También podría gustarte
- Esfuerzo Axial Máximo - AlbañileríaDocumento4 páginasEsfuerzo Axial Máximo - AlbañileríaJhosmmy LozanoAún no hay calificaciones
- DINÁMICA KANBAN DesarrolladaDocumento17 páginasDINÁMICA KANBAN DesarrolladaKAREN DAYANNA OREJUELA MARTINEZAún no hay calificaciones
- Diapositivas Kanban 1755687Documento23 páginasDiapositivas Kanban 1755687KAREN DAYANNA OREJUELA MARTINEZAún no hay calificaciones
- Pasos1 Al 6Documento12 páginasPasos1 Al 6KAREN DAYANNA OREJUELA MARTINEZAún no hay calificaciones
- Foro6 CauchoDocumento5 páginasForo6 CauchoKAREN DAYANNA OREJUELA MARTINEZAún no hay calificaciones
- Informe MADEMARMOLDocumento15 páginasInforme MADEMARMOLKAREN DAYANNA OREJUELA MARTINEZAún no hay calificaciones
- Diapositivas - Trabajo FinalDocumento37 páginasDiapositivas - Trabajo FinalKAREN DAYANNA OREJUELA MARTINEZAún no hay calificaciones
- NTC 5784Documento5 páginasNTC 5784Juan Esteban Aristizábal SalazarAún no hay calificaciones
- QC-M-013 Inspeccion Visual de Soldadura 002Documento1 páginaQC-M-013 Inspeccion Visual de Soldadura 002jorge villaAún no hay calificaciones
- Nomenclatura de HidrocarburosDocumento15 páginasNomenclatura de HidrocarburosJafeth Bolivar CastilloAún no hay calificaciones
- Sika Perfin-300 PDFDocumento2 páginasSika Perfin-300 PDFMarcelo Fabián BarredaAún no hay calificaciones
- Reporte Practica 4 PeriodicidadDocumento9 páginasReporte Practica 4 PeriodicidadErick BLAún no hay calificaciones
- PD-604-1 Selección de Cajas de Conexiones Tipo EJBDocumento11 páginasPD-604-1 Selección de Cajas de Conexiones Tipo EJBSnekAún no hay calificaciones
- Estudio de Mercado Del BoraxDocumento2 páginasEstudio de Mercado Del BoraxDenilson Canchihuaman QuispeAún no hay calificaciones
- 001-Ft-Asc-Fichas Tecnica Blanqueador Patojito V 04 PDFDocumento9 páginas001-Ft-Asc-Fichas Tecnica Blanqueador Patojito V 04 PDFyohan solorzanoAún no hay calificaciones
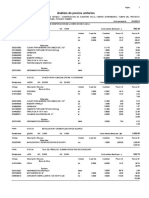
- Análisis de Costos UnitariosDocumento34 páginasAnálisis de Costos UnitariosPaola Salvador Serrano100% (1)
- Analisis de Precios Comp 01Documento30 páginasAnalisis de Precios Comp 01luisfelipesanchezAún no hay calificaciones
- Boletin de Xylan 1424Documento1 páginaBoletin de Xylan 1424Hugo Castorena100% (1)
- Reporte #86 CC - Pp. MirafloresDocumento5 páginasReporte #86 CC - Pp. MirafloresJordan Velasquez RosasAún no hay calificaciones
- IIIIIIIIIIIIIIIIIIIDocumento64 páginasIIIIIIIIIIIIIIIIIIILuis Garcia SantacruzAún no hay calificaciones
- RPM Machos Maquina BMDocumento1 páginaRPM Machos Maquina BMSantiago Sales GalindoAún no hay calificaciones
- Practica 10 Determinación de Las Dimensiones de Los TabiquesDocumento4 páginasPractica 10 Determinación de Las Dimensiones de Los TabiquesMario11143Aún no hay calificaciones
- Biodisel TesisDocumento123 páginasBiodisel TesisIván VértizAún no hay calificaciones
- Fórmulas para Tintas de Impresora y Líquido para Limpiar CabezalesDocumento3 páginasFórmulas para Tintas de Impresora y Líquido para Limpiar Cabezalesedgar martinezAún no hay calificaciones
- Catalogo Albatros 2018-BajaDocumento46 páginasCatalogo Albatros 2018-BajaFerreteria DON LUISAún no hay calificaciones
- Colma Fix 32Documento2 páginasColma Fix 32robert garciaAún no hay calificaciones
- BombasDocumento26 páginasBombaserandineAún no hay calificaciones
- Construcción de Infraestructura Del Taller de Maestranza de La Municipalidad Distrital de HuacachiDocumento4 páginasConstrucción de Infraestructura Del Taller de Maestranza de La Municipalidad Distrital de HuacachiDavid Richerd Menacho Vargas100% (1)
- Pesos de TubDocumento3 páginasPesos de TublaplaguitaAún no hay calificaciones
- PR-009 END - 01 - 3 Inspeccio - N Visual de Soldadura IQTDocumento9 páginasPR-009 END - 01 - 3 Inspeccio - N Visual de Soldadura IQTJavier PintoAún no hay calificaciones
- Campo de Accion de La HidrometalurgiaDocumento45 páginasCampo de Accion de La HidrometalurgiaMichael David Altamirano MackenzieAún no hay calificaciones
- Wps Ndtws Asme Ix Rev 01Documento2 páginasWps Ndtws Asme Ix Rev 01Gherlin Kuong100% (1)
- Indumentaria, Limpieza, Desinfección en La Industria Alimentaria Industria CarnicaDocumento18 páginasIndumentaria, Limpieza, Desinfección en La Industria Alimentaria Industria CarnicaValentina JiménezAún no hay calificaciones
- Morteros Schemin (Promart Homecenter)Documento7 páginasMorteros Schemin (Promart Homecenter)Cortez Barrientos Josni0% (1)
- Practica DepretensadoDocumento16 páginasPractica DepretensadoGustavo Andrés ZabaletaAún no hay calificaciones
- Investgacion - Muro SecoDocumento20 páginasInvestgacion - Muro SecoDenisse Mayta CamarenaAún no hay calificaciones