También podría gustarte
- Trazabilidad de ElementosDocumento1 páginaTrazabilidad de ElementosAndres VelazcoAún no hay calificaciones
- NANMER-R-003 Decapado y Pasivado de Juntas SoldadasDocumento1 páginaNANMER-R-003 Decapado y Pasivado de Juntas SoldadasAndres VelazcoAún no hay calificaciones
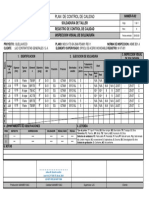
- Control DimensionalDocumento1 páginaControl DimensionalAndres VelazcoAún no hay calificaciones
- NANMER-R-001 Control DimensionalDocumento1 páginaNANMER-R-001 Control DimensionalAndres VelazcoAún no hay calificaciones
- NANMER-R-001 Control DimensionalDocumento1 páginaNANMER-R-001 Control DimensionalAndres VelazcoAún no hay calificaciones
- NANMER-R-002 Inspección Visual de SoldaduraDocumento1 páginaNANMER-R-002 Inspección Visual de SoldaduraAndres VelazcoAún no hay calificaciones
- NANMER-R-003 Decapado y Pasivado de Juntas SoldadasDocumento1 páginaNANMER-R-003 Decapado y Pasivado de Juntas SoldadasAndres VelazcoAún no hay calificaciones
- NANMER-R-002 Inspección Visual de SoldaduraDocumento1 páginaNANMER-R-002 Inspección Visual de SoldaduraAndres VelazcoAún no hay calificaciones
- Control DimensionalDocumento1 páginaControl DimensionalAndres VelazcoAún no hay calificaciones
- Trazabilidad de ElementosDocumento1 páginaTrazabilidad de ElementosAndres VelazcoAún no hay calificaciones
- Predimensionado de Una CelosíaDocumento11 páginasPredimensionado de Una Celosíamgp82Aún no hay calificaciones
- Dicionario SiderurgicoDocumento146 páginasDicionario SiderurgicoAnonymous gJk7KxnAnYAún no hay calificaciones
- Qué Es El EpoxiDocumento6 páginasQué Es El EpoxiAndres VelazcoAún no hay calificaciones
- 04-Unidad 03 - Ejercicio de Reforzamiento - Conocimiento y Sus TiposDocumento8 páginas04-Unidad 03 - Ejercicio de Reforzamiento - Conocimiento y Sus TiposJavier UcañanAún no hay calificaciones
- Actividad 1 - Respuestas A Preguntas Pares Capitulos 1 Al 7Documento13 páginasActividad 1 - Respuestas A Preguntas Pares Capitulos 1 Al 7Milena RozoAún no hay calificaciones
- Capacitacion Adiestramiento y Desarrollo ModificadoDocumento27 páginasCapacitacion Adiestramiento y Desarrollo Modificadoetirlara100% (17)
- Contacto Extraterrestre PDFDocumento114 páginasContacto Extraterrestre PDFJohana Hernandez100% (3)
- Análisis de Riesgo Por OficioDocumento4 páginasAnálisis de Riesgo Por OficioHaroldZarcoSalcedoAún no hay calificaciones
- Esquema! 2Documento7 páginasEsquema! 2Alberto TitoAún no hay calificaciones
- POE 1 Recepción G02Documento11 páginasPOE 1 Recepción G02Santos mariela Ramos espinozaAún no hay calificaciones
- Ecuacion de PoleDocumento46 páginasEcuacion de Polejuan.pis03Aún no hay calificaciones
- Didáctica de Lectoescritura 4Documento15 páginasDidáctica de Lectoescritura 4lisbeth de la cruzAún no hay calificaciones
- Bioterrorismo en MexicoDocumento6 páginasBioterrorismo en MexicoJaime VeraAún no hay calificaciones
- GUIA DE ANATOMÍA SESION 1 Generalidades, Sistema Nervioso IDocumento11 páginasGUIA DE ANATOMÍA SESION 1 Generalidades, Sistema Nervioso IMartín Sernaque garciaAún no hay calificaciones
- Ficha RaeDocumento8 páginasFicha RaeMaureen JimenezAún no hay calificaciones
- Memoria Anual Nor Sud 2016Documento106 páginasMemoria Anual Nor Sud 2016jesus rubenAún no hay calificaciones
- Temario - Curso HomogeneizaciònDocumento4 páginasTemario - Curso HomogeneizaciònLuis QuirozAún no hay calificaciones
- S12. Anotaciones Trigonometría Parte 2Documento19 páginasS12. Anotaciones Trigonometría Parte 2Dayra ContrerasAún no hay calificaciones
- Ensayo Semana 13 LENGUAJE EL MUNDO SIMBÓLICODocumento1 páginaEnsayo Semana 13 LENGUAJE EL MUNDO SIMBÓLICOJefferson Correa CortezAún no hay calificaciones
- VariableDocumento2 páginasVariableJoaquin CastroAún no hay calificaciones
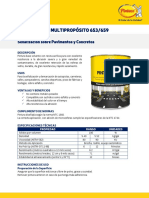
- Pintutrafico Multiproposito 653 659Documento3 páginasPintutrafico Multiproposito 653 659Practicantes SSTAún no hay calificaciones
- UL Certification BendeDocumento1 páginaUL Certification BendeFN KEYAún no hay calificaciones
- Plan de Trabajo de La Actividad 2Documento4 páginasPlan de Trabajo de La Actividad 2itogamyAún no hay calificaciones
- Recursos Naturales Del PeruDocumento32 páginasRecursos Naturales Del Perugustavo_3191Aún no hay calificaciones
- Acumulación y Distribución Del ExcedenteDocumento22 páginasAcumulación y Distribución Del ExcedenteVero VeritoAún no hay calificaciones
- CTZ 2176B - 21-Gamlp-Inspire 2Documento5 páginasCTZ 2176B - 21-Gamlp-Inspire 2alejandro orellanaAún no hay calificaciones
- MEMORIA DE CÁLCULO Portico CerramientoDocumento29 páginasMEMORIA DE CÁLCULO Portico CerramientoAlioth Orozco CaballeroAún no hay calificaciones
- 08 - Gruner El Otro en Las Ciencias SocialesDocumento6 páginas08 - Gruner El Otro en Las Ciencias SocialesValeriaDalMolinAún no hay calificaciones
- Actividad 4 JustificacionDocumento4 páginasActividad 4 JustificacionLuis PugaAún no hay calificaciones
- Hoja de Ruta para Incorporar Información Sobre Las Semanas de Gestión PDFDocumento3 páginasHoja de Ruta para Incorporar Información Sobre Las Semanas de Gestión PDF0076MA DirecciónAún no hay calificaciones
- Catalogo BitzerDocumento14 páginasCatalogo Bitzerfabioneiva100% (1)
- Curriculum Vitae 2022Documento30 páginasCurriculum Vitae 2022Erica OCAún no hay calificaciones
- Chile y Brasil, Desafios de La Cuenca Del PacificoDocumento361 páginasChile y Brasil, Desafios de La Cuenca Del PacificoFrancisco Javier Rivera IbanezAún no hay calificaciones