También podría gustarte
- Ppi-02-Civil y Sus Registros - Rev.01Documento13 páginasPpi-02-Civil y Sus Registros - Rev.01jimper26Aún no hay calificaciones
- TermofusiónDocumento15 páginasTermofusiónjimper26Aún no hay calificaciones
- Misión y VisiónDocumento1 páginaMisión y Visiónjimper26100% (1)
- PPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01Documento5 páginasPPI-04-AISLAMIENTO Y SUS REGISTROS Rev. 01jimper26100% (1)
- Ppi-05 - Serpentin y RegistrosDocumento12 páginasPpi-05 - Serpentin y Registrosjimper26100% (2)
- PRC-16 TermofusionDocumento18 páginasPRC-16 Termofusionjimper26Aún no hay calificaciones
- Hdpe Procedimiento BorradorDocumento13 páginasHdpe Procedimiento Borradorjimper26Aún no hay calificaciones
- Procedimiento de Prueba NeumaticaDocumento6 páginasProcedimiento de Prueba Neumaticajimper26Aún no hay calificaciones
- Indice de Dossier de CalidadDocumento3 páginasIndice de Dossier de Calidadjimper26100% (2)
- Importancia Del Conocer La Legislación Laboral en Nuestro PaísDocumento2 páginasImportancia Del Conocer La Legislación Laboral en Nuestro Paísjimper26Aún no hay calificaciones
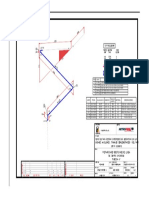
- Vilocru 2019 P 003 Welding Map Linea Sci 6Documento1 páginaVilocru 2019 P 003 Welding Map Linea Sci 6jimper26Aún no hay calificaciones
- Almuerzo ConfraternidadDocumento6 páginasAlmuerzo Confraternidadjimper26Aún no hay calificaciones
- Plan de Trabajo AmbientalDocumento13 páginasPlan de Trabajo Ambientaljimper26Aún no hay calificaciones
- Welding Map Tanque 180Documento1 páginaWelding Map Tanque 180jimper26Aún no hay calificaciones
- Cir Alt Tra 20529914718 35418862 28092020123031Documento2 páginasCir Alt Tra 20529914718 35418862 28092020123031jimper26Aún no hay calificaciones
- Ppi - VilocrusacDocumento12 páginasPpi - Vilocrusacjimper26Aún no hay calificaciones
- Welding Map Tanque 180 PDFDocumento1 páginaWelding Map Tanque 180 PDFjimper26Aún no hay calificaciones
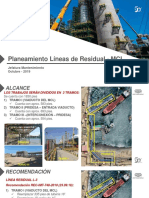
- Presentación Linea Residual - MCLDocumento12 páginasPresentación Linea Residual - MCLjimper26Aún no hay calificaciones
- Listado Equipos de InspeccionDocumento4 páginasListado Equipos de Inspeccionjimper26100% (1)
- HPFZDocumento37 páginasHPFZjimper26Aún no hay calificaciones
- Orden de Servicio - 162 - 2018 - Sepremor - Servicio en Selva Km55!96!228-229Documento3 páginasOrden de Servicio - 162 - 2018 - Sepremor - Servicio en Selva Km55!96!228-229jimper26Aún no hay calificaciones
- Cotización LABSol 2019-08 VilocruDocumento1 páginaCotización LABSol 2019-08 Vilocrujimper26Aún no hay calificaciones
- CORC-RE007-POG - gc-002 Certificados de Calibracion de Equipos e Instrum1Documento14 páginasCORC-RE007-POG - gc-002 Certificados de Calibracion de Equipos e Instrum1jimper26Aún no hay calificaciones
- Catalogo Motores Electricos PDFDocumento40 páginasCatalogo Motores Electricos PDFVictor FierroAún no hay calificaciones
- Medidores de Agua Potable FríaDocumento24 páginasMedidores de Agua Potable FríaYazmin VargasAún no hay calificaciones
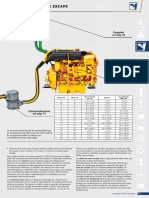
- Vetus71 162Documento92 páginasVetus71 162almondayAún no hay calificaciones
- Aislamiento de Energías Peligrosas Rev 0Documento21 páginasAislamiento de Energías Peligrosas Rev 0Ariel TorresAún no hay calificaciones
- ES Instrucciones de Servicio VEGABAR 82 Sensor Esclavo para Presión Diferencial ElectrónicaDocumento80 páginasES Instrucciones de Servicio VEGABAR 82 Sensor Esclavo para Presión Diferencial ElectrónicaMarvin ZuñigaAún no hay calificaciones
- 0467.she - Pro.015 Procedimiento para Lockout - Tagout Control de Energía PeligrosaDocumento19 páginas0467.she - Pro.015 Procedimiento para Lockout - Tagout Control de Energía PeligrosaFabian MenesesAún no hay calificaciones
- Espec. Tuberías.Documento10 páginasEspec. Tuberías.Huertalex De la VeraAún no hay calificaciones
- Conexiones Poberaj SaDocumento71 páginasConexiones Poberaj SaDarío ArmendíaAún no hay calificaciones
- Piping ClassDocumento255 páginasPiping ClassRafael GutierrezAún no hay calificaciones
- Valvulas ClarksonDocumento34 páginasValvulas Clarksonlobos610% (1)
- Cursillo Tuberías Industriales 2Documento129 páginasCursillo Tuberías Industriales 2Ana Laura100% (1)
- Catalogo Pavco 2012Documento39 páginasCatalogo Pavco 2012smallville4243100% (1)
- Catálogo Juntas de Expansión en GomaDocumento12 páginasCatálogo Juntas de Expansión en GomaCarlos Eugenio Lovera VelasquezAún no hay calificaciones
- Cuadro de Liquidacion Jose Gilberto CaviedesDocumento499 páginasCuadro de Liquidacion Jose Gilberto CaviedesEduar Alexander SalamancaAún no hay calificaciones
- Guia de Instalacion Tuberias Enterradas O-Tek PDFDocumento66 páginasGuia de Instalacion Tuberias Enterradas O-Tek PDFneoegoAún no hay calificaciones
- Api 574Documento176 páginasApi 574Ricardo Zambrana100% (1)
- Indicadores NivelesDocumento8 páginasIndicadores NivelesSergio KekoAún no hay calificaciones
- Dimension Amien ToDocumento22 páginasDimension Amien Toalterego_xyAún no hay calificaciones
- Especificaciones Técnicas de Tuberias HpdeDocumento39 páginasEspecificaciones Técnicas de Tuberias HpdeEdwin Ronald ChukeAún no hay calificaciones
- Garda, Maderas Bavaro, Pilotes Del CaribeDocumento24 páginasGarda, Maderas Bavaro, Pilotes Del Caribedarlvis colonAún no hay calificaciones
- Sesión 11 - Ductos de Ventilación PDFDocumento31 páginasSesión 11 - Ductos de Ventilación PDFLalo Apaza LeonAún no hay calificaciones
- Cómo Identificar Puertos y Conexiones para Fluidos 2Documento71 páginasCómo Identificar Puertos y Conexiones para Fluidos 2Jaime Amador100% (1)
- MTO AccesoriosDocumento4 páginasMTO AccesoriosmikadoAún no hay calificaciones
- Fortech CatalogoDocumento11 páginasFortech CatalogoNephtalyAún no hay calificaciones
- Extractos de Gaceta Oficial 4044Documento19 páginasExtractos de Gaceta Oficial 4044Luis M. AtayAún no hay calificaciones
- Manual de Reparacion de Contenedores Part2Documento60 páginasManual de Reparacion de Contenedores Part2Juan VeraAún no hay calificaciones
- Reglamento de Normas Tecnicas y de Seguridad de Exploracion y Explotacion de HidrocarburosDocumento15 páginasReglamento de Normas Tecnicas y de Seguridad de Exploracion y Explotacion de HidrocarburosJames CárdenasAún no hay calificaciones
- Cambiador de Tomas en CargaDocumento44 páginasCambiador de Tomas en CargaWalter SantiAún no hay calificaciones
- Valvula Mariposa EbroDocumento6 páginasValvula Mariposa EbroWILLIAM ROMEROAún no hay calificaciones
- Especificacion de Tuberia T1aDocumento1 páginaEspecificacion de Tuberia T1aRaymundo Maldonado Alvarez100% (1)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- UF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosDe EverandUF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosAún no hay calificaciones
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDe EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoCalificación: 4 de 5 estrellas4/5 (4)
- Casos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSDe EverandCasos de estudio de termodinámica: Solución mediante el uso de ASPENHYSYSCalificación: 4.5 de 5 estrellas4.5/5 (7)
- UF0009 - Mantenimiento, preparación y manejo de tractoresDe EverandUF0009 - Mantenimiento, preparación y manejo de tractoresAún no hay calificaciones
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- UF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselDe EverandUF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselCalificación: 3.5 de 5 estrellas3.5/5 (3)
- UF1026 - Caracterización de procesos e instalaciones frigoríficasDe EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasCalificación: 4 de 5 estrellas4/5 (1)
- Manual de combustibles alternativos y tecnología automotrizDe EverandManual de combustibles alternativos y tecnología automotrizCalificación: 5 de 5 estrellas5/5 (6)
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposDe EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposCalificación: 5 de 5 estrellas5/5 (1)
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDe EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraCalificación: 4 de 5 estrellas4/5 (2)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Diseño de vigas y muros en mamposteria reforzadaDe EverandDiseño de vigas y muros en mamposteria reforzadaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Mecánica para ingenieros: cinemática: Apuntes de preparación de clasesDe EverandMecánica para ingenieros: cinemática: Apuntes de preparación de clasesAún no hay calificaciones
- UF0902 - Caracterización de instalaciones de climatizaciónDe EverandUF0902 - Caracterización de instalaciones de climatizaciónCalificación: 5 de 5 estrellas5/5 (1)