También podría gustarte
- Marco TeóricoDocumento8 páginasMarco TeóricoMARIA REGINA MENDEZ CASTILLOAún no hay calificaciones
- Titulo de TessisDocumento2 páginasTitulo de TessisDavid ChauranAún no hay calificaciones
- 2) Manual para La Elab Del T E. Grado Iutajs 2016Documento121 páginas2) Manual para La Elab Del T E. Grado Iutajs 2016Elida MelladoAún no hay calificaciones
- Cronograma de Actividades Invii 2018-1Documento1 páginaCronograma de Actividades Invii 2018-1David ChauranAún no hay calificaciones
- Material VerbosDocumento13 páginasMaterial VerboslisthairysAún no hay calificaciones
- 2018 11) Áreas y Líneas de Investigación 2013 IutajsDocumento23 páginas2018 11) Áreas y Líneas de Investigación 2013 IutajsDavid ChauranAún no hay calificaciones
- Carta de Aceptacion TudeplasDocumento1 páginaCarta de Aceptacion TudeplasDavid ChauranAún no hay calificaciones
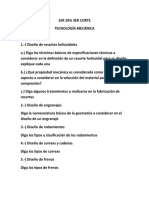
- 20% 1er Corte Tec - MecanicaDocumento1 página20% 1er Corte Tec - MecanicaDavid ChauranAún no hay calificaciones
- 1er 20% 3er Corte Tec MecanicaDocumento1 página1er 20% 3er Corte Tec MecanicaDavid ChauranAún no hay calificaciones
- 1er 20% 3er Corte Tec MecanicaDocumento1 página1er 20% 3er Corte Tec MecanicaDavid ChauranAún no hay calificaciones
- 20% 2do Corte Tecnologia Mecanica IDocumento1 página20% 2do Corte Tecnologia Mecanica IDavid ChauranAún no hay calificaciones
- 2do 20% 3er Corte Tec. MecanicaDocumento1 página2do 20% 3er Corte Tec. MecanicaDavid ChauranAún no hay calificaciones
- 1er 20% 3er Corte Tec MecanicaDocumento1 página1er 20% 3er Corte Tec MecanicaDavid ChauranAún no hay calificaciones
- 20% 1er Corte Tec - MecanicaDocumento7 páginas20% 1er Corte Tec - MecanicaDavid ChauranAún no hay calificaciones
- 2do 20% 3er Corte Tec. MecanicaDocumento1 página2do 20% 3er Corte Tec. MecanicaDavid ChauranAún no hay calificaciones
- 10% 1er Corte Tecnologia MecanicaDocumento10 páginas10% 1er Corte Tecnologia MecanicaDavid ChauranAún no hay calificaciones
- 10% 1er Corte Tecnologia MecanicaDocumento10 páginas10% 1er Corte Tecnologia MecanicaDavid ChauranAún no hay calificaciones
- 1er 20% 3er Corte Tec MecanicaDocumento1 página1er 20% 3er Corte Tec MecanicaDavid ChauranAún no hay calificaciones
- 2do 20% 3er Corte Tec. MecanicaDocumento1 página2do 20% 3er Corte Tec. MecanicaDavid ChauranAún no hay calificaciones
- 10% 1er Corte Tecnologia MecanicaDocumento10 páginas10% 1er Corte Tecnologia MecanicaDavid ChauranAún no hay calificaciones
- 1er 20% 3er Corte Tec MecanicaDocumento1 página1er 20% 3er Corte Tec MecanicaDavid ChauranAún no hay calificaciones
- 1er 20% 3er Corte Tec MecanicaDocumento1 página1er 20% 3er Corte Tec MecanicaDavid ChauranAún no hay calificaciones
- Bioseguridad Tatuadores 2016 PDFDocumento43 páginasBioseguridad Tatuadores 2016 PDFguzmanAún no hay calificaciones
- Práctica Nº6 (Serpentín)Documento9 páginasPráctica Nº6 (Serpentín)Jos GAún no hay calificaciones
- En Líneas: BQ NQ - HQ: "Al Servicio de La Minería"Documento8 páginasEn Líneas: BQ NQ - HQ: "Al Servicio de La Minería"carlos quillahuaman diazAún no hay calificaciones
- Marco TeóricoDocumento6 páginasMarco TeóricoKaro MárquezAún no hay calificaciones
- Refineria Francisco I. Madero - Equipo 2Documento10 páginasRefineria Francisco I. Madero - Equipo 2Edgar Israel Orduño ArcosAún no hay calificaciones
- 2022Documento333 páginas2022Dayana Maritza Rodriguez MurciaAún no hay calificaciones
- Ficha Técnica QualidurDocumento2 páginasFicha Técnica Qualidurluis CcasaAún no hay calificaciones
- Apu-Villa San CristobalDocumento38 páginasApu-Villa San CristobaledgarAún no hay calificaciones
- Cuestionario n3Documento4 páginasCuestionario n3jhomar100% (1)
- Como Construir Una Casa Paso A Paso IvDocumento3 páginasComo Construir Una Casa Paso A Paso IvCespedes DanielAún no hay calificaciones
- Cargas EstaticasDocumento9 páginasCargas EstaticasJefferson Rosero Jeff CLAún no hay calificaciones
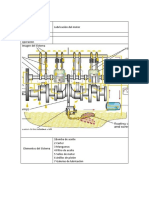
- Sistema de Lubricación Del MotorDocumento8 páginasSistema de Lubricación Del MotorJorge Neyra MacedoAún no hay calificaciones
- Informe BencenoDocumento6 páginasInforme BencenoMarcelo David GH50% (6)
- Formato Plan de TrabajoDocumento6 páginasFormato Plan de TrabajoCristian RenéAún no hay calificaciones
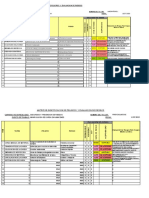
- Plantilla Matriz IperDocumento14 páginasPlantilla Matriz IperElian DelacruzmesiasAún no hay calificaciones
- Predimensionamiento y Diseño de Zapatas, Columnas y VigasDocumento41 páginasPredimensionamiento y Diseño de Zapatas, Columnas y VigasJaishion Portilla AmayaAún no hay calificaciones
- 11 Unidades de Concentracion Fisicas y Quimicas de Soluciones Taller Docx4 (Autoguardado)Documento9 páginas11 Unidades de Concentracion Fisicas y Quimicas de Soluciones Taller Docx4 (Autoguardado)José Javier Vertel TAún no hay calificaciones
- RECUBRIMIENTOSDocumento3 páginasRECUBRIMIENTOSAlejandro DiazAún no hay calificaciones
- Unida 2 TermodinamicaDocumento23 páginasUnida 2 TermodinamicaJob Alvarez ChavezAún no hay calificaciones
- Trabajo QuimicaDocumento2 páginasTrabajo QuimicaFabrizio ZevallosAún no hay calificaciones
- Práctica 0 QG Lab v2-2023Documento9 páginasPráctica 0 QG Lab v2-2023GinaAún no hay calificaciones
- RG04-IO3501 Plan de Calidad V1Documento9 páginasRG04-IO3501 Plan de Calidad V1KDPRB100% (2)
- Conceptos Fundamentales para La Construccion de Una CCMDocumento42 páginasConceptos Fundamentales para La Construccion de Una CCMCarlosAún no hay calificaciones
- S9 Conceptos y Principios Del Método Matricial. Ley de HookeDocumento4 páginasS9 Conceptos y Principios Del Método Matricial. Ley de HookeflavioAún no hay calificaciones
- Ensayo de Corte, Plegado y EmbuticionDocumento22 páginasEnsayo de Corte, Plegado y Embuticionluis fernando riojas peche100% (1)
- Materiales para RevestimientoDocumento19 páginasMateriales para RevestimientoMeujael Lapparra SantizoAún no hay calificaciones
- Baxi Roca Tarifa 2015Documento102 páginasBaxi Roca Tarifa 2015moyter1981Aún no hay calificaciones
- INFORME #06 LiquidacionDocumento7 páginasINFORME #06 LiquidacionDavid Rodriguez HilarioAún no hay calificaciones
- Información Sobre Cal y YesoDocumento31 páginasInformación Sobre Cal y YesoSteveAún no hay calificaciones