÓRICA Y LA LINGÜÍSTICA APLICADADocumento9 páginasTema 2. CRITERIOS PARA ESTABLECER LA DIFERENCIACIÓN ENTRE LA LINGÜÍSTICA TEÓRICA Y LA LINGÜÍSTICA APLICADALaura SánchezAún no hay calificaciones
- Evaluación Del Mobbing en El Ámbito ForenseDocumento7 páginasEvaluación Del Mobbing en El Ámbito ForenseFernando CastroAún no hay calificaciones
- Plan de Mercadeo para artesanos de Baños del IncaDocumento7 páginasPlan de Mercadeo para artesanos de Baños del Incamasterbaldomero2012Aún no hay calificaciones
- Catalogo Ventiladores Airtec 2005Documento53 páginasCatalogo Ventiladores Airtec 2005manuel eduardo pomahuali liñanAún no hay calificaciones
- Crisis Energética en PanamáDocumento4 páginasCrisis Energética en PanamáJorge VegaAún no hay calificaciones
- PDF Monografia Siaf DLDocumento12 páginasPDF Monografia Siaf DLBrandon César Barrientos ClavijoAún no hay calificaciones
- Brochure Dsi 500DDocumento11 páginasBrochure Dsi 500DCeleynes RTAún no hay calificaciones
- Que Es Un Inductor o Bobina Como FuncionDocumento2 páginasQue Es Un Inductor o Bobina Como FuncionyolieskaAún no hay calificaciones
- MANUALDELUSUARIO EASYVENT VersionCDDocumento28 páginasMANUALDELUSUARIO EASYVENT VersionCDDaniel HerreraAún no hay calificaciones
- Acta Compromiso Estudiante - Acudiente 2016Documento3 páginasActa Compromiso Estudiante - Acudiente 2016Mary CastilloAún no hay calificaciones
- 150sz 2020 - Italika - Negroconverde 11 09 2021Documento2 páginas150sz 2020 - Italika - Negroconverde 11 09 2021luis lopezAún no hay calificaciones
- Métodos estadísticos para pronosticar ventasDocumento15 páginasMétodos estadísticos para pronosticar ventaselviraAún no hay calificaciones
- El Tiempo y El EspacioDocumento4 páginasEl Tiempo y El Espaciorochu tempriAún no hay calificaciones
- Analisis Obra, Termas de Caracalla. Arquitectura RomanaDocumento5 páginasAnalisis Obra, Termas de Caracalla. Arquitectura RomanaAlejandro Damian Suarez BonaparteAún no hay calificaciones
- Evaluacion 3 Dar DenuevoDocumento8 páginasEvaluacion 3 Dar DenuevoIamstefcleAún no hay calificaciones
- Diagrama Ishikawa 4Documento1 páginaDiagrama Ishikawa 4Mabel AllsAún no hay calificaciones
- CUL NullDocumento2 páginasCUL NullBelen Palacios cruzAún no hay calificaciones
- Ética La Mejor Forma de Ser HipócritaDocumento231 páginasÉtica La Mejor Forma de Ser Hipócritamauricio parraAún no hay calificaciones
- Capacity WorksDocumento222 páginasCapacity Worksoporras40_180268823Aún no hay calificaciones
- INVESTIGACIÓN DE MERCADOS Act 1Documento5 páginasINVESTIGACIÓN DE MERCADOS Act 1VivianaVargasAún no hay calificaciones
- Reporte de Sostenibilidad BCP 2019 07Documento82 páginasReporte de Sostenibilidad BCP 2019 07Giorgia Tiffany Villar de la CruzAún no hay calificaciones
- TESIS Mendoza Correa Ximena AideDocumento141 páginasTESIS Mendoza Correa Ximena AideCAROLINA ALIOSKA CAMPOS ALFAROAún no hay calificaciones
- S09.s1 - Ensamble - Parte 1Documento47 páginasS09.s1 - Ensamble - Parte 1Judith SánchezAún no hay calificaciones
- Modelo Licitacion Grupo ElectrogenoDocumento10 páginasModelo Licitacion Grupo Electrogenooscuro2008Aún no hay calificaciones
- Mi Caja de Herramientas en TelepsicologíaDocumento9 páginasMi Caja de Herramientas en TelepsicologíaYulieth Dayana Lozano Ballesteros100% (1)
- U3 L2 Las Funciones EjecutivasDocumento25 páginasU3 L2 Las Funciones EjecutivasDulce AguilarAún no hay calificaciones