También podría gustarte
- Practica 1 Medicion de Longitud.Documento3 páginasPractica 1 Medicion de Longitud.Fabián Barzola NavarreteAún no hay calificaciones
- Revisión de DerivasDocumento2 páginasRevisión de DerivasFabián Barzola NavarreteAún no hay calificaciones
- Homeostasis y Ciclo de KrebsDocumento11 páginasHomeostasis y Ciclo de KrebsFabián Barzola Navarrete0% (1)
- Rio CongoDocumento2 páginasRio CongoFabián Barzola NavarreteAún no hay calificaciones
- Topografia de CarreterasDocumento30 páginasTopografia de CarreterasFabián Barzola NavarreteAún no hay calificaciones
- Procesos para Producir Formas RedondasDocumento18 páginasProcesos para Producir Formas RedondasDANIELAún no hay calificaciones
- Ex Fresa 6Documento3 páginasEx Fresa 6Zanthiiagoo ZPAún no hay calificaciones
- Manufactura U-1Documento49 páginasManufactura U-1Roberto Squertz LiveAún no hay calificaciones
- I-OP-MT-056 Instructivo para Manejo de Taladro de Banco IMPRESODocumento5 páginasI-OP-MT-056 Instructivo para Manejo de Taladro de Banco IMPRESODiego Frias100% (1)
- PRESENTACIONDocumento5 páginasPRESENTACIONSally Mayta LopezAún no hay calificaciones
- Calibrador Micrometro GoniometroDocumento3 páginasCalibrador Micrometro GoniometroMellizo MartínezAún no hay calificaciones
- Guía No. 2 - Instrumentos de Medición - Pie de ReyDocumento10 páginasGuía No. 2 - Instrumentos de Medición - Pie de ReyLopez Poveda100% (1)
- Problemas Torno, Fresa y TaladroDocumento3 páginasProblemas Torno, Fresa y TaladroLuis Alfonso Orduño0% (1)
- Operaciones Del Proceso de MaquinadoDocumento6 páginasOperaciones Del Proceso de MaquinadoCristobal GonzálezAún no hay calificaciones
- MANUFACTURA AVANZADA (Ventajas y Desventajas CNC)Documento13 páginasMANUFACTURA AVANZADA (Ventajas y Desventajas CNC)Jose Antonio Tapia AlmazanAún no hay calificaciones
- Usil Mi S02Documento60 páginasUsil Mi S02jnichomAún no hay calificaciones
- Informe Final ProcesosDocumento22 páginasInforme Final ProcesosRANDY ANTHONY FALCON SIERRAAún no hay calificaciones
- Calculo de Avances y RevolucionesDocumento27 páginasCalculo de Avances y RevolucionesLuis SampedroAún no hay calificaciones
- Unidad 1. Programación de Máquinas de Control Numérico Computarizado "CNC"Documento27 páginasUnidad 1. Programación de Máquinas de Control Numérico Computarizado "CNC"Julio de Jesús Aguirre GarcíaAún no hay calificaciones
- Braian Nicolas Sauco Cabrera - 571665 - 0Documento23 páginasBraian Nicolas Sauco Cabrera - 571665 - 0Juan BartoraAún no hay calificaciones
- Potencia de MecanizadoDocumento45 páginasPotencia de MecanizadoLucas GeneauAún no hay calificaciones
- Diagrama de Operaciones de Construccion Cilindro Hidraulico de Doble Efecto de ElevacionDocumento5 páginasDiagrama de Operaciones de Construccion Cilindro Hidraulico de Doble Efecto de ElevacionRuben PurcaAún no hay calificaciones
- Informe 7 - Torno CNCDocumento10 páginasInforme 7 - Torno CNCErnesto QuispeAún no hay calificaciones
- CNC, Torno, CMM, Erosionadora deDocumento33 páginasCNC, Torno, CMM, Erosionadora deluisepiphoneAún no hay calificaciones
- Curso Maestro Tornero - Tomo 22 PDFDocumento55 páginasCurso Maestro Tornero - Tomo 22 PDFVerónicaAún no hay calificaciones
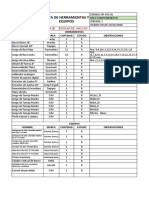
- Lista de Herramientas y MaquinariaDocumento20 páginasLista de Herramientas y MaquinariaHeber Huañapaco MamaniAún no hay calificaciones
- Cnc-Proyeccion SocialDocumento11 páginasCnc-Proyeccion SocialJ Cristopher GamarraAún no hay calificaciones
- Tr2 Mecanica de Banco y AjustesDocumento24 páginasTr2 Mecanica de Banco y AjustesLuis DazaAún no hay calificaciones
- Dispositivos de SujecionDocumento30 páginasDispositivos de SujeciongeorgenavgomezAún no hay calificaciones
- Practica Fresadora Dibujo IndustrialDocumento7 páginasPractica Fresadora Dibujo IndustrialYutzil JiménezAún no hay calificaciones
- Folleto Ajuste Mecánico y TaladradoDocumento24 páginasFolleto Ajuste Mecánico y TaladradoEdwin TeranAún no hay calificaciones
- Mecanizado - Ejercicio 14 Resuelto (Pasado Por Profesor)Documento2 páginasMecanizado - Ejercicio 14 Resuelto (Pasado Por Profesor)Gianfranco Di CostaAún no hay calificaciones
- Dop MetalmecanicaDocumento3 páginasDop MetalmecanicaYheremy José Alejandro Cajaleón Suárez100% (2)
- Ensayo ProcesosDocumento11 páginasEnsayo ProcesosMaria Alejandra AcevedoAún no hay calificaciones
- Temario Curso Mastercam 2021 CompletoDocumento8 páginasTemario Curso Mastercam 2021 CompletoGa Q Adan50% (2)
- Enfermera Jazzy, Patrón de Amigurumi a CrochetDe EverandEnfermera Jazzy, Patrón de Amigurumi a CrochetCalificación: 4 de 5 estrellas4/5 (4)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Sal de la Pobreza de una Put* vez: Educación financiera sin estupidecesDe EverandSal de la Pobreza de una Put* vez: Educación financiera sin estupidecesCalificación: 5 de 5 estrellas5/5 (2)
- Principios de macroeconomía: Un enfoque de sentido comúnDe EverandPrincipios de macroeconomía: Un enfoque de sentido comúnCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Fundamentos de microeconomíaDe EverandFundamentos de microeconomíaCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Muñecos al crochet: Amigurumis de El Arte de TejerDe EverandMuñecos al crochet: Amigurumis de El Arte de TejerCalificación: 4.5 de 5 estrellas4.5/5 (26)
- El análisis DAFO: Los secretos para fortalecer su negocioDe EverandEl análisis DAFO: Los secretos para fortalecer su negocioCalificación: 4 de 5 estrellas4/5 (18)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- ¿Por qué siempre faltan dólares?: Las causas estructurales de la restricción externa en la economía argentina del siglo XXIDe Everand¿Por qué siempre faltan dólares?: Las causas estructurales de la restricción externa en la economía argentina del siglo XXICalificación: 4 de 5 estrellas4/5 (2)
- El concepto de la estrategia del océano azul: Las claves del famoso método para superar a la competenciaDe EverandEl concepto de la estrategia del océano azul: Las claves del famoso método para superar a la competenciaCalificación: 4 de 5 estrellas4/5 (14)
- Gestión auxiliar de documentación económico-administrativa y comercial. ADGG0408De EverandGestión auxiliar de documentación económico-administrativa y comercial. ADGG0408Aún no hay calificaciones
- 100 circuitos de shields para arduino (español)De Everand100 circuitos de shields para arduino (español)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Si es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2De EverandSi es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2Calificación: 4 de 5 estrellas4/5 (13)