También podría gustarte
- Ut N°10 AkussDocumento5 páginasUt N°10 AkussAlex SalasAún no hay calificaciones
- Ut N°5 MJMDocumento5 páginasUt N°5 MJMAlex SalasAún no hay calificaciones
- Ut N°3 EecolDocumento3 páginasUt N°3 EecolAlex SalasAún no hay calificaciones
- Ut N°4 EecolDocumento4 páginasUt N°4 EecolAlex SalasAún no hay calificaciones
- Ut N°1 UsachDocumento3 páginasUt N°1 UsachAlex SalasAún no hay calificaciones
- Carta Gantt - Fabricación PanelesDocumento2 páginasCarta Gantt - Fabricación PanelesAlex SalasAún no hay calificaciones
- Carta Gantt - Estructura Carro TripperDocumento1 páginaCarta Gantt - Estructura Carro TripperAlex SalasAún no hay calificaciones
- OC 0516 - AM ControlDocumento5 páginasOC 0516 - AM ControlAlex SalasAún no hay calificaciones
- W345 - Programa TripperCar Rev ADocumento1 páginaW345 - Programa TripperCar Rev AAlex SalasAún no hay calificaciones
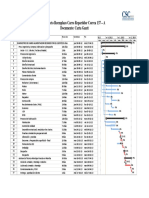
- Carta Gantt - Proyecto Reemplazo Carro Repartidor Correa 137 - V4Documento1 páginaCarta Gantt - Proyecto Reemplazo Carro Repartidor Correa 137 - V4Alex SalasAún no hay calificaciones
- Propuesta Técnica #XXXX - FORMATODocumento12 páginasPropuesta Técnica #XXXX - FORMATOAlex SalasAún no hay calificaciones
- Carta Gantt - Proyecto Reemplazo Carro Repartidor Correa 137 - V6Documento1 páginaCarta Gantt - Proyecto Reemplazo Carro Repartidor Correa 137 - V6Alex SalasAún no hay calificaciones
- W345 - Programa Seguimiento TripperCar Rev ADocumento1 páginaW345 - Programa Seguimiento TripperCar Rev AAlex SalasAún no hay calificaciones
- Listado Contactos Por Especialidad - RADocumento2 páginasListado Contactos Por Especialidad - RAAlex SalasAún no hay calificaciones
- Listado de Equipos Electricos e InstrumentosDocumento2 páginasListado de Equipos Electricos e InstrumentosAlex SalasAún no hay calificaciones
- Proserco: Proyectos Servicios ConstrucciónDocumento1 páginaProserco: Proyectos Servicios ConstrucciónAlex SalasAún no hay calificaciones
- Diagrama de Procesos AMControlDocumento1 páginaDiagrama de Procesos AMControlAlex SalasAún no hay calificaciones
- Primeros Auxilios Resumen Unidad 1Documento2 páginasPrimeros Auxilios Resumen Unidad 1Alex SalasAún no hay calificaciones
- Control AdoresDocumento22 páginasControl AdoresBarTru AlvAún no hay calificaciones
- Ensayo Probeta PUCP-Feb-2020 PDFDocumento7 páginasEnsayo Probeta PUCP-Feb-2020 PDFJOSE LUIS VELASQUEZ MORILLASAún no hay calificaciones
- Tabla de ConversionesDocumento13 páginasTabla de ConversionesGio ZnttaAún no hay calificaciones
- ACTIVIDAD 2 Realizar Estudios Del Origen OSI y TCP-IPDocumento6 páginasACTIVIDAD 2 Realizar Estudios Del Origen OSI y TCP-IPFranco LizcanoAún no hay calificaciones
- Manual de Implementacao Euro 3 Accelo Es PDFDocumento201 páginasManual de Implementacao Euro 3 Accelo Es PDFIvan Alex EscobarAún no hay calificaciones
- Cálculo de IncertidumbreDocumento9 páginasCálculo de IncertidumbreSayra Melissa TorresAún no hay calificaciones
- Laminas MedidasDocumento4 páginasLaminas MedidasRmao CIAún no hay calificaciones
- Animaciones en Imágenes Con CSSDocumento8 páginasAnimaciones en Imágenes Con CSSViviana Tito RodríguezAún no hay calificaciones
- Teclas Importantes para Los AtajosDocumento6 páginasTeclas Importantes para Los AtajosJuan Mauricio Palacios AnzolaAún no hay calificaciones
- Amortiguadores Gabriel. Un Caso de Mejora Continua.Documento13 páginasAmortiguadores Gabriel. Un Caso de Mejora Continua.Clara Milagros Rivera CarrilloAún no hay calificaciones
- GuiaB1 Instal Config Router01Documento36 páginasGuiaB1 Instal Config Router01unrealresidentAún no hay calificaciones
- Ficha Técnica - EX-BNS 303-12z-2187-3G - D 10,0M - 101209149 - Eclass 27272402 27-27-24-02Documento5 páginasFicha Técnica - EX-BNS 303-12z-2187-3G - D 10,0M - 101209149 - Eclass 27272402 27-27-24-02Adam GordonAún no hay calificaciones
- Manual de Procedimientos en Obra PDFDocumento22 páginasManual de Procedimientos en Obra PDFAlvaro Jaime MartínAún no hay calificaciones
- Pert CPMDocumento109 páginasPert CPMAntonyQuiquiaContreras100% (2)
- Temario Curso C#Documento6 páginasTemario Curso C#davidxf4Aún no hay calificaciones
- Cambium Portfolio 022102019Documento14 páginasCambium Portfolio 022102019David MejiaAún no hay calificaciones
- Central de TransitoDocumento17 páginasCentral de TransitoLucy Esther VillanuevaAún no hay calificaciones
- Configuracion de Una VLanDocumento3 páginasConfiguracion de Una VLanAlexandra OlallaAún no hay calificaciones
- Informe Proyecto Telefonia CelularDocumento21 páginasInforme Proyecto Telefonia CelularAcvd MiloAún no hay calificaciones
- Hoja 1 PDFDocumento2 páginasHoja 1 PDFdulzo35Aún no hay calificaciones
- NTC4640Documento10 páginasNTC4640Jose Yobany GarciaAún no hay calificaciones
- American ScrewDocumento3 páginasAmerican ScrewleonardofullenkampAún no hay calificaciones
- Manual Ataque Kalinux A Windows 10 Ginna EscobarDocumento13 páginasManual Ataque Kalinux A Windows 10 Ginna EscobarGinita Escobar GavilanAún no hay calificaciones
- Modbus TCP (Labview - s7-1200)Documento77 páginasModbus TCP (Labview - s7-1200)Luis Casimiro QuispeAún no hay calificaciones
- Guia Iso 72Documento21 páginasGuia Iso 72Jannes Fabricio SanchezAún no hay calificaciones
- Lizarraga Cajamuni Martin Gestion ConocimientoDocumento3 páginasLizarraga Cajamuni Martin Gestion ConocimientogeraldinAún no hay calificaciones
- Cerchas MetalicasDocumento5 páginasCerchas MetalicasgliddenAún no hay calificaciones
- Esquema Tipos de EvaluaciónDocumento1 páginaEsquema Tipos de EvaluaciónLaura MontielAún no hay calificaciones
- Vpcca37fl MKSP EsDocumento1 páginaVpcca37fl MKSP Esjose_alberto2Aún no hay calificaciones
- SCE TelefoniaDocumento9 páginasSCE TelefoniaDiogenesAún no hay calificaciones