Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Texto 1
Texto 1
Cargado por
Yohana Ramos CarpioTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Texto 1
Texto 1
Cargado por
Yohana Ramos CarpioCopyright:
Formatos disponibles
Copyright © por TECSUP
INDICE
UNIDAD I: “FUNDAMENTOS DE ESTADÍSTICA”
1. INTRODUCCIÓN ................................................................................ 1
2. OBJETIVOS ........................................................................................... 1
3. LOS PROCESOS INDUSTRIALES Y LA CALIDAD ...................... 1
4. LOS COSTOS DE LA CALIDAD ....................................................... 3
5. FUNDAMENTOS DE ESTADÍSTICA............................................... 5
5.1. Principios Básicos De La Estadística ...................................... 5
5.1.1. Resumen Numérico De Los Datos ............................ 8
5.1.2. El promedio muestral. ................................................ 8
5.1.3. La desviación estándar muestral. .............................. 9
5.1.4. Presentación Gráfica De Los Datos ......................... 12
5.1.5. Construcción De Un Histograma De Frecuencias 13
5.1.6. Resumen Numérico De Un Histograma ................ 17
6. EJERCICIOS PROPUESTOS ............................................................. 21
6.1. Ejercicio 1 ............................................................................... 21
6.2. Ejercicio 2 ............................................................................... 22
6.3. Ejercicio 3 ............................................................................... 23
6.4. Ejercicio 4 ............................................................................... 23
6.5. Ejercicio 5 ............................................................................... 24
7. PREGUNTAS DE AUTOCOMPROBACIÓN ................................ 25
8. RESPUESTAS AL CUESTIONARIO ............................................... 26
9. REFERENCIAS ................................................................................... 26
UNIDAD II: “MÉTODOS ESTADÍSTICOS MÁS EMPLEADOS”
1. INTRODUCCIÓN .............................................................................. 28
2. OBJETIVOS ......................................................................................... 28
3. DISTRIBUCIONES DE PROBABILIDAD ....................................... 28
3.1. Experimento De Bernoulli ................................................... 31
3.2. Combinatoria ......................................................................... 31
4. DISTRIBUCIONES DISCRETAS IMPORTANTES........................ 33
4.1. Distribución Binomial .......................................................... 33
4.1.1. Fundamento. .............................................................. 33
4.1.2. El modelo. ................................................................... 34
4.1.3. Ejemplo. ...................................................................... 34
4.1.4. Aplicación. .................................................................. 35
4.1.5. Representación gráfica. ............................................. 35
4.2. Distribución Hipergeométrica ............................................ 36
4.2.1. Fundamento. .............................................................. 36
4.2.2. El modelo. ................................................................... 36
4.2.3. Ejemplo. ...................................................................... 37
4.2.4. Aplicación. .................................................................. 37
4.2.5. Representación gráfica. ............................................. 37
Control Estadístico de los Procesos
4.3. Distribución De Poisson ...................................................... 38
4.3.1. Fundamento. .............................................................. 38
4.3.2. El modelo. ................................................................... 38
4.3.3. Ejemplo. ...................................................................... 39
4.3.4. Aplicación. .................................................................. 39
4.3.5. Representación gráfica. ............................................. 40
4.4. Nota Aclaratoria ................................................................... 40
5. DISTRIBUCIONES CONTINUAS IMPORTANTES ..................... 41
5.1. Distribución Normal ............................................................ 41
5.1.1. Fundamento. .............................................................. 41
5.1.2. El modelo. ................................................................... 41
5.1.3. La distribución normal estándar. ............................ 42
5.1.4. Ejemplo. ...................................................................... 43
5.1.5. Ejemplos complementarios. ..................................... 46
5.1.6. Aplicación. .................................................................. 48
5.2. Distribución Exponencial .................................................... 49
5.2.1. Fundamento. .............................................................. 49
5.2.2. El modelo. ................................................................... 49
5.2.3. Ejemplo. ...................................................................... 49
5.2.4. Aplicación. .................................................................. 52
6. EJERCICIOS PROPUESTOS ............................................................. 52
6.1. Ejercicio 1 ............................................................................. 52
6.2. Ejercicio 2 ............................................................................. 53
6.3. Ejercicio 3 ............................................................................. 53
6.4. Ejercicio 4 ............................................................................. 53
6.5. Ejercicio 5 ............................................................................. 53
7. PREGUNTAS DE AUTOCOMPROBACIÓN ................................ 54
8. RESPUESTAS AL CUESTIONARIO ............................................... 54
9. REFERENCIAS ................................................................................... 54
UNIDAD III: “DIAGRAMAS DE CONTROL”
1. INTRODUCCIÓN .............................................................................. 57
2. OBJETIVOS ......................................................................................... 57
3. GENERALIDADES ............................................................................ 57
4. FUNDAMENTO ESTADÍSTICO DE LOS DIAGRAMAS DE
CONTROL .................................................................................................. 60
4.1. Modelo Estadístico-Matemático De Los Límites De
Control.................................................................................... 66
4.2. Tamaño de muestra vs. Frecuencia de muestreo ............. 70
5. NOCIONES COMPLEMENTARIAS............................................... 72
5.1. Subgrupos Racionales .......................................................... 72
5.1.1. Producción instantánea. ........................................... 73
5.1.2. Producción total. ....................................................... 73
5.2. Patrones De Comportamiento ............................................ 74
5.3. Ejercicios Propuestos............................................................ 78
5.3.1. Ejercicio 1 .................................................................... 78
5.3.2. Solución....................................................................... 79
Control Estadístico de los Procesos
5.3.3. Ejercicio 2 .................................................................... 79
5.3.4. Solución....................................................................... 80
5.3.5. Ejercicio 3 .................................................................... 81
6. PREGUNTAS DE AUTOCOMPROBACIÓN ................................ 82
7. RESPUESTAS AL CUESTIONARIO ............................................... 82
8. REFERENCIAS ................................................................................... 83
UNIDAD IV: “CONTROL DE PROCESOS POR VARIABLES”
1. INTRODUCCION .............................................................................. 84
2. OBJETIVOS ......................................................................................... 84
3. LOS DIAGRAMAS DE CONTROL POR VARIABLES ................ 84
4. USO DE LOS DIAGRAMAS DE CONTROL ................................. 86
4.1. Diagramas De Promedio Y Rango ..................................... 86
4.2. Diagramas De Mediana Y Rango ......................................... 93
4.3. Diagramas De Individuales Y Rango .................................. 97
5. DESARROLLO DE LOS DIAGRAMAS DE CONTROL ............ 100
5.1. Diagramas De Promedio Y Rango ...................................... 100
5.1.1. Selección de la característica de calidad a medir. 101
5.1.2. Desarrollo de un formato de tabulación y gráfica.101
5.1.3. Toma de muestras y registro de datos.................. 101
5.1.4. Cálculo de los promedios de las muestras. .......... 102
5.1.5. Cálculo del promedio de los promedios. ............. 102
5.1.6. Cálculo de los rangos de las muestras. ................. 103
5.1.7. Cálculo del promedio de los rangos. .................... 103
5.1.8. Determinación de las escalas para los gráficos. .. 103
5.1.9. Gráfica de los puntos. ............................................. 104
5.1.10. Determinación de los límites de control para
los rangos. ............................................................................... 104
5.1.11. Revisión de si los rangos quedaron bajo control. 105
5.1.12. Determinación de los límites de control para los
promedios. .............................................................................. 107
5.1.13. Revisión de si los promedios quedaron
bajo control. ............................................................................ 107
5.2. Diagramas De Mediana Y Rango ..................................... 109
5.3. Diagramas De Individuales Y Rango .............................. 110
6. CRITERIOS PARA OPTAR ENTRE LOS DIFERENTES
DIAGRAMAS DE CONTROL POR VARIABLES .............................. 110
6.1. Diagrama De Promedio Y Rango ..................................... 110
6.2. Diagrama De Mediana Y Rango ....................................... 110
6.3. Diagrama De Individuales Y Rango ................................ 111
7. EJERCICIO PROPUESTO ............................................................... 111
8. PREGUNTAS DE AUTOCOMPROBACIÓN .............................. 112
9. RESPUESTAS AL CUESTIONARIO ............................................. 112
10. REFERENCIAS ................................................................................. 113
Control Estadístico de los Procesos
UNIDAD V: “CONTROL DE PROCESOS POR ATRIBUTOS”
1. INTRODUCCION ............................................................................ 115
2. OBJETIVOS ....................................................................................... 115
3. LOS DIAGRAMAS DE CONTROL POR ATRIBUTOS .............. 115
4. USO DE LOS DIAGRAMAS DE CONTROL ............................... 117
4.1. Diagramas p De Porcentaje De Rechazos .......................... 117
4.2. Diagramas np De Cantidad De Rechazos ........................ 122
4.3. Diagramas c De Cantidad De Defectos ............................. 125
5. DESARROLLO DE LOS DIAGRAMAS DE CONTROL ............ 128
5.1. Diagramas De Porcentaje De Rechazos .............................. 128
5.1.1. Selección de las características de calidad
a controlar............................................................................... 129
5.1.3. Toma de muestras y registro de datos.................. 130
5.1.4. Cálculo de los porcentajes de rechazos en
las muestras. ........................................................................... 131
5.1.5. Cálculo del promedio de los porcentajes ............. 131
5.1.6. Determinación de las escalas para los gráficos. .. 132
5.1.7. Gráfica de los puntos. ............................................. 132
5.1.8. Determinación de los límites de control............... 132
5.1.9. Revisión de si los puntos quedaron bajo control. 133
5.2. Diagramas Np De Cantidad De Rechazos ...................... 136
5.3. Diagramas C De Cantidad De Defectos .......................... 137
6. CRITERIOS PARA OPTAR ENTRE LOS DIFERENTES
DIAGRAMAS DE CONTROL POR ATRIBUTOS .............................. 138
6.1. Diagrama p .......................................................................... 138
6.2. Diagrama np ........................................................................ 138
6.3. Diagrama c ........................................................................... 138
7. EJERCICIOS PROPUESTOS ........................................................... 138
7.1. Ejercicio 1 ............................................................................. 138
7.1.1. Solución..................................................................... 139
7.2. Ejercicio 2 ............................................................................. 139
7.2.1. Solución..................................................................... 140
8. PREGUNTAS DE AUTOCOMPROBACIÓN .............................. 141
9. RESPUESTAS AL CUESTIONARIO ............................................. 141
10. REFERENCIAS ................................................................................. 142
11. ANEXO I: DISTRIBUCIÓN ACUMULATIVA NORMAL
ESTANDAR ............................................................................................. 143
12. ANEXO II: DIAGRAMA PARA EL CONTROL POR
VARIABBLES ........................................................................................... 145
13. ANEXO III: FACTORES Y FORMULAS PARA LOS LÍMITES DE
CONTROL EN LOS DIAGRAMAS DE CONTROL POR
VARIABLES ............................................................................................. 146
14. ANEXO IV: DIAGRAMA PARA EL CONTROL POR
ATRIBUTOS ............................................................................................. 147
15. ANEXO V: FORMULAS PARA LOS MÍMITES DE CONTROL
EN LOS DIAGRAMAS POR ................................................................. 148
16. BIBLIOGRAFÍA ................................................................................ 149
Control Estadístico de los Procesos
UNIDAD I
“FUNDAMENTOS DE ESTADÍSTICA”
1. INTRODUCCIÓN
Cuando vemos por televisión un partido de fútbol, al final del partido
siempre salen “las estadísticas” que nos cuentan cuántas veces pateó cada
equipo al arco, cuántas tarjetas amarillas y rojas sacó el árbitro, o cuántos
goles fallaron los delanteros de nuestra querida selección.
En realidad, lo que nos están presentando es una recopilación de datos. Pero,
la estadística va más allá de una simple recopilación de datos; la estadística,
además, se ocupa de observar la tendencia que siguen los datos recopilados
y analizar si la tendencia seguida es “normal”.
Las técnicas estadísticas pueden, de esta manera, aplicarse a los procesos
industriales, a fin de asegurar el adecuado curso de los mismos, dentro de
ciertas especificaciones técnicas y con ayuda de ciertas herramientas de la
calidad.
2. OBJETIVOS
Relacionar los conceptos de Calidad, Control de Procesos y Control
Estadístico.
Manejar adecuadamente medidas básicas de Tendencia Central y de
Dispersión para un conjunto de datos numéricos.
Utilizar herramientas básicas de estadística y calidad como son la
Distribución de Frecuencias y el Histograma de Frecuencias.
3. LOS PROCESOS INDUSTRIALES Y LA CALIDAD
El Control Estadístico de los
Procesos se relaciona en mucho
con el concepto de calidad, en
tanto el propósito perseguido por
el Control Estadístico de los
Procesos busca asegurar la calidad
en la fabricación o en la
elaboración de los productos
mediante el empleo de técnicas
estadísticas.
Control Estadístico de los Procesos 1
A comienzos de este siglo XXI guarda aún absoluta validez aquella frase que
a fines del siglo XIX enunciara Lord Kelvini: “cuando es posible medir algo,
se sabe de qué se está hablando”. Esto viene a colación, pues la manera que
el Control Estadístico de los Procesos intenta asegurar el curso adecuado de
los procesos es cuantificando alguna característica de calidad.
El concepto de calidad asociado al contexto antes mencionado es el que
compara el producto obtenido con relación a su diseño y que es denominado
calidad de conformación. Si bien se puede hablar de calidad de
conformación en la recepción de la materia prima, en el procesamiento de los
materiales y en la obtención del producto final, en el presente curso nos
centraremos en los procesos de transformación de los materiales, ya que es
aquí donde de manera “interna” una empresa puede lograr una importante
ventaja competitiva –de aplicar adecuadamente la técnica estadística más
adecuada– al reducir sus costos de producción, principalmente por poder
identificar y corregir desviaciones, de tal forma que se pueda tener el
proceso bajo control.
Sólo sabremos si un proceso está bajo control –insistimos– si cuantificamos
alguna característica de calidad. Pero, ¿cómo identificar una característica de
calidad? Comencemos por diferenciar los tipos en los que se puede clasificar
las características de calidad: variables y atributos.
Una característica de calidad puede considerarse como una variable si es
susceptible de ser medida en una escala continua.
Una característica de calidad puede considerarse como un atributo si no es
susceptible de ser medida en una escala continua, pero permite diferenciar
entre productos defectuosos y no defectuosos.
A fin de aclarar esta clasificación, pensemos en un tornillo de cabeza
hexagonal. En este tornillo podemos medir el diámetro de la rosca, el largo
del tornillo, las dimensiones de la cabeza, el peso del tornillo; entonces,
pueden considerarse como variables en la calidad del tornillo. Por otro lado,
al preguntarnos ¿está oxidado?, ¿es muy rugoso?, ¿es muy poroso?,
¿presenta quiñes?, ¿está doblado?, la respuesta será sí o no, y llevará a
decidir si el tornillo está bien fabricado o está defectuoso (pasa o no pasa);
entonces, la oxidación, la rugosidad, la porosidad, la quiñadura, el doblado
pueden considerarse como atributos en la calidad del tornillo.
Con justa razón, alguien podrá inferir: “si se trata de cuantificar la calidad,
¿cómo hacemos con los atributos si éstos no se pueden medir?”. La respuesta
es por demás sencilla: no podemos medir los atributos, pero podemos –por
ejemplo– contar cuántos defectos (oxidado + muy rugoso + quiñado +
doblado = 4 defectos) presenta un tornillo. O también podríamos contar cuál
es el atributo (defecto) que aparece con mayor frecuencia en un lote de
tornillos.
2 Control Estadístico de los Procesos
4. LOS COSTOS DE LA CALIDAD
¿Cuántas veces he escuchado decir con –espero–
ingenuo entusiasmo y preocupante facilidad “la
calidad no cuesta”? Sólo habría que pensar en
CAPACITACIÓN para identificar rápidamente un
costo de calidad; y ni qué decir si pensamos en
CULTURA, porque así es: LA CALIDAD ES
CUESTIÓN DE CULTURA.
Pero, no sólo el capacitar a nuestro personal nos costará para trabajar con
calidad. Es más, basta decir que son cuatro las categorías de costos de la
calidad, a saber:
Costos de prevención
Costos de evaluación
Costos de fallas internas
Costos de fallas externas
Los costos de prevención son aquellos que buscan de anticipar, mediante el
diseño y la planificación, cualquier disconformidad en los procesos.
Los costos de evaluación son aquellos en los que se incurre al medir
variables o inspeccionar los procesos con el fin de asegurar la calidad de los
mismos.
Los costos de fallas internas se generan cuando un producto –debido a fallas
en el proceso– resulta defectuoso, pero el defecto es descubierto antes que el
producto sea entregado al consumidor.
Los costos de fallas externas son los que se generan cuando un producto –
debido a fallas en el proceso– resulta defectuoso, y el defecto es detectado
por el consumidor.
A continuación se presenta un cuadro detallando los costos considerados en
cada categoría:
Control Estadístico de los Procesos 3
Cuadro N° 01
Costos de Costos de Costos de Costos de
Prevención Evaluación Fallas internas Fallas externas
Planeación e Inspección y Desperdicios Reclamos
ingeniería de pruebas del Retrabajos Devoluciones
calidad material entrante Reinspección Servicios en
Revisión de nuevos Inspección y Análisis de fallas garantía
productos pruebas del Pérdidas en Indemnizaciones
Diseño de producto final producción Costos de
productos y Materiales y Tiempos muertos oportunidad
procesos servicios Subvaluación
Control de consumidos
procesos Conservación de
Supervisión los equipos de
Capacitación pruebas
Obtención y
análisis de datos de
calidad
Puede servir de ejemplo, para entender esta categorización, el pensar en una
empresa dedicada a la fabricación de sillas: El enseñar a los operarios el
procedimiento correcto para fabricar las sillas es un costo preventivo. El
inspeccionar la calidad de los tubos de acero que llegan a la planta y que
servirán para “el esqueleto” de las sillas es un costo de evaluación. Si un lote
de sillas sale con manchas decoloradas, la empresa deberá vender a un
menor precio estas sillas “con yaya”, incurriendo en un costo de falla interna.
Si un lote de sillas pierde con facilidad los tornillos que fijan el asiento, los
consumidores no harán una buena propaganda y la empresa podría perder
un sector del mercado, incurriendo en un costo indirecto por oportunidad
perdida.
De lograr identificar y CUANTIFICAR los costos mencionados en el cuadro,
una empresa estaría ad-portas de poder realizar un análisis de estos costos, a
fin de buscar oportunidades de mejora, introducir estas mejoras y llegar a
una reducción sustancial de los costos.
Como es lógico suponer, la empresa ha de contrapesar el invertir en la
prevención y la evaluación de la calidad versus gastar por causa de las fallas
internas y externas. Existen innumerables casos de empresas que por cada
dólar invertido, según el rubro de la empresa y según el énfasis puesto en el
aseguramiento de la calidad, han podido ahorrar desde US$10 hasta US$100
(¡por cada dólar invertido!) y en algunas empresas la retribución ha sido aún
mayor, gracias a que el prevenir y evaluar a tiempo les ha permitido lograr
una considerable reducción de fallas.
4 Control Estadístico de los Procesos
5. FUNDAMENTOS DE ESTADÍSTICA
5.1. Principios básicos de la estadística
Antes que realizar elaborados cálculos estadísticos, las técnicas
estadísticas utilizadas en el control de procesos se apoyan en el uso de
ciertas herramientas de la calidad, las cuales se fundamentan en los
siguientes principios básicos:
1
no hay dos cosas
exactamente
iguales
6
2 la curva normal de
las variaciones son distribución se
medibles deforma por
causas asignables
PRINCIPIOS
BÁSICOS EN
3
ESTADÍSTICA 5
es conocida la
las variaciones
curva de
siguen un patrón
distribución de los
determinado
procesos
4
lecturas del mismo
tipo tienden a
agruparse hacia el
centro
Figura N° 1
A continuación, desarrollaremos y trataremos de comprender cada uno
de estos principios básicos:
1. No hay dos cosas exactamente iguales.
Cuántas veces nos hemos sorprendido cuando con
gran facilidad una madre logra diferenciar a sus
gemelos, quienes para nosotros son “dos gotas de
agua”, y es que hasta dos gotas de agua presentan
pequeñas diferencias.
Quienes se desenvuelven en el ámbito de la producción
industrial traerán ahora a la mente los conceptos de tolerancia
dimensional, tolerancia geométrica y acabado superficial
Control Estadístico de los Procesos 5
como muestra clara de aceptación de las diferencias entre
productos teóricamente y aparentemente iguales.
2. Las variaciones son medibles.
Del principio anterior, hemos aceptado la
existencia de variaciones en un producto o en
un proceso. El hecho es que de no monitorear
estas variaciones, tal vez éstas se vean
incrementadas con el tiempo, tanto en
magnitud como en frecuencia, hasta el punto
de hacer colapsar el proceso. Es decir, nos
vemos obligados a medir los resultados de
una operación o de un proceso a fin de identificar la aparición de
algún problema.
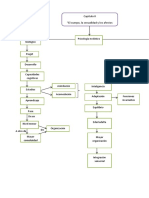
3. Las variaciones siguen un patrón determinado.
Al revisar las mediciones tomadas en
una operación o en un proceso,
2= xxx
rápidamente notaremos una tendencia 3= xxxxx
que proporciona la base de este tercer 4= xxxxxxxx
principio: las cosas varían de acuerdo a 5= xxxxxxxxxxxxx
6= xxxxxxxxxxxxxxxxx
un patrón establecido. Aunque suene un 7= xxxxxxxxxxxxxxxxxxxxx
tanto determinístico, no lo es tanto como 8= xxxxxxxxxxxxxxxx
el “así estaba escrito” ni tampoco es la 9= xxxxxxxxxxxx
10= xxxxxxxxx
persona encargada del proceso quien 11= xxxx
establece el patrón a seguir. Son las 12= xx
técnicas estadísticas las cuales han
determinado de manera formal cuál es
la tendencia que siguen los procesos. La figura muestra el resultado
de lanzar varias veces un par de dados; esta figura recibe el nombre
de distribución de frecuencias y en ella se nota el patrón clásico de los
eventos aleatorios que se conoce como distribución normal.
4. Lecturas del mismo tipo tienden a agruparse en el centro.
Basta observar nuevamente la figura anterior para confirmar este
principio. En general y bajo condiciones aleatorias, se puede decir
que cada vez que se miden cosas del mismo tipo, la mayoría de las
lecturas queda cerca del centro.
5. Es conocida la curva de distribución de los procesos.
Este principio es consecuencia de los cuatro anteriores y remarca
que la forma de la curva de distribución para las partes fabricadas
en un proceso industrial es la curva normal de distribuciónii y que
esta forma se debe a las variaciones inherentes a los procesos de
fabricación. Estas causas tienen su origen en alguna de las cinco
áreas (las 5 M’s) mostradas en el siguiente diagrama de pescado:
6 Control Estadístico de los Procesos
Materiales Máquinas
DIMENSIÓN
Métodos Medio Mano de
ambiente obra
Figura N° 2
Este diagrama –conocido también como diagrama de Ishikawaiii o
diagrama de causa-efecto– es utilizado, con el complemento de
“espinas secundarias”, para investigar las posibles causas de los
problemas de un proceso.
6. La curva de distribución normal se deforma por causas asignables.
Previo a la explicación de este principio, merece hacer la distinción
entre los dos tipos de causas que originan los problemas en los
procesos: las causas aleatorias y las causas asignables.
Las causas aleatorias, fortuitas o del sistema son aquellas inherentes a
los procesos y siempre estarán presentes. Si un proceso genera
variaciones en el producto sólo debido a causas aleatorias, se dice
que el proceso es estable o que está bajo control estadístico. Una
prueba de un proceso estable es que los resultados se distribuirán
tendiendo a formar la curva normal de distribución.
Las causas asignables son aquellas que no son inherentes al sistema y
que pueden considerarse como causas “subsanables”, como por
ejemplo un operario inexperto, un material defectuoso, excesivo
calor en la zona de trabajo, etc.
Después de esto ya podemos entender cómo las variaciones debido
a causas asignables tienden a deformar la curva de distribución
normal. Para mayor ilustración, la figura siguiente muestra algunas
deformaciones de la curva normal.
Control Estadístico de los Procesos 7
Las medidas se Las medidas se cargan a
la izquierda
cargan a la
derecha
DISTRIBUCIÓN
NORMAL
Medidas en dos Medidas en dos grupos
grupos diferentes diferentes superpuestos
Figura N° 3
5.1.1. Resumen numérico de los datos
De los principios básicos arriba enunciados, los que destacan por su
facilidad para la representación numérica (¡la cuantificación!) son los
referidos a la tendencia central de los datos y a la variabilidad de los
mismos. Y precisamente, son dos los más importantes cálculos que se
efectúan para resumir numéricamente la totalidad de los datos
tomados: el promedio muestral y la desviación estándar muestraliv.
Y ya que mencionamos el término “muestral”, definamos una
muestra como la colección de valores observados a partir de un
conjunto más grande. Este último conjunto abarca la totalidad
de los objetos de estudio y se denomina población.
Hecha esta explicación, pasemos a detallar el promedio y la
desviación estándar.
5.1.2. El promedio muestral.
Supongamos que el tamaño de una muestra es igual a “n”, por tanto,
las observaciones en dicha muestra serán:
x1, x2, x3, ... xn-1, xn
El promedio muestral (o media muestral) será:
x1 + x2 + x3 + ... + xn-1 + xn
x=
n
8 Control Estadístico de los Procesos
5.1.3. La desviación estándar muestral.
Supongamos que el tamaño de una muestra es igual a “n”, por tanto,
las observaciones en dicha muestra serán:
x1, x2, x3, ... xn-1, xn
Definamos, primero, la varianza muestral como:
(x1 – x)2 + (x2 – x)2 + (x3 – x)2 + ... + (xn-1 – x)2 + (xn – x)2
S2=
n-1
Y observamos que la varianza es la suma de los cuadrados de las
desviaciones de cada observación con respecto al promedio muestral,
dividida entre el tamaño de la muestra menos uno; teniendo el
inconveniente de presentar el resultado en “unidades al cuadrado”,
por lo cual se prefiere utilizar la raíz cuadrada de la varianza.
A este resultado se le conoce como la desviación estándar muestral:
(x1 – x)2 + (x2 – x)2 + (x3 – x)2 + ... + (xn-1 – x)2 + (xn – x)2
S=
n-1
Resultaría, por supuesto, bastante tedioso el ingresar cada una de las
desviaciones, sobre todo si el tamaño de la muestra es bastante
elevado. Felizmente, las calculadoras científicas y las hojas
electrónicas de cálculo realizan funciones estadísticas y basta ingresar
los datos para que calculen automáticamente x y S. La siguiente
figura muestra una hoja de Excel con 15 observaciones (celdas
A1:A15), así como el promedio (celda C1) y la desviación estándar
(celda C3) de las mismas.
Figura N° 4
Para comprender mejor la diferencia y el significado de tendencia
central y variabilidad, revisemos los siguientes ejemplos:
Control Estadístico de los Procesos 9
Ejemplo 1.
De una máquina empacadora de fideos se toma una muestra de 3
bolsas, obteniéndose las siguientes lecturas: 451 g., 452g., 453 g.
De otra máquina se toma una muestra de también 3 bolsas,
obteniéndose las siguientes lecturas: 448 g., 452 g., 456 g.
Hallar el promedio y la desviación estándar para cada muestra.
Solución
Muestra 1: x1 = 451
x2 = 452
x3 = 453
x = (x1 + x2 + x3)/n = (451 + 452 + 453)/3 => . x=452 .
S2 = {(x1 – x)2 + (x2 – x)2 + (x3 – x)2}/(n-1) = {(–1)2 + (0)2
+ (1)2}/(2)
S2 = 1 => . S=1 .
Muestra 2: x1 = 448
x2 = 452
x3 = 456
x = (x1 + x2 + x3)/n = (448 + 452 + 456)/3 => . x=452 .
S2 = {(x1 – x)2 + (x2 – x)2 + (x3 – x)2}/(n-1) = {(–4)2 + (0)2
+ (4)2}/(2)
S2 = 16 => . S=4 .
Se puede apreciar que ambas muestras tienen el mismo promedio, a
pesar de tener diferentes desviaciones estándar.
Ejemplo 2.
De una máquina empacadora de fideos se toma una muestra de 3
bolsas, obteniéndose las siguientes lecturas: 451 g., 452g., 453 g.
De otra máquina se toma una muestra de también 3 bolsas,
obteniéndose las siguientes lecturas: 952 g., 953 g., 954 g.
Hallar el promedio y la desviación estándar para cada muestra.
Solución
Muestra 1: x1 = 451
x2 = 452
x3 = 453
x = (x1 + x2 + x3)/n = (451 + 452 + 453)/3 => . x=452 .
S2 = {(x1 – x)2 + (x2 – x)2 + (x3 – x)2}/(n-1) = {(–1)2 + (0)2
+ (1)2}/(2)
S2 = 1 => . S=1 .
Muestra 2: x1 = 952
x2 = 953
10 Control Estadístico de los Procesos
x3 = 954
x = (x1 + x2 + x3)/n = (952 + 953 + 954)/3 => . x=953 .
S2 = {(x1 – x)2 + (x2 – x)2 + (x3 – x)2}/(n-1) = {(–1)2 + (0)2
+ (1)2}/(2)
S2 = 1 => . S=1 .
Se puede apreciar que ambas muestras tienen la misma desviación
estándar, a pesar de tener diferentes promedios.
Al analizar ambos ejemplos, podemos observar lo siguiente:
- Cuanto más alta sea la magnitud de las lecturas, mayor será la
magnitud del promedio.
- Cuánto más alta sea la dispersión de los datos, mayor será la
magnitud de la desviación estándar.
Estas observaciones nos llevan a dos importantísimas conclusiones:
- El promedio es un reflejo de la magnitud de los datos
muestrales.
- La desviación estándar refleja solamente la dispersión de los
datos alrededor del promedio.
MUESTRA
VARIABILIDAD
TENDENCIA
CENTRAL
Magnitud Dispersión
Promedio
Desviación estándar
Figura N° 5
Control Estadístico de los Procesos 11
5.1.4. Presentación gráfica de los datos
Los principios básicos de la estadística nos conducen a la curva de
distribución normal, lo que a su vez nos conduce a graficar los datos
a fin de compararlos con la distribución normal. Además, si
tuviéramos que emplear un elevado tamaño de muestra, sería poco
didáctico presentar los datos simplemente tabulados, ya que
veríamos sólo un denso conjunto de números en donde sería muy
difícil detectar la tendencia o patrón que siguen los datos observados;
lo lógico sería tratar de juntar los datos en grupos, de tal manera que
la información sea “más digerible”.
Una de las herramientas de la calidad que permite –de manera
específica– condensar gráficamente lo antes expuesto es el histograma
de frecuencias. En el control estadístico de los procesos, el histograma
de frecuencias es considerado como una fotografía del proceso y –
como toda fotografía–, además de la fecha en que fue tomada, no nos
puede proporcionar información que sea función del tiempo.
Un ejemplo muy común de histograma es el que aparece
periódicamente en diarios o revistas preguntando por la gestión del
Presidente de la república. Para escaparnos del contexto político
actual, supongamos que se trata de una encuesta en el mes de
noviembre del año 2052:
- Somos más de 32 millones de peruanos (población),
pero, por obvios motivos económicos y técnicos, no
todos pueden ser encuestados; sólo se encuestaron a 5
mil personas (tamaño de muestra).
- No diría mucho si la encuestadora sólo afirmara “4 mil de los 5
mil entrevistados aprueban la gestión del presidente”, ni
tampoco sería dable que publicara la opinión de cada uno de los
5 mil encuestados. Las opiniones se agrupan en intervalos, por
ejemplo, según las edades o según niveles socio-económicos de
los encuestados.
- Al comparar la forma del histograma con la curva normal de
distribución, se verá una deformación del histograma de
frecuencias debido a causas asignables que son estudiadas por
los analistas políticos: “... es evidente que el presidente haya
logrado un mayor porcentaje de aceptación entre los encuestados
entre 35 y 55 años, desde que hace 2 semanas decretó la
jubilación a los 55 años”, “... la mayoría de jóvenes no están
respaldando la gestión del presidente ante la idea lanzada de
privatizar las universidades nacionales”.
Algo similar sucede en los procesos industriales, en donde se espera
que el histograma de frecuencias sí se parezca a la curva de
distribución normal para poder considerar que el proceso estudiado
se encuentra bajo control estadístico. Cualquier tendencia distinta
12 Control Estadístico de los Procesos
podrá ser atribuida a alguna causa asignable y el “analista industrial”
deberá identificar y aminorar (si no eliminar) toda causa asignable.
Es evidente que, para mantener estables nuestros procesos y tomar
las medidas y las acciones más adecuadas para este propósito,
requerimos de excelentes y sumamente confiables “encuestadoras
industriales” que nos den la mejor información para poder realizar
un buen diagnóstico. Procedamos a revisar, paso a paso, cómo se
construye un histograma de frecuencias.
5.1.5. Construcción de un histograma de frecuencias
Con la ayuda de un ejemplo, describiremos cada paso a seguir en la
elaboración de un histograma de frecuencias. Pongamos el caso de
una empresa dedicada a la producción de bridas, considerándose el
diámetro del agujero de la brida como un dato importante para el
control del proceso de fabricación.
1. Recopilación de datos.
Si la empresa está familiarizada con la calidad, podremos
obtener los datos a partir de los reportes de inspección. Caso
contrario, tendremos que recopilar lecturas de diversas fuentes
o simplemente comenzar a muestrear la producción.
Cualquiera haya sido la forma de obtener los datos (de
preferencia, la primera), supongamos que hemos logrado las
siguientes 50 observaciones, tomadas para verificar si las bridas
se encuentran dentro de las especificaciones técnicas.
Cuadro N° 01
Diámetro de brida (mm)
406 409 403 408 406
405 406 407 402 410
403 409 406 405 406
407 404 408 406 405
406 405 403 408 403
405 406 405 406 405
404 410 406 405 403
408 406 405 406 407
406 405 404 405 406
405 406 409 406 405
2. Búsqueda de la menor y la mayor de todas las lecturas.
Lectura mínima = 402 mm
Lectura máxima = 410 mm
Control Estadístico de los Procesos 13
3. Cálculo del rango de las medidas.
Rango = Lectura máxima – Lectura mínima = 410 mm – 402 mm
Rango = 8 mm
4. Determinación del número de intervalos en el histograma.
En un histograma, se divide el rango en intervalos más
pequeños, de acuerdo al siguiente cuadro:
Cuadro N° 02
Guía para determinar la cantidad de intervalos en un
histograma
Tamaño de la muestra Número de intervalos
< 50 de 5 a 7
de 50 a 100 de 6 a 10
de 101 a 150 de 7 a 12
> 150 de 10 a 12
Existe una regla práctica que aconseja un número de intervalos
aproximadamente igual a la raíz cuadrada del tamaño de la
muestra; regla práctica que coincide en mucho con el cuadro de
arriba.
Si, en nuestro ejemplo de las bridas, hacemos caso a esta última
recomendación, con un tamaño de muestra de 50, deberíamos
tomar alrededor de 7 intervalos.
5. Determinación de la amplitud de los intervalos.
La amplitud de cada intervalo se obtiene dividiendo el rango
entre el número de intervalos obtenido en el paso anterior. De
ser necesario, se debe redondear a un número “manejable”.
Amplitud = rango/(número de intervalos) = 8/7
Convendría tomar una amplitud de 1.
6. Determinación de los límites de los intervalos.
Puesto que la lectura más pequeña es 402, es lógico que éste sea
el primer intervalo. Los siguientes intervalos se irán formando
de 1 en 1 hasta 410 (la lectura más grande).
7. Determinación de las frecuencias.
Revisando el cuadro que agrupaba todos los datos, se debe
marcar en cada intervalo la lectura que corresponda, tal como
muestra la siguiente distribución de frecuencias:
14 Control Estadístico de los Procesos
Cuadro N° 03
Distribución De Frecuencias
intervalo marca frecuencia
402 x 1
403 xxxxx 5
404 xxx 3
405 xxxxxxxxxxxxx 13
406 xxxxxxxxxxxxxxxx 16
407 xxx 3
408 xxxx 4
409 xxx 3
410 xx 2
8. Gráfica del histograma de frecuencias.
Tal como muestra la figura:
histograma de frecuencia para los
diámetros de las bridas
20
15
freceuncia
10
0
402
403
404
405
406
407
408
409
410
diámetro (mm)
Figura N° 6
EJERCICIO
Una fábrica que está dedicada a la elaboración de bebidas gaseosas
centra su atención en una de las líneas de producción, en donde se
quiere llevar el control del proceso de llenado de las botellas de 1
litro, para lo cual se toma como “cero” de referencia 960 ml. De esta
manera, los datos recopilados son tales que al sumarles el “cero” se
obtendrá el contenido real de cada botella (20 significa que la botella
contiene 960+20=980 ml; 50 significa que la botella contiene
960+50=1010 ml).
Control Estadístico de los Procesos 15
En base a las lecturas tabuladas a continuación, se desea construir el
histograma de frecuencias para este proceso.
Cuadro N° 04
contenido en las botellas de 1 litro de “cutracola”
(ml)(“cero” = 960 ml)
32 44 44 42 57
26 51 23 33 27
42 46 43 45 44
53 37 25 38 44
36 40 36 48 55
47 40 58 45 38
32 39 43 31 45
41 37 31 39 33
20 50 33 50 51
28 51 40 52 43
SOLUCIÓN
El primer paso para el desarrollo del histograma (recopilación de
datos) es justamente dato del problema, por lo cual pasaremos a
ejecutar el resto de la secuencia.
o Búsqueda de la menor y la mayor de todas las lecturas.
Lectura mínima = 20 ml
Lectura máxima = 58 ml
o Cálculo del rango de las medidas.
Rango = Lectura máxima – Lectura mínima = 58 ml – 20ml
Rango = 38 ml
o Determinación del número de intervalos en el histograma.
# de intervalos 50 7
o Determinación de la amplitud de los intervalos.
Amplitud = rango/(número de intervalos) = 38/7 = 5,42
Convendría tomar una amplitud de 5.
o Determinación de los límites de los intervalos.
Puesto que la lectura más pequeña es 20, es lógico que éste sea el
límite inferior del primer intervalo. Los siguientes intervalos se
irán formando de 5 en 5 hasta abarcar 58 (la lectura más grande).
o Determinación de las frecuencias.
Ante todo, debe notarse que, por el hecho de buscar números
manejables para la cantidad y la amplitud de los intervalos,
16 Control Estadístico de los Procesos
finalmente resulta que la distribución de frecuencias queda
conformada por 8 intervalos.
Cuadro N° 05
Distribución de frecuencias
Intervalo marca frecuencia
20-24 xx 2
25-29 xxxx 4
30-34 xxxxx xx 7
35-39 xxxxx xxx 8
40-44 xxxxx xxxxx 13
xxx
45-49 xxxxx x 6
50-54 xxxxx xx 7
55-59 xxx 3
o Gráfica del histograma de frecuencias.
La cual es la meta final de este ejercicio.
Figura N° 7
5.1.6. Resumen numérico de un histograma
Si nosotros fuésemos los encargados de analizar el histograma,
nuestro primer problema sería el determinar los valores de tendencia
central y de dispersión, ya que no contamos con los datos puntuales;
o si contamos con ellos, pues sería un tanto tedioso estar
Control Estadístico de los Procesos 17
retrabajándolos cuando ya contamos con el histograma de
frecuencias.
¿Cómo hacer para “individualizar” los datos que han sido agrupados
por intervalos?
La respuesta obliga a definir el concepto de “marca de clase”: la marca
de clase no es otra cosa que el punto medio de cada intervalo, es
decir, el promedio de los límites de cada intervalo. Lo que se
pretende con la marca de clase es aproximar cada una de las lecturas
de un intervalo a su promedio. Dicho en otras palabras, cada dato “se
convierte” en su marca de clase, cada lectura se trabaja en función a
esta marca de clase.
Pasemos, entonces, a ver cómo calculamos el promedio y la
desviación estándar a partir de los datos de un histograma.
Tomemos como base el último histograma generado. En él,
regresando a la distribución de frecuencias, podemos identificar lo
siguiente:
Cuadro N° 06
Distribución de frecuencias
Intervalo Marca de Frecuencia
clase
20-24 22 2
25-29 27 4
30-34 32 7
35-39 37 8
40-44 42 13
45-49 47 6
50-54 52 7
55-59 57 3
Podemos asumir como que tuviéramos 2 lecturas de 22 ml (1er.
intervalo), 4 lecturas de 27 ml (2do. intervalo), etc.
Por lo tanto, si queremos calcular el promedio, deberíamos actuar de
la siguiente manera:
x = (22 + 22 + 27 + 27 +27 +27 +...+ 57 + 57 + 57)/50
x =
[(2)(22)+(4)(27)+(7)(32)+(8)(37)+(13)(42)+(6)(47)+(7)(52)+(3)(57)]/50
x = 40,7 ml
18 Control Estadístico de los Procesos
La fórmula utilizada la podemos generalizar de la siguiente manera:
f1.m1 + f2.m2 + f3.m3 + ... + fn-1.mn-1 + fn.mn
x=
n
Donde: x = promedio aproximado de la muestra
f = frecuencia
m = marca de clase
n = tamaño de la muestra
Se sugiere comparar esta última fórmula con la fórmula de
promedios presentada en la página 7.
De manera similar, podemos proceder para estimar la varianza a
partir de la información brindada en la distribución de frecuencias,
recordando que la varianza es la suma de los cuadrados de las
desviaciones dividida entre el tamaño de la muestra menos uno. Por
tanto, debemos actuar de la siguiente manera:
S2=[(22-40.7)2+(22-40.7)2+(27-40.7)2+(27-40.7)2+(27-40.7)2+(27-
40.7)2+...]/(50-1)
o lo que es lo mismo:
S2=[2.(22-40.7)2+4.(27-40.7)2+...+7.(52-40.7)2+3.(57-40.7)2]/(50-1)
S2 = 82,46 con lo cual: S = 9,08 ml
La fórmula utilizada la podemos generalizar de la manera siguiente:
f1(x1 – x)2 + f2(x2 – x)2 + f3(x3 – x)2 + ... + fn-1(xn-1 – x)2 + fn(xn – x)2
S2=
n-1
Donde: S2 = varianza aproximada de la muestra
f = frecuencia
m = marca de clase
n = tamaño de la muestra
Se sugiere comparar esta última fórmula con la fórmula de varianza
presentada en la página 7.
Este ejercicio merece un par de comentarios:
- El manejar las fórmulas arriba utilizadas requiere de un extremo
esmero y gran cuidado en el tratamiento de los datos, debido a lo
“trabajoso” de las fórmulas. Una forma bastante recomendable para
Control Estadístico de los Procesos 19
guardar el orden es el trabajar de manera tabulada, tal como se
muestra a continuación:
Cuadro N° 07
Contenido de
Las botellas de 1 litro
resumen numérico del histograma
m f f.m m-x (m-x)2 f.(m-x)2
22 2 44 -18.7 349.69 699.38
27 4 108 -13.7 187.69 750.76
32 7 224 -8.7 75.69 529.83
37 8 296 -3.7 13.69 109.52
42 13 546 1.3 1.69 21.97
47 6 282 6.3 39.69 238.14
52 7 364 11.3 127.69 893.83
57 3 171 16.3 265.69 797.07
50 2035 4040.50
x= 40.7 S = 82.45918
2
S= 9.08070
- Al inicio del apartado, mencionamos que los cálculos efectuados eran
aproximados. Sería bueno ver cuán aproximados han resultado
nuestros cálculos.
Si hubiésemos trabajado con la totalidad de los datos, obtendríamos:
Cuadro N° 08
Contenido de
Las botellas de 1 litro
resumen numérico de los datos
32 44 44 42 57
26 51 23 33 27
42 46 43 45 44
53 37 25 38 44
36 40 36 48 55
47 40 58 45 38
32 39 43 31 45
41 37 31 39 33
20 50 33 50 51
28 51 40 52 43
x = 40.56 ml
S = 8.96969956 ml
20 Control Estadístico de los Procesos
Con lo que tendríamos, pues, una muy buena aproximación al haber
considerado:
x = 40,7 ml (contra 40,56, hay un error de 0,35%)
S = 9,08 ml (contra 8,97, hay un error de 1,24%)
6. EJERCICIOS PROPUESTOS
6.1. Ejercicio 1
Identifique una operación o un proceso en la empresa donde usted
labora y encuentre, para ese caso específico, ejemplos CONCRETOS que
generen costos en calidad para las categorías mencionadas a
continuación:
Costo de prevención:
- Adiestramiento_____________________________________________
___________________________________________________________
- Control de procesos_________________________________________
_______________________________________________________________
- Supervigilancia_____________________________________________
___________________________________________________________
- Costo de evaluación:________________________________________
_______________________________________________________________
- Inspección de materias prima________________________________________
_______________________________________________________________
- Pruebas en el producto_____________________________________________
_______________________________________________________________
- Conservación de la precisión del equipo de pruebas______________________
_______________________________________________________________
Costo de fallas internas:
- Subvaluación del producto __________________________________
___________________________________________________________
Control Estadístico de los Procesos 21
- Re inspección_______________________________________________
___________________________________________________________
Costo de fallas externas:
- Reclamos__________________________________________________
___________________________________________________________
- Garantías __________________________________________________
___________________________________________________________
- Devolución de productos ____________________________________
_______________________________________________________________
6.2. Ejercicio 2
Identifique una operación o un proceso en la empresa donde usted
labora y encuentre, para ese caso específico, un parámetro importante en
el control de la operación o el proceso. Complete el diagrama colocando
en “las espinas secundarias” ejemplos CONCRETOS de causas que
generen problemas dentro de las áreas indicadas:
Materiales Máquinas
Métodos Medio Mano de
ambiente obra
Figura N° 8
22 Control Estadístico de los Procesos
6.3. Ejercicio 3
Mencione, para cada caso, dos ejemplos CONCRETOS de causas
asignables que generen la deformación mostrada en la curva normal de
distribución de un determinado proceso productivo:
Las medidas se cargan a la derecha
- ________________________________
- ________________________________
Las medidas se cargan a la izquierda
- _______________________________
- _______________________________
Las medidas forman dos grupos
diferentes
- ________________________________
- ________________________________
6.4. Ejercicio 4
Una fábrica de autopartes produce un determinado eje, cuya dimensión
crítica es un diámetro donde deberá alojarse un rodamiento. Tras
muestrear 120 de estos ejes se obtuvo la siguiente distribución de
frecuencias:
Cuadro N° 08
Distribución de frecuencias
Intervalo Frecuencia
64.980 - 64.984 7
64.985 - 64.989 10
64.990 - 64.994 19
64.995 - 64.999 23
65.000 - 65.004 22
65.005 - 65.009 20
65.010 - 65.014 13
65.015 - 65.019 6
Calcular, de manera aproximada, el promedio y la desviación estándar
de la muestra.
Control Estadístico de los Procesos 23
Cuadro N° 09
EJE #024-0711-1970
DIÁMETRO PARA RODAMIENTO (mm)
resumen numérico de la distribución de frecuencias
m f f.m m-x (m-x)2 f.(m-x)2
200000002 2000 000044 -00018.7 3400009.69 000000699.38
x= S2=
S=
6.5. Ejercicio 5
Una fábrica de autopartes produce un determinado eje, cuya dimensión
crítica es un diámetro donde deberá alojarse un rodamiento. Tras
muestrear 120 de estos ejes se obtuvo la siguiente distribución de
frecuencias:
Cuadro N° 10
Distribución de frecuencias
Intervalo Frecuencia
64.980 - 64.984 7
64.985 - 64.989 10
64.990 - 64.994 19
64.995 - 64.999 23
65.000 - 65.004 22
65.005 - 65.009 20
65.010 - 65.014 13
65.015 - 65.019 6
24 Control Estadístico de los Procesos
El encargado del proceso le solicita elaborar el histograma
correspondiente, pero le pide que considere “cero” = 65,000 mm.
Grafique el histograma solicitado y analice el resultado. Además:
¿Piensa que es mejor ver el histograma o basta con la distribución de
frecuencias? ¿Son correctos los valores en el eje horizontal?
Figura N° 9
7. PREGUNTAS DE AUTOCOMPROBACIÓN
1. ¿Cómo se relacionan los procesos industriales, la estadística y la calidad?
2. ¿Cómo se clasifican las características de la calidad?
3. ¿Cuáles son las categorías en las que se agrupan los costos de la calidad?
4. ¿Cuáles son los principios básicos de la estadística?
5. ¿Cuáles son las dos medidas más importantes que permiten resumir
numéricamente un conjunto de datos muestrales?
6. ¿Qué finalidad y qué limitación tiene un histograma de frecuencias?
Control Estadístico de los Procesos 25
8. RESPUESTAS AL CUESTIONARIO
1. Se busca de asegurar la calidad de los procesos industriales mediante el
empleo de técnicas estadísticas.
2. Variables.
Atributos.
3. De prevención.
De evaluación.
De fallas internas.
De fallas externas.
4. No hay dos cosas iguales.
Variaciones medibles.
Patrón para las variaciones.
Tendencia hacia el centro.
Curva de distribución conocida.
Deformación por causas asignables.
5. Promedio muestral.
Desviación estándar muestral.
6. Finalidad: condensar gráficamente un conjunto de datos.
Limitación: no da información temporal.
9. REFERENCIAS
1. Lord Kelvin (1824 – 1907). Científico británico, nacido como William
Thomson en Belfast, Irlanda. Desarrolló la escala de temperaturas absolutas
que lleva su nombre.
Figura N° 10
26 Control Estadístico de los Procesos
2. La forma de la curva normal de distribución es tan definida que se puede
establecer con bastante exactitud el porcentaje de lecturas en diferentes
secciones de la curva. Existen tablas que permiten –en la denominada curva
normal estándar– obtener estos porcentajes y “adaptarlos”, gracias a unas
simples relaciones matemáticas, a curvas “particulares”.
3. Kaoru Ishikawa (1915 – 1989). Representante emblemático del Control de la
Calidad en el Japón. Desarrolló el diagrama de causa-efecto que resalta el
hecho que los problemas no tienen una causa única.
Figura N° 11
4. En estadística existen también la mediana y la moda, que son medidas que
permiten cuantificar las deformaciones de la curva normal de distribución.
Control Estadístico de los Procesos 27
También podría gustarte
- Discurso Sobre La Contaminacion AmbientalDocumento1 páginaDiscurso Sobre La Contaminacion AmbientalMarleny Isabel Jimenez Saña77% (192)
- El Estado Nacional - EcuadorDocumento304 páginasEl Estado Nacional - Ecuadorjaval570% (1)
- Avalúo Cuautlancingo PDFDocumento26 páginasAvalúo Cuautlancingo PDFHANNA MONTIELAún no hay calificaciones
- Laboratorio y Enfermedad Casos Clinicos Volumen 4Documento400 páginasLaboratorio y Enfermedad Casos Clinicos Volumen 4lobwho480% (5)
- Balanceo de Ecuaciones Quimicas.Documento10 páginasBalanceo de Ecuaciones Quimicas.lol coitaAún no hay calificaciones
- Cement Lining ConceptsDocumento23 páginasCement Lining ConceptsCarlos....100% (6)
- Destilaciónn MulticomponenteDocumento35 páginasDestilaciónn MulticomponenteCarlos....Aún no hay calificaciones
- ELVIRA BARBA, M.A., de Hades A SatánDocumento18 páginasELVIRA BARBA, M.A., de Hades A SatánDaniel GonzálezAún no hay calificaciones
- Niebla ResumenDocumento11 páginasNiebla ResumenTamar Montecinos Valdivia100% (1)
- CatDocumento4 páginasCatKariina HndzAún no hay calificaciones
- Cemento PortlandDocumento17 páginasCemento PortlandCarlos....Aún no hay calificaciones
- Pet Coke en HidroelectricasDocumento8 páginasPet Coke en HidroelectricasCarlos....Aún no hay calificaciones
- Diptico Grand CherokeeDocumento2 páginasDiptico Grand CherokeeCarlos....Aún no hay calificaciones
- Biodigestor EurotuboDocumento8 páginasBiodigestor EurotuboCarlos....Aún no hay calificaciones
- Cambio Caudal Normal A ActualDocumento2 páginasCambio Caudal Normal A ActualCarlos....Aún no hay calificaciones
- Accionamientos para Molinos Con Pinon Corona - Funcionamiento Suave y Flexible PDFDocumento7 páginasAccionamientos para Molinos Con Pinon Corona - Funcionamiento Suave y Flexible PDFCarlos....Aún no hay calificaciones
- Materiales en Tabiques de Ball Mill PDFDocumento9 páginasMateriales en Tabiques de Ball Mill PDFCarlos....Aún no hay calificaciones
- LuybenDocumento15 páginasLuybenCarlos....Aún no hay calificaciones
- SxsxsDocumento14 páginasSxsxsCarlos....Aún no hay calificaciones
- Aceites y Grasas MineralesDocumento41 páginasAceites y Grasas MineralesCarlos....Aún no hay calificaciones
- Diseño de La Columna de Destilación de AcetonaDocumento8 páginasDiseño de La Columna de Destilación de AcetonaCarlos....Aún no hay calificaciones
- Capital SimbolicoDocumento6 páginasCapital SimbolicoSantiagoLunaPeraltaAún no hay calificaciones
- PredecirDocumento7 páginasPredecirSandra Lorena Bravo DuboAún no hay calificaciones
- Pardeamiento No EnzimáticoDocumento16 páginasPardeamiento No EnzimáticoIvan Arturo Ibañez RubioAún no hay calificaciones
- Psicología Tarea Aca... 3Documento5 páginasPsicología Tarea Aca... 3Luzbeida Campos ocupaAún no hay calificaciones
- Actividades Hempel Clase 8Documento4 páginasActividades Hempel Clase 8Alexis correaAún no hay calificaciones
- Mecanismo Caminante Theo JansenDocumento10 páginasMecanismo Caminante Theo Jansenantonio2892Aún no hay calificaciones
- El Cuerpo, La Sexualidad y Los AfectosDocumento2 páginasEl Cuerpo, La Sexualidad y Los AfectosTamaraAún no hay calificaciones
- El Área 51 Es Una Base Militar y Un Destacamento Remoto de La Base de La Fuerza Aérea de EdwardsDocumento11 páginasEl Área 51 Es Una Base Militar y Un Destacamento Remoto de La Base de La Fuerza Aérea de EdwardsEgoist UtaAún no hay calificaciones
- RESTQ 76 Sport EscalasDocumento6 páginasRESTQ 76 Sport EscalasZitlali McCoshroAún no hay calificaciones
- Carapachay Por Sarmiento - Revista CarapachayDocumento7 páginasCarapachay Por Sarmiento - Revista CarapachayMatius HacheAún no hay calificaciones
- Plan de Educacion SexuLDocumento9 páginasPlan de Educacion SexuLmariviticinicial100% (6)
- Proyecto Mercacentro VirtualDocumento54 páginasProyecto Mercacentro Virtualivan_afrika75% (4)
- Amado y AfligidoDocumento3 páginasAmado y AfligidopepcoAún no hay calificaciones
- Sociología Jurídica y de La DominaciónDocumento3 páginasSociología Jurídica y de La DominaciónDiego CristobalAún no hay calificaciones
- Glosario de RomanoDocumento10 páginasGlosario de RomanoJose Raul M. Gonzalez100% (1)
- Punto Doctrinal 03 Iglesia de DiosDocumento3 páginasPunto Doctrinal 03 Iglesia de DiosnainAún no hay calificaciones
- Bentivoglio Leonetta La Danza ContemporaneaDocumento36 páginasBentivoglio Leonetta La Danza ContemporaneaMaria Belen SalaAún no hay calificaciones
- Integrantes: Adriana Lucía Flores Long Homar de Jesus Lopez Vazquez Brandon Hernandez Toledo Daniel Sanchez CruzDocumento17 páginasIntegrantes: Adriana Lucía Flores Long Homar de Jesus Lopez Vazquez Brandon Hernandez Toledo Daniel Sanchez CruzDaniel VilasecaAún no hay calificaciones
- CocoDocumento14 páginasCocominzeynepbAún no hay calificaciones
- Empresa Pumkinn JuiceDocumento7 páginasEmpresa Pumkinn JuiceErika ChanAún no hay calificaciones
- Catalogo Oferta Academica Beca Colombia 2024 2Documento581 páginasCatalogo Oferta Academica Beca Colombia 2024 2negamengeAún no hay calificaciones
- Sistemas de SeguirdadDocumento2 páginasSistemas de SeguirdadCarlos CastroAún no hay calificaciones