
También podría gustarte
- Presupuesto Antares PDF Con PreciosDocumento22 páginasPresupuesto Antares PDF Con Preciossamuelson26Aún no hay calificaciones
- FT Is 02 3 - 16 X 1 - 1 - 4Documento1 páginaFT Is 02 3 - 16 X 1 - 1 - 4Julio Eder LopezAún no hay calificaciones
- D-01 Detalle de Asta de Bandera-D-01Documento1 páginaD-01 Detalle de Asta de Bandera-D-01Esgar Rojas Lujan100% (1)
- Cerramiento Malla Eslabonada HDocumento1 páginaCerramiento Malla Eslabonada HBar ToAún no hay calificaciones
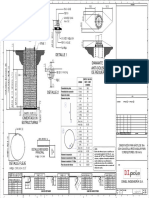
- Cimentación Típica Mástiles Hasta 18mDocumento1 páginaCimentación Típica Mástiles Hasta 18mYasid Bernal TorresAún no hay calificaciones
- Toma Siamesa - Ficha TécnicaDocumento1 páginaToma Siamesa - Ficha TécnicachikudaiAún no hay calificaciones
- Especificaciones Tecnicas Construccion de Oficina AdministrDocumento72 páginasEspecificaciones Tecnicas Construccion de Oficina AdministrAbelAún no hay calificaciones
- Criterios para Armadura de LosasDocumento2 páginasCriterios para Armadura de LosasMauricio_Vera_5259100% (1)
- Ficha Tecnica Rejillas RaDocumento2 páginasFicha Tecnica Rejillas RaStephany SilvaAún no hay calificaciones
- Especificaciones CerramientoDocumento6 páginasEspecificaciones CerramientoMario Contreras100% (1)
- Control Tecnico de Una Estructura PDFDocumento9 páginasControl Tecnico de Una Estructura PDFGustavo RiveraAún no hay calificaciones
- Soporte para PlanosDocumento2 páginasSoporte para PlanosAntony SánchezAún no hay calificaciones
- Rubros Grafiado PDFDocumento51 páginasRubros Grafiado PDFFabian OrralaAún no hay calificaciones
- Hi Flow Grout PDFDocumento3 páginasHi Flow Grout PDFJesus RakmonAún no hay calificaciones
- Perfiles de AceroDocumento80 páginasPerfiles de AceroTume Serrano NoelAún no hay calificaciones
- L04 El Rincón QuillónDocumento1 páginaL04 El Rincón QuillónWalter Gomez100% (1)
- Tejas P7 FibrocementoDocumento12 páginasTejas P7 FibrocementoedixcpAún no hay calificaciones
- NP-022-v 4 3 PDFDocumento10 páginasNP-022-v 4 3 PDFNelson HernandezAún no hay calificaciones
- Tabla Esparragos para BridasDocumento1 páginaTabla Esparragos para BridasCarlos Arturo ospinaAún no hay calificaciones
- Ficha Tecnica MoldesDocumento8 páginasFicha Tecnica MoldesgrovertarquiAún no hay calificaciones
- ConstruStanding Seam Doble Bandeja - Ficha Técnica Construtecho.Documento4 páginasConstruStanding Seam Doble Bandeja - Ficha Técnica Construtecho.Juan Francisco Rubio JovelAún no hay calificaciones
- 17 Cielos Rasos y DivisionesDocumento17 páginas17 Cielos Rasos y DivisionesDiego Ponguta CastellanosAún no hay calificaciones
- Urinario Urban (Actualizado)Documento1 páginaUrinario Urban (Actualizado)milenka nuñez menesesAún no hay calificaciones
- Catalogo Perfiles AluminioDocumento27 páginasCatalogo Perfiles AluminioJesus Sanchez LopezAún no hay calificaciones
- Lz-09español BMLDocumento1 páginaLz-09español BMLEduardo100% (1)
- Generador de Obra CivilDocumento61 páginasGenerador de Obra CivilLoedeli GderAún no hay calificaciones
- Memoria Descriptiva BardaDocumento5 páginasMemoria Descriptiva BardaMauricio GomezAún no hay calificaciones
- PROCEDIMIENTO DE FABRICACION DE COLUMNAS Rev. 0 XXXDocumento7 páginasPROCEDIMIENTO DE FABRICACION DE COLUMNAS Rev. 0 XXXclaudio perez prietoAún no hay calificaciones
- Tornilleria DINDocumento27 páginasTornilleria DINRodolfo Mantilla SolarteAún no hay calificaciones
- Astas de BanderaDocumento2 páginasAstas de BanderaJorge Luis Málaga CalderónAún no hay calificaciones
- Conexión A Momento Placa ExtremaDocumento1 páginaConexión A Momento Placa ExtremaAlphons Gpe GebaraAún no hay calificaciones
- Ficha Tecnica Serie TrianaDocumento1 páginaFicha Tecnica Serie Trianatortaalgarrobo0% (1)
- La Profundidad Mínima de Instalaciones de Tubería para Gas Domestico Según Normas Inernacionales Debe de Ser de 0Documento2 páginasLa Profundidad Mínima de Instalaciones de Tubería para Gas Domestico Según Normas Inernacionales Debe de Ser de 0Yordy QuecañoAún no hay calificaciones
- ET13 - Estructuras - MetálicasDocumento16 páginasET13 - Estructuras - MetálicasLuis Cesar VaPiAún no hay calificaciones
- 027 Loseta A 56 Tactil Guia PDFDocumento2 páginas027 Loseta A 56 Tactil Guia PDFMiguel RuizAún no hay calificaciones
- Detalle de Armado de Base para TinacoDocumento1 páginaDetalle de Armado de Base para TinacoRicardo Carrasco Hernandez0% (1)
- La Casa Del Perno - Equivalencia PulgadasDocumento1 páginaLa Casa Del Perno - Equivalencia PulgadasMrCensoAún no hay calificaciones
- Cómo Calcular y Proyectar Una Escalera HelicoidalDocumento5 páginasCómo Calcular y Proyectar Una Escalera HelicoidalArturoAún no hay calificaciones
- Manual Del Armador de Elementos EstucturalesDocumento35 páginasManual Del Armador de Elementos EstucturalesDenisAún no hay calificaciones
- Conexiones de BronceDocumento2 páginasConexiones de Broncekarmencitaconk4035Aún no hay calificaciones
- Especificaciones Técnicas Instalaciòn de Gas Piscina Semiolimpica SacabaDocumento7 páginasEspecificaciones Técnicas Instalaciòn de Gas Piscina Semiolimpica SacabaRodrigo Adrian Mamani RodriguezAún no hay calificaciones
- Archivo Ficha Tecnica 110002059 1Documento1 páginaArchivo Ficha Tecnica 110002059 1rossvianet casafrancaAún no hay calificaciones
- Fabricacion 001 Inspeccion VisualDocumento20 páginasFabricacion 001 Inspeccion Visualsam.blanco.j100% (1)
- Ficha Técnica Puertas Acero 2019 PDFDocumento17 páginasFicha Técnica Puertas Acero 2019 PDFchus55Aún no hay calificaciones
- Como Calcular La Cantidad de Sifones en Una CubiertaDocumento7 páginasComo Calcular La Cantidad de Sifones en Una CubiertaJunior Je JeAún no hay calificaciones
- Placas de AnclajeDocumento28 páginasPlacas de AnclajeCarlos Tagle BrahmAún no hay calificaciones
- U11 Cubiertas Parte3Documento22 páginasU11 Cubiertas Parte3Victor Gutierrez CruzAún no hay calificaciones
- Listado de Insumos PDFDocumento77 páginasListado de Insumos PDFJose DuarteAún no hay calificaciones
- Generador Columnas EstacionamientosDocumento3 páginasGenerador Columnas EstacionamientosALfredo ZTudiyoAún no hay calificaciones
- Manual de Instalacion y Mantenimiento Calaminon PDFDocumento4 páginasManual de Instalacion y Mantenimiento Calaminon PDFRichardson Chavez TaypeAún no hay calificaciones
- Poli TuboDocumento40 páginasPoli Tuborajop231173Aún no hay calificaciones
- 000 Con 07 0Documento1 página000 Con 07 0Fredy Chile Letona100% (1)
- FICHA TECNICA Cubiertas IntegralesDocumento7 páginasFICHA TECNICA Cubiertas IntegralesDiego Salas100% (1)
- 2ct - Control de Calidad Del Acero A 706 DidelcoDocumento16 páginas2ct - Control de Calidad Del Acero A 706 DidelcoFlorencia MenaAún no hay calificaciones
- Magg - Citi 55Documento3 páginasMagg - Citi 55Jaime CastroAún no hay calificaciones
- Especificaciones-Tecnicas-Contra Impacto 5 MDocumento5 páginasEspecificaciones-Tecnicas-Contra Impacto 5 MCONSORCIO AM CONSTRUCTORESAún no hay calificaciones
- Cap 10Documento16 páginasCap 10Pablo RSAún no hay calificaciones
- Canchas Especificaciones TecnicasDocumento5 páginasCanchas Especificaciones TecnicasAlveiro Oyola TapiaAún no hay calificaciones
- Postes Hexagonal de AceroDocumento17 páginasPostes Hexagonal de AceroDaniel MantillaAún no hay calificaciones
- Dv-Poste Hexagonal DeportivoDocumento4 páginasDv-Poste Hexagonal Deportivoamms249Aún no hay calificaciones
- Corrosión en Los Puentes de La Red VialDocumento18 páginasCorrosión en Los Puentes de La Red VialMargarita AzuaraAún no hay calificaciones
- ColiseoDocumento11 páginasColiseoLuisHuamanQuilicheAún no hay calificaciones
- Portafolio KashimaDocumento12 páginasPortafolio KashimaCarlos RondonAún no hay calificaciones
- 11 Acero para PostensadoDocumento6 páginas11 Acero para PostensadoHugoOliveraAún no hay calificaciones
- Catálogo PRODALAMDocumento24 páginasCatálogo PRODALAMdiazfran50% (2)
- Planta Fundidora de ChatarraDocumento306 páginasPlanta Fundidora de ChatarraEvelinLopezRodriguezAún no hay calificaciones
- 06 Tuberia Acc Agua y Alc - SEDAPALDocumento39 páginas06 Tuberia Acc Agua y Alc - SEDAPALJulio DemerAún no hay calificaciones
- Unidad 3 Manejo de La Leche CrudaDocumento21 páginasUnidad 3 Manejo de La Leche CrudaArely García MtzAún no hay calificaciones
- PDFDocumento144 páginasPDFJorge Alberto Taylor SantosAún no hay calificaciones
- CEMENTACIONDocumento17 páginasCEMENTACIONDiego Cáceres Barrios100% (1)
- TRABAJO 1. LaboratoriosDocumento27 páginasTRABAJO 1. LaboratoriosKatherine ArcosAún no hay calificaciones
- N CSV Car 4 03 002 02Documento13 páginasN CSV Car 4 03 002 02oaxacaoAún no hay calificaciones
- NCH 2136Documento45 páginasNCH 2136Mauricio Andres Torres100% (2)
- Caracteristicas ... Manufactura IIDocumento14 páginasCaracteristicas ... Manufactura IIDavidAún no hay calificaciones
- JA-222-99 Sismo Estruct y RecipDocumento14 páginasJA-222-99 Sismo Estruct y RecipjacopapAún no hay calificaciones
- 3.1 Procedimiento de MoldeoDocumento6 páginas3.1 Procedimiento de MoldeoGustavo Santos Bautista100% (1)
- Calculo de VigaDocumento29 páginasCalculo de VigaAlfredo Eduardo Perez LetcherAún no hay calificaciones
- Invias Seccion 200Documento7 páginasInvias Seccion 200David Mayorga DiazAún no hay calificaciones
- 04-2 Manual Muros CortafuegosDocumento12 páginas04-2 Manual Muros CortafuegosJavier Moreno83% (6)
- 1 Manual Qa QC Completo2015 Parte 1Documento50 páginas1 Manual Qa QC Completo2015 Parte 1Carlos Naranjo100% (2)
- Inventario de Las Maquinas Del Sena CditiDocumento15 páginasInventario de Las Maquinas Del Sena CditijohnAún no hay calificaciones
- Nte Inen 133-1Documento8 páginasNte Inen 133-1Daniel Esteban NaranjoAún no hay calificaciones
- Proyecto de Inovacion de Dispositivo de InclinacionDocumento66 páginasProyecto de Inovacion de Dispositivo de Inclinacionjames joaquiraAún no hay calificaciones
- Lineas Capitulo 5 PDFDocumento12 páginasLineas Capitulo 5 PDFCristianCamiloHernandezSuarezAún no hay calificaciones
- FISCHER - Tacos Químicos - Anclaje de Resina R Con Varilla Roscada FTR PDFDocumento3 páginasFISCHER - Tacos Químicos - Anclaje de Resina R Con Varilla Roscada FTR PDFGonzalo Santos FernándezAún no hay calificaciones
- FT Ficha TecnicaDocumento8 páginasFT Ficha TecnicaCESARAún no hay calificaciones
- Catalogo FerreteriaDocumento33 páginasCatalogo FerreteriaSamuel Montes BecerraAún no hay calificaciones
- Acero NavalDocumento5 páginasAcero Navalvrcatc884Aún no hay calificaciones
- 04 Diseño de Estribos Columnas Final OkDocumento4 páginas04 Diseño de Estribos Columnas Final OkJosue Espinoza JesusAún no hay calificaciones
- Corrosión Bajo TensiónDocumento13 páginasCorrosión Bajo TensiónPablo Xavier Martz Monts100% (1)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Lentes de contacto: composición química y propiedadesDe EverandLentes de contacto: composición química y propiedadesCalificación: 3 de 5 estrellas3/5 (2)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- Electricidad para ViviendasDe EverandElectricidad para ViviendasCalificación: 3.5 de 5 estrellas3.5/5 (8)
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- Análisis estático y dinámico de estructurasDe EverandAnálisis estático y dinámico de estructurasCalificación: 4 de 5 estrellas4/5 (5)
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Recetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaDe EverandRecetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Curso Práctico de Química GeneralDe EverandCurso Práctico de Química GeneralCalificación: 4 de 5 estrellas4/5 (4)
- Lo humano y lo divino. Metalurgía y cosmogonía en la América antiguaDe EverandLo humano y lo divino. Metalurgía y cosmogonía en la América antiguaCalificación: 5 de 5 estrellas5/5 (1)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- Guías de laboratorio de bioquímica para la carrera de químicaDe EverandGuías de laboratorio de bioquímica para la carrera de químicaCalificación: 5 de 5 estrellas5/5 (1)
- Nanotecnología: Fundamentos y aplicacionesDe EverandNanotecnología: Fundamentos y aplicacionesAún no hay calificaciones
- Lecciones de Química HeterocíclicaDe EverandLecciones de Química HeterocíclicaCalificación: 5 de 5 estrellas5/5 (1)
- El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]De EverandEl arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]Calificación: 3 de 5 estrellas3/5 (2)
- Fundamentos de química aplicados a las ciencias de la saludDe EverandFundamentos de química aplicados a las ciencias de la saludAún no hay calificaciones





















































































































![El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]](https://imgv2-2-f.scribdassets.com/img/word_document/436374717/149x198/1f8b752e12/1699199921?v=1)
