También podría gustarte
- Formulario Minuta RogatoriaDocumento2 páginasFormulario Minuta Rogatorialucas perezAún no hay calificaciones
- Patrimonio Neto Proceso SecuencialDocumento1 páginaPatrimonio Neto Proceso Secuenciallucas perezAún no hay calificaciones
- Ley Proc Tributario y AdmDocumento5 páginasLey Proc Tributario y Admlucas perezAún no hay calificaciones
- Ley 19.549 Ley de Procedimiento Administrativo TítuloDocumento6 páginasLey 19.549 Ley de Procedimiento Administrativo TítulosjuridicosintegralesAún no hay calificaciones
- Conversion de EeccDocumento4 páginasConversion de Eeccsegura fernandaAún no hay calificaciones
- Cart A Organic A 2012Documento18 páginasCart A Organic A 2012Agustín MarréAún no hay calificaciones
- Ley N 11242 Jan 14 1924Documento2 páginasLey N 11242 Jan 14 1924lucas perezAún no hay calificaciones
- Actividad Pasivos - RiesgosDocumento1 páginaActividad Pasivos - Riesgoslucas perezAún no hay calificaciones
- 47 - Encontr+í La Salvedad EnunciadoDocumento3 páginas47 - Encontr+í La Salvedad EnunciadoJohanna BarrazaAún no hay calificaciones
- Ej N°7 - Arco Iris S.ADocumento2 páginasEj N°7 - Arco Iris S.Alucas perezAún no hay calificaciones
- Ej #9 - VPP - Bandera Idolatrada S.ADocumento1 páginaEj #9 - VPP - Bandera Idolatrada S.Alucas perezAún no hay calificaciones
- LOCALIZACIONDocumento8 páginasLOCALIZACIONlucas perezAún no hay calificaciones
- Enunciado Pasivos Rgo Iner-CtrolDocumento2 páginasEnunciado Pasivos Rgo Iner-Ctrollucas perezAún no hay calificaciones
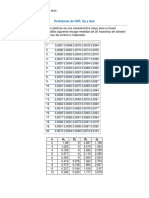
- Problemas de Cep CP y Cpk.Documento11 páginasProblemas de Cep CP y Cpk.lucas perezAún no hay calificaciones
- Procesos OPE 2015Documento57 páginasProcesos OPE 2015lucas perezAún no hay calificaciones
- Log 2015Documento51 páginasLog 2015lucas perezAún no hay calificaciones
- Informe 28 CecDocumento16 páginasInforme 28 Ceclucas perezAún no hay calificaciones
- Actividades AgrícolasDocumento9 páginasActividades Agrícolaslucas perezAún no hay calificaciones
- Tratamiento Contable Actividades de ConstrucciónDocumento12 páginasTratamiento Contable Actividades de Construcciónlucas perezAún no hay calificaciones
- Venta y Arrendamiento, Cuadro ResumenDocumento1 páginaVenta y Arrendamiento, Cuadro Resumenlucas perezAún no hay calificaciones
- Problemas PR Lineal 2013Documento4 páginasProblemas PR Lineal 2013lucas perezAún no hay calificaciones
- Tratamiento Contable Del FideicomisoDocumento9 páginasTratamiento Contable Del FideicomisoIsmanuel05Aún no hay calificaciones
- 19 Jornada de ContabilidadDocumento17 páginas19 Jornada de Contabilidadlucas perezAún no hay calificaciones
- Boletin Tecnico (Chile) 67Documento9 páginasBoletin Tecnico (Chile) 67lucas perezAún no hay calificaciones
- Instrumentos Derivados y Operaciones de CoberturaDocumento45 páginasInstrumentos Derivados y Operaciones de Coberturalucas perezAún no hay calificaciones
- Boletín Nº39Documento7 páginasBoletín Nº39Michel Osorio GonzalezAún no hay calificaciones
- Diaz, Mancini, Marcolini, Tapia - Algunas Reflexiones PDFDocumento12 páginasDiaz, Mancini, Marcolini, Tapia - Algunas Reflexiones PDFSergio FlorezAún no hay calificaciones
- Cuadro Resumen PDFDocumento2 páginasCuadro Resumen PDFlucas perezAún no hay calificaciones
- Instrumentos Derivados y Operaciones de CoberturaDocumento45 páginasInstrumentos Derivados y Operaciones de Coberturalucas perezAún no hay calificaciones
- Logistica Inter Parcial 2Documento14 páginasLogistica Inter Parcial 2jesusadrian081116Aún no hay calificaciones
- Dinámica 7 Factura y Packing ListDocumento6 páginasDinámica 7 Factura y Packing ListErick GibajaAún no hay calificaciones
- Gestión Cultural PDFDocumento13 páginasGestión Cultural PDFlupitaAún no hay calificaciones
- POLIESTILENODocumento7 páginasPOLIESTILENOPedro Noe CMAún no hay calificaciones
- Contrato de Obra No. 2124Documento32 páginasContrato de Obra No. 2124Leidy MogollonAún no hay calificaciones
- Arbol Del Problema-Placa Huella Pto Caicedo..Documento1 páginaArbol Del Problema-Placa Huella Pto Caicedo..Greg David Moron CastellanosAún no hay calificaciones
- Tesis T1Documento29 páginasTesis T1ana paredes lAún no hay calificaciones
- Hannah Arendt - Sobre La RevoluciónDocumento401 páginasHannah Arendt - Sobre La Revolucióncuerdoflojo100% (1)
- METRICAS DEL SOFTWARE - Ciclo de VidaDocumento38 páginasMETRICAS DEL SOFTWARE - Ciclo de VidaCamilo Colon CañizaresAún no hay calificaciones
- Tarea No.1.1 Datos de Microempresas de Honduras Jose Alejandro Caceres 997384Documento2 páginasTarea No.1.1 Datos de Microempresas de Honduras Jose Alejandro Caceres 997384AC TomAún no hay calificaciones
- Bases Del Concurso Tendencias PintucoDocumento13 páginasBases Del Concurso Tendencias PintucoRonal JerezAún no hay calificaciones
- Sistema Financiero PeruanoDocumento4 páginasSistema Financiero PeruanoJoel Walther Benavides FloresAún no hay calificaciones
- Trabajo Final T-MECDocumento11 páginasTrabajo Final T-MECJaimeManuelHernandezAntonio100% (2)
- Informe Escrito Ata6-Ev01Documento19 páginasInforme Escrito Ata6-Ev01ESTUPIÑAN GUERRERO ANDRES FELIPEAún no hay calificaciones
- Boleta PagoDocumento4 páginasBoleta PagoOyRdistribucionesAún no hay calificaciones
- TLC Peru SingapurDocumento14 páginasTLC Peru SingapurDeivid Silva Vald100% (1)
- Metodología Del ProyectoDocumento15 páginasMetodología Del ProyectoGuillermo Arturo Cardenas MerazAún no hay calificaciones
- Ejercicios de Residencia FiscalDocumento8 páginasEjercicios de Residencia FiscalEnnymeleck AlvarezAún no hay calificaciones
- Portafolio Suelacol PDFDocumento25 páginasPortafolio Suelacol PDFAna Milena Suarez EspinosaAún no hay calificaciones
- Obra. Obra HOTEL HILTON LIMA MIRAFLORES ELEGANCIA AL MÁS ALTO NIVELDocumento6 páginasObra. Obra HOTEL HILTON LIMA MIRAFLORES ELEGANCIA AL MÁS ALTO NIVELAnaisa Chuquicusma100% (1)
- Evaluación Regional Del Turismo en La LibertadDocumento20 páginasEvaluación Regional Del Turismo en La LibertadSophiaRiveraMonteroAún no hay calificaciones
- Tarea N°2 Ejercicios Tema El Estado Del Costo de ProduccionDocumento6 páginasTarea N°2 Ejercicios Tema El Estado Del Costo de ProduccionVelarmino MontalvoAún no hay calificaciones
- Formato Constitución SpA (Mulatti)Documento23 páginasFormato Constitución SpA (Mulatti)Nicole NavarroAún no hay calificaciones
- Roblas Castillo Robertomario TIM02 TareaDocumento5 páginasRoblas Castillo Robertomario TIM02 TareaRoberto RobAún no hay calificaciones
- Modulo 1Documento21 páginasModulo 1IA Jairo Rincon ArizaAún no hay calificaciones
- Estructura 1Documento21 páginasEstructura 1Raul FarfanAún no hay calificaciones
- Analisis Sentencia de Titulos Valores Jose SierraDocumento3 páginasAnalisis Sentencia de Titulos Valores Jose Sierrasilvia patricia casasbuenas Alvernia50% (2)
- Dialnet ImportanciaDeUnEstudioDeTiemposYMovimientos 8076979Documento6 páginasDialnet ImportanciaDeUnEstudioDeTiemposYMovimientos 8076979VALERIA CAMILA ROJAS MENDEZAún no hay calificaciones
- Modulo 2 Sergio CristanchoDocumento40 páginasModulo 2 Sergio CristanchoÓscar Calderón FraileAún no hay calificaciones
- EC-GLO-0015-FO CONVOCATORIA AL PROCESO DE LICITACIÓN (AGROAZUCAR) - LubricantesDocumento7 páginasEC-GLO-0015-FO CONVOCATORIA AL PROCESO DE LICITACIÓN (AGROAZUCAR) - LubricantesVictor ZhicayAún no hay calificaciones