También podría gustarte
- 'A Dangerous Game'.en - EsjDocumento15 páginas'A Dangerous Game'.en - EsjDavid47% (19)
- Prácticas No. 4 y 5 Creación de Una Lan Con SwitchesDocumento10 páginasPrácticas No. 4 y 5 Creación de Una Lan Con SwitchesJuan ManuelAún no hay calificaciones
- TyatatDocumento28 páginasTyatatAndersson Alexander Camargo LopezAún no hay calificaciones
- Macro Entorno de Global FiqueDocumento4 páginasMacro Entorno de Global FiqueRAFAELAún no hay calificaciones
- RESILIENCIADocumento15 páginasRESILIENCIARAFAELAún no hay calificaciones
- IntroducciónDocumento40 páginasIntroducciónZlatna GamezAún no hay calificaciones
- Plan de ClaseDocumento2 páginasPlan de ClaseZlatna GamezAún no hay calificaciones
- ,PUNTO C Anexo 1 - Tarea 3Documento14 páginas,PUNTO C Anexo 1 - Tarea 3Zlatna GamezAún no hay calificaciones
- 12.3 Evidencia 12.3 Informe Definiendo y Desarrollando Habilidades para Una Comunicacion Asertiva y EficazDocumento2 páginas12.3 Evidencia 12.3 Informe Definiendo y Desarrollando Habilidades para Una Comunicacion Asertiva y EficazZlatna Gamez0% (1)
- 12.1 Evidencia 12.1 Taller Generalidades de La Gestion Del Talento Humano y SubprocesosDocumento3 páginas12.1 Evidencia 12.1 Taller Generalidades de La Gestion Del Talento Humano y SubprocesosZlatna GamezAún no hay calificaciones
- 12.1 Evidencia 12.1 Taller Generalidades de La Gestion Del Talento Humano y SubprocesosDocumento3 páginas12.1 Evidencia 12.1 Taller Generalidades de La Gestion Del Talento Humano y SubprocesosZlatna GamezAún no hay calificaciones
- Silabos Inferencia Estadistica 2021BDocumento9 páginasSilabos Inferencia Estadistica 2021BGabriel medinaAún no hay calificaciones
- Microcurrículo Diplomado SIG y Modelos de Datos UEXTERNADODocumento5 páginasMicrocurrículo Diplomado SIG y Modelos de Datos UEXTERNADOmichell llano molinaAún no hay calificaciones
- Qué Es Un PLCDocumento13 páginasQué Es Un PLCJulian Zapata RestrepoAún no hay calificaciones
- Introducción BimDocumento45 páginasIntroducción BimNatalia AlvarezAún no hay calificaciones
- Formato Migrar PatrimonioDocumento873 páginasFormato Migrar PatrimonioMarinhoAún no hay calificaciones
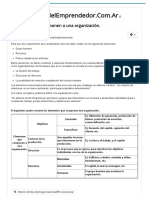
- Elementos Que Componen A Una OrganizaciónDocumento2 páginasElementos Que Componen A Una OrganizaciónMartin BlancoAún no hay calificaciones
- Herramientas para EdoDocumento22 páginasHerramientas para EdoJhonAlexanderEscobarSalcedoAún no hay calificaciones
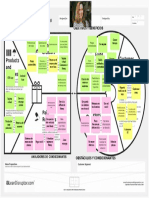
- U5 Value Proposition Canvas (Ejemplo 2)Documento1 páginaU5 Value Proposition Canvas (Ejemplo 2)Ari Ben100% (1)
- ABP Desarrollo de Proyectos - CompressedDocumento10 páginasABP Desarrollo de Proyectos - CompressedDraxler ZoroAún no hay calificaciones
- Ejercicio Maestria PDFDocumento3 páginasEjercicio Maestria PDFEnrique ManassevitzAún no hay calificaciones
- Sistemas Operativos - Tema 2Documento7 páginasSistemas Operativos - Tema 2HINDIRA CABEZAS ROJASAún no hay calificaciones
- NCR 7198Documento11 páginasNCR 7198Benjamín Melendez100% (1)
- T2 - Gerencia de Marketing - Pedrozo Calderón Jorge AugustoDocumento8 páginasT2 - Gerencia de Marketing - Pedrozo Calderón Jorge Augustojorge pedrozoAún no hay calificaciones
- 07 Manual Recargasell Venta de Tiempo Aire APP ANDROIDDocumento16 páginas07 Manual Recargasell Venta de Tiempo Aire APP ANDROIDLiga Municipal Tenancingo 2018Aún no hay calificaciones
- Memoria UpDocumento8 páginasMemoria UpMiluska Villarreal HernandezAún no hay calificaciones
- Confirmación Del Ticket de RedbusDocumento3 páginasConfirmación Del Ticket de RedbusRenzo Chavez BernuyAún no hay calificaciones
- Parcial 2Documento5 páginasParcial 2Jhonatan Avellaneda GutierrezAún no hay calificaciones
- TIP 130 - Ensayos FUJI para El Desarrollo de Juntas AjusaDocumento4 páginasTIP 130 - Ensayos FUJI para El Desarrollo de Juntas AjusaIsmael Grueso GarridoAún no hay calificaciones
- Tarea CalidadDocumento5 páginasTarea CalidadJuan Carlos Fajardo0% (1)
- Manual de ProgramaciónDocumento301 páginasManual de ProgramaciónCarlos Enrique Cordero Tejada100% (1)
- INSTRUCTIVO BEST PAY (LATAM) ActualDocumento15 páginasINSTRUCTIVO BEST PAY (LATAM) ActualByron SuntaxiAún no hay calificaciones
- Copia de FichaClienteFlota - v1.4Documento154 páginasCopia de FichaClienteFlota - v1.4Jeff RobertAún no hay calificaciones
- PC 000939Documento76 páginasPC 000939Jazmin Sanchez LaraAún no hay calificaciones
- Catalogo de Presentacion DHAYI SAC 2015 ADocumento32 páginasCatalogo de Presentacion DHAYI SAC 2015 ACarlos Cruz RojasAún no hay calificaciones
- FDS Documentacion - Proceso - NegocioDocumento13 páginasFDS Documentacion - Proceso - NegocioSebastian MartinezAún no hay calificaciones
- Desarrollo de Backend para Aplicacioìn WinkellDocumento34 páginasDesarrollo de Backend para Aplicacioìn WinkellAda5209Aún no hay calificaciones
- Informe - Enlace OpticoDocumento6 páginasInforme - Enlace Opticojose britoAún no hay calificaciones
- T2 Caso 0Documento13 páginasT2 Caso 0Nestor CAún no hay calificaciones