Documentos de Académico
Documentos de Profesional
Documentos de Cultura
335962-Article Text-483446-1-10-20180328 PDF
335962-Article Text-483446-1-10-20180328 PDF
Cargado por
Andrea TorresTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
335962-Article Text-483446-1-10-20180328 PDF
335962-Article Text-483446-1-10-20180328 PDF
Cargado por
Andrea TorresCopyright:
Formatos disponibles
Caracterización del biodiesel obtenido del
aceite de Jatropha curcas L
P. A. Rodríguez Ramos*a, A. Hernández Milánb, E. A. Melo Espinosaa, L. M. Zumalacárregui de
Cárdenasc, O. Pérez Onesc, L. Pérez Ruízb y R. Piloto-Rodrígueza
Grupo Combustibles Alternativos, Facultad Ingeniería Mecánica, Universidad Tecnológica de La Habana “José
a
Antonio Echeverría”, Cujae. Ave. 114, No. 11901 e/ Ciclovía y Rotonda. Marianao, La Habana, Cuba. bCentro de
Investigaciones del Petróleo. cGrupo de Análisis de Procesos, Facultad de Ingeniería Química, Universidad Tecnológica
de La Habana “José Antonio Echeverría”, Cujae.
Characterization of biodiesel from Jatropha curcas L oil
Caracterització del biodièsel obtingut de l’oli de Jatropha curcas L
RECEIVED: 3 MAY 2017; REVISED: 9 AUGUST 2017; ACCEPTED: 13 AUGUST 2017
SUMMARY za hidróxido de sodio, o 6:1 si se utiliza metóxido de
sodio, se alcanzan conversiones superiores al 96%. El
In this paper, the characterization of the biodiesel biodiesel se probó en un motor diesel mono cilíndrico
obtained from Jatropha curcas L oil was carried out marca Petter, tipo vertical para verificar sus prestacio-
and its properties were compared with the specifica- nes, empleando biodiesel con combustible diesel; se
tions of the Brazilian standard. The best operation estableció el grado de afectación del motor al sustituir
conditions were determined for the transesterifica- completamente el combustible diesel por biodiesel del
tion reaction finding that at 60ºC, concentration aceite de Jatropha curcas L a torque fijo y se midió el
of catalyst 0.8 % wt., reaction time 30 minutes and consumo específico del combustible (401-507 g/kW·h)
methanol/oil molar rate 9:1, if sodium hydroxide is para un B100 (biodiesel al 100%) por el método gra-
used, or 6:1 if sodium methoxide is used, conversions vimétrico.
higher than 96 % are reached. Biodiesel was tested on
a single-cylinder diesel engine Petter, vertical type to Palabras claves: Biocombustible; biodiesel; Ja-
verify its performance when biodiesel or diesel fuels tropha curcas L; motores diesel.
were used. The degree of influence was established,
when diesel fuel was completely substituted by bio-
diesel from Jatropha curcas L oil, at fixed torque and RESUM
the fuel specific consumption (401-507 g/kW·h) by a
gravimetric method was measured for a B100 (100 % En el present treball es va realitzar la caracterització
biodiesel). del biodièsel obtingut a partir d’oli de Jatropha curcas
L i es van comparar les seves propietats químicofí-
Keywords: Biofuel; biodiesel; Jatropha curcas L; siques amb les especificacions de la norma brasilera.
diesel motors. Es van determinar les millors condicions d’operació
per a la realització de la reacció de transesterifica-
ció trobant que a 60ºC, concentració de catalitzador
RESUMEN 0,8% (màssic), temps de reacció 30 minuts i raó molar
metanol/oli 9: 1 si s’utilitza hidròxid de sodi, o 6: 1
En el presente trabajo se realizó la caracterización si s’utilitza metòxid de sodi, s’assoleixen conversions
del biodiesel obtenido a partir de aceite de Jatropha superiors al 96%. El biodièsel es va provar en un motor
curcas L y se compararon sus propiedades químico dièsel mono cilíndric marca Petter, tipus vertical per
físicas con las especificaciones de la norma brasile- verificar les seves prestacions, emprant biodièsel amb
ña. Se determinaron las mejores condiciones de ope- combustible dièsel; es va establir el grau d’afectació
ración para la realización de la reacción de transes-
terificación encontrando que a 60ºC, concentración
de catalizador 0,8% (másico), tiempo de reacción 30 *Corresponding autor: parr@ceim.cujae.edu.cu
minutos y razón molar metanol/aceite 9:1 si se utili-
JANUARY - MARCH 2018 | 45
del motor en substituir completament el combustible de ácidos grasos libres, hay riesgo de contaminación
dièsel per biodièsel de l’oli de Jatropha curcas L a tor- del producto por el catalizador, así como la imposibili-
que fix i es va mesurar el consum específic de com- dad de su reutilización. Por estas consideraciones este
bustible (401-507 g/ kW·h) per a un B100 (biodièsel al proceso aún está lejos de estar optimizado.
100%) pel mètode gravimètric. Jatropha curcas L comúnmente llamado Piñón de
botija, es una planta oleaginosa, con gran facilidad de
Paraules clau: Biocombustible; biodièsel; Jatropha siembra, cultivo, mantenimiento y cosecha, tiene al-
curcas L; motors dièsel. tos rendimientos, no es atacada por insectos, ni daña-
da por el ganado y no es comestible. Es una variedad
permanente, favorecida por sus condiciones geográfi-
1. INTRODUCCIÓN cas y climáticas.10
Por este motivo en este trabajo se caracterizó el bio-
Los combustibles fósiles son cada vez más difícil de diesel obtenido a partir de aceite de Jatropha curcas
adquirir, desde el punto de vista tecnológico, además L, de acuerdo a especificaciones internacionales y
de que causan daños irreversibles al medioambiente. pruebas en motor diésel, para las mejores condiciones
La búsqueda de fuentes alternativas a los combusti- de la reacción de transesterificación en el intervalo
bles fósiles ha dado lugar a los estudios de biocombus- estudiado.
tibles, productos obtenidos, principalmente a partir
de materia prima vegetal, como la soja, la colza o el
maíz. El interés medioambiental de la biomasa reside 2. MATERIALES Y MÉTODOS
en que siempre se obtenga de una forma renovable y
sostenible1. Se determinaron las mejores condiciones para la
La producción y explotación de biocombustibles reacción de transesterificación del aceite de Jatropha
como una alternativa energética para la sustitución curcas L utilizando catalizadores homogéneos. Se
paulatina y el alargamiento del tiempo de vida de los verificó la influencia del tipo y concentración de ca-
combustibles fósiles tradicionales, es hoy, un tema de talizador, del tiempo de reacción y de la cantidad de
primer orden en el desarrollo tecnológico. La produc- metanol a utilizar sobre el rendimiento y la concen-
ción de biocombustibles puede generar contradiccio- tración de los productos finales (biodiesel y glicerina),
nes asociadas a la crisis alimentaria, si no se maneja utilizando herramientas de diseño de experimentos.
adecuadamente.
En Cuba, la matriz energética se sustenta funda- 2.1 Caracterización de las materias primas y
mentalmente en el consumo e importación de com- productos
bustibles fósiles 2,3. El uso se extiende a casi todos los El Centro de Aplicaciones Tecnológicas para el
sectores de la industria cubana, desde la generación Desarrollo Sostenible (CATEDES) de Cuba donó las
de electricidad hasta el transporte 4. En este contexto, muestras de aceite de Jatropha curcas L usadas en la
el uso e integración armónica de las energías renova- producción del biodiesel. El combustible diesel regu-
ble pueden contribuir a disminuir y descentralizar la lar se donó por la refinería Ñico López y cumple con
dependencia energética sobre los combustibles fósiles las especificaciones de calidad establecidas. El meta-
y los problemas medioambientales 5, 6,7. nol utilizado tiene pureza de 99,9%. Se usaron como
Los aceites vegetales representan una materia prima catalizadores el hidróxido de potasio y sodio en for-
prometedora para la producción de biocombustibles, ma de metóxido; seleccionados teniendo en cuenta su
sobre todo aplicados a motores diesel, debido funda- relación efectividad/costo y se suministraron por la
mentalmente a que son biodegradables y se obtienen compañía CBMM S.A.
a partir de materia primas renovables las cuales se Los ensayos para la caracterización del aceite de Ja-
encuentran distribuidas a nivel global. Para obtener tropha curcas L y del biodiesel se realizaron siguiendo
un biocombustible a partir de aceites vegetales es ne- las normas internacionales aprobadas para ello. En las
cesario modificar algunas de sus propiedades físico- tablas de resultados se presenta la norma correspon-
químicas (por ejemplo viscosidad, contenido de áci- diente a cada ensayo realizado.
dos grasos libres, fosfolípidos, esteroles, agua, entre
otras)8. Con la transesterificación se logra obtener un 2.2 Proceso básico de obtención del biodiesel
biocombustible, llamado biodiesel, cuyas propiedades de Jatropha curcas L
físico-químicas están estandarizadas (por ejemplo, La esterificación es el proceso por el cual se sintetiza
ASTM D6751, EN 14214, entre otras) y se comparan un éster. El éster es un compuesto derivado de la reac-
con las del combustible diesel 9. ción química entre un ácido carboxílico y un alcohol.
La catálisis básica homogénea es, actualmente, el En este caso, se realiza entre los ácidos grasos libres
proceso más utilizado para la producción de biocom- presentes en el aceite de Jatropha curcas L y el me-
bustibles, con la generación de biodiesel (ésteres de tanol, tal y como se describe en el siguiente epígrafe.
ácidos grasos) y glicerina a partir de aceite vegetal o Los ácidos carboxílicos reaccionan con los alcoholes
grasas animales (triglicéridos). Algunas desventajas en presencia de catalizadores de la reacción, los cuales
están presentes en este proceso, tales como: las eta- por lo general son un ácido fuerte, con la finalidad de
pas de separación y purificación de la glicerina son las formar un éster a través de la eliminación de una mo-
de mayor costo, el aceite debe poseer bajo contenido lécula de H2O, pero también se emplean catalizadores
46 | AFINIDAD LXXV, 581
básicos. Para este trabajo se realiza la etapa previa de
esterificación del aceite con una relación molar meta- Tabla 1. Niveles de las variables del diseño experimental
nol/aceite 5:1, a 60ºC y utilizando 0,1% de KOH como
catalizador. Una vez reducido el contenido de ácidos Variables independientes Nivel Bajo Nivel Alto
grasos libres en el aceite vegetal es que se procede a la Tiempo (min) X1 30 60
etapa de transesterificación.
Concentración de catalizador (% másico) 0,4 0,8
La transesterificación consiste en una secuencia de X2
tres reacciones reversibles consecutivas en la que se Razón molar metanol/aceite X3 6 9
esterifica cada uno de los ácidos grasos unidos al gli- 2.5.1 Variables respuesta analizadas en la producción de biodi
cerol y que su conversión se garantiza con un exceso 2.5.1Variables
2.5.1 Variables
2.5.1 Variables
respuestarespuesta analizadas
analizadas
respuesta en la
analizadas enla
en laproducción
pro-producciónde debb
de metanol para desplazar el equilibrio a la formación ducción de biodiesel
Para la selección de las mejores condiciones de operación se anali
de los productos. Entre los catalizadores más usados Paralalaselección
Para la selección
Para selección delas
lasmejores
de las mejores
de mejores condiciones
condiciones de ope-
condiciones deoperación
de operaciónse
sea
se encuentran los álcalis (hidróxido de sodio, hidróxi- raciónsiguientes
se analizóvariables
el comportamiento de las siguientes
respuesta: Rendimiento (mínimo 92%); Visco
do de potasio, alcóxido de sodio y potasio, etc.). En siguientesvariables
variables siguientes
respuesta: variables respuesta:
respuesta:
Rendimiento Rendimiento
Rendimiento
(mínimo (mínimo92%);
(mínimo
92%); Vis- 92%);VV
esta investigación fue seleccionada la catálisis básica cosidad; Contenido
Glicerina de ésteres;
total (máximo Glicerina
0,38%); total
Acidez (máxi-1%) y Conversi
(máximo
aplicando dos diseños factoriales independientes tal mo 0,38%); Glicerina
Glicerina total(máximo
Acidez total (máximo
(máximo y0,38%);
1%) 0,38%); Acidez(Xa).
Acidez
Conversión (máximo1%)
(máximo 1%)yyConv
Con
como se describe en 2.4 y 2.5, donde se variaron el ParaPara la cuantificación
la cuantificación de estos
de estos parámetrosseseaplica-
parámetros aplicaron las ecuacio
Paralalacuantificación
Para cuantificacióndedeestos
estosparámetros
parámetrosse seaplicaron
aplicaronlas
lasecu
ecu
tiempo de reacción, la concentración del catalizador y ron las ecuaciones (1)-(3):
*+,+ -. é,/.0
la relación molar, manteniendo fijas la temperatura en É!"#$#! "&"'(#! ) *+,+ -. 123-2.,.4
*+,+ -. é,/.0
É!"#$#! "&"'(#! ) *+,+ -. 123-2.,.4
*+,+ -. é,/.0
60°C y presión atmosférica. É!"#$#! "&"'(#! )
*+,+ -. 123-2.,.4
(1)
Las masa de ésteres se determinó por la masa atómica de los res
2.3 Etapa de pre-esterificación Las masaLasdemasa
Las ésteresdese
masa de determinó
ésteres
ésteres por la masa
se determinó
se determinó atómi-
por lala
por masa atómica
masa atómica dede los
los
La pre-esterificación consistió en dos etapas de es- ca de los residuos de ácidos grasos y los grupos hidro-
grupos hidroxilo que se adicionan como resultado de la reacción d
terificación a partir de 300 g de aceite con adición de xilo que segrupos hidroxilo
adicionan
grupos como
hidroxilo queresultado
que seadicionan
se adicionan como
de como resultadode
la reacción
resultado delalareacci
reacc
metanol a razón molar metanol/aceite 5: 1 y cataliza- de transesterificación a partir de los resultados
de los resultados del ensayo cromatográfico. del
dor. Se realizaron en un vaso de precipitado con agita- delos
losresultados
resultadosdel
ensayo cromatográfico.
de delensayo
ensayocromatográfico.
cromatográfico.
ción a temperatura de reflujo del metanol. Se trabajó a *+,+ -. 123-2.,.4
5#67898#6"& ) *+,+ -. 123-2.,.4
0,1 MPa, 60ºC y 500 rpm. En la etapa 1 se utilizó 0,1% *+,+ -. +:.2/.
5#67898#6"& )
5#67898#6"& )
*+,+ -. 123-2.,.4
*+,+ -. +:.2/.
(2)
*+,+ -. +:.2/.
de KOH como catalizador. En la etapa 2 no se utilizó
?@A42:.02B+ /3/+4
catalizador. Entre la etapa 1 y 2 la muestra se secó a ;&6<#$!8ó6 >' ) ×100 (3)
?@A42:.02B+ /3/+4
;&6<#$!8ó6 >'
;&6<#$!8ó6 >' ) A*/
) ?@A42:.02B+ /3/+4 ×100
×100
130ºC. Al finalizar la etapa 2 el aceite esterificado se A*/
A*/
lavó y secó a 130ºC. Donde gmtgmt
Donde es elesporcentaje
el porcentaje deldelradical
radical glicerina
glicerinaenen la molécula
la molécula Donde gmt es es elel porcentaje
de triglicérido;
Donde gmt porcentaje
se considera del radical
del radical glicerina
aproximada-glicerina en en lala moléc
moléc
2.4 Reacción de transesterificación menteaproximadamente
10,5%. 10,5%.
Los experimentos se realizaron en un reactor tipo aproximadamente10,5%.
aproximadamente 10,5%.
autoclave PARR 4842 (Parr Instrument Inc.), de acero 2.6 Prueba
2.6 Pruebaen motores
en motoresdiesel diesel
inoxidable, volumen útil de 300 mL, presión máxima Las pruebas2.6Prueba
2.6 Prueba enmotores
en
en el motor motores diesel
diesel
se desarrollaron en condi-
de trabajo 68 MPa, con agitación y manta externa cionesLasestables de carga. Se evaluó
pruebas en el motor se desarrollaron el consumo en espe-
condiciones estab
Las pruebas
Las pruebas en en elel motor
motor se se desarrollaron
desarrollaron en en condiciones
condiciones e
para calentamiento. Se controló la temperatura y la cífico de combustible, así como la temperatura de los
presión. consumo
gases de escapeespecífico
utilizando deun combustible,
termopar tipo así como
K conec-la temperatura de lo
consumoespecífico
específicode decombustible,
combustible,así así comolalatemperatura
temperaturad
La agitación fue constante e igual a 500 rpm. En cada tado a unconsumo
panel de control ubicado en la sala decomo prue-
experimento se utilizaron 100 g de aceite esterificado bas. Elun termopar
motor usado
un termopar
tipo
termopar
K conectado
tiene
tipoun cilindro a un
0,659 panel
unL,
de control
con una ubicado en
y una cantidad de metanol que variaba de acuerdo con un
razón de compresión tipo
16,5:1 KKyconectado
conectado
usa agua como aa un panel
panel
medio
de control
dede
control ubicado
ubicado
la razón molar metanol/aceite y la cantidad de cata- usado tiene un cilindro 0,659 L, con una razón de compresión 16
enfriamiento.usado tiene
usado tiene unun cilindro
cilindro 0,659 L, L, con una una razón
razón de de compresió
lizador correspondiente. Las variables independien- El comportamiento del torque0,659 efectivocon (Te, N·m) y compresión
tes fueron tiempo de reacción de transesterificación, de enfriamiento.
la frecuencia de rotación del motor (n, rpm) se regis-
deenfriamiento.
de enfriamiento.
concentración de catalizador y razón molar metanol/ traron directamente del panel de control ubicado en
aceite. la salaEldecomportamiento
pruebas. El consumo
El comportamiento
comportamiento
del torque efectivo
delespecífico
torque efectivo de(Te,
efectivo
N·m) y la frecuenc
combus-
(Te, N·m)
N·m) yy lala frecu
frecu
El del torque (Te,
Al finalizar cada reacción, el producto se lavó una tible (CEC, g/kW·h) se determinó a partir del gasto de
rpm) se registraron directamente del panel de control ubicado
vez con solución de ácido cítrico al 0,015%, para neu- horario combustible
rpm) se
rpm) (Gh, kg/h),
se registraron
registraron para lo cual
directamente
directamente se panel
del
del utilizó
panel de de control
control ubicubi
tralizar el catalizador básico, y posteriormente con balanza digital Mettler-Toledo GmbH IND425 con
consumo específico de combustible (CEC, g/kW·h) se determinó
agua a 45ºC cuatro veces. Posteriormente se realizó el una precisiónconsumo
de 0,01
consumo específico decombustible
g y las ecuaciones
específico de combustible (4)-(6)
(CEC,
(CEC, g/kW·h)
queg/kW·h)
se sedeterm
se determ
secado a 130ºC, para eliminar el metanol y el agua y muestran a continuación
combustible (Gh, kg/h),
11
: para lo cual se utilizó balanza digital Me
finalmente se pasó un flujo de nitrógeno. combustible
combustible𝑁𝑁𝑁𝑁 = (Gh, Jkg/h),
𝑛𝑛J kg/h),
(Gh, J∙
NO para
para lo
NO lo cual
cual sese utilizó
utilizó balanza
balanza digital
digita
𝑁𝑁𝑁𝑁 = 𝑛𝑛
𝑁𝑁𝑁𝑁 = 𝑛𝑛de 0,01
KL ∙NO PLLL
∙KL gPLLL (4)
con una precisión KL y las ecuaciones (4)-(6) que se muestra
2.5 Diseño de experimentos conuna
con unaprecisión
precisión dePLLL
de
V 0,01 g y las ecuaciones (4)-(6) que se mu
W0,01 g y las ecuaciones (4)-(6) que se mue
𝐺𝐺ℎ = 3,6 V
Para estudiar el efecto conjunto del tiempo de reac- 𝐺𝐺ℎ𝐺𝐺ℎ = 3,6
= 3,6
VWXW W (5)
X
ción, concentración de catalizador y razón molar me- XW W
tanol/aceite sobre las variables de respuesta se utilizó
PLLL∙[\ 7
CEC = PLLL∙[\ (6)
77
CEC CEC = = ]O
PLLL∙[\ ]O
un diseño de experimentos factorial, 23 con tres pun- ]O
tos centrales. Los niveles de las variables se muestran Donde: Ne: potencia Donde: efectiva.
Ne: potenciakW; mefectiva.
c
: masa de kW;com-mc: masa de comb
en la Tabla 1. Donde:
bustible, kg; y t: Donde:
tiempo, Ne:h.Ne: potencia
potencia efectiva.
efectiva. kW; kW;mc:mmasa
c: masade de com
combus
3. RESULTADOS Y DISCUSIÓN
3. RESULTADOS
3. RESULTADOS Y DISCUSIÓN
Y DISCUSIÓN
3.1 Caracterización
JANUARY - MARCH del aceite 2018de| Jatropha
47 curcas L
3.13.1 Caracterización
Caracterización deldel aceite
aceite de de Jatropha
Jatropha curcas
curcas Lu
En la Tabla 2 se observa que el aceite de Jatropha c
Tabla 2. Propiedades físico-químicas del aceite de
3. RESULTADOS Y DISCUSIÓN Jatropha curcas L
Propiedades f ísico-químicas Norma Aceite J. curcas
3.1 Caracterización del aceite de Jatropha cur- Ácidos grasos libres (mg
ASTMD- 664 1,63
cas L utilizado KOH/g)
En la Tabla 2 se observa que el aceite de Jatropha Densidad a 20 C (kg/m )
0 3
ASTMD- 1298 914,9
curcas L está constituido principalmente de triglicéri- Índice de refracción a 25ºC ASTMD- 1218 1,4670
dos con radicales de ácidos oleico, linoleico y palmíti-
Índice de saponificación ASTMD- 94 165,0
co, y presenta una acidez relativamente baja, superior
a la recomendada para la transesterificación básica Índice de iodo EN 14111 95,0
que es de 1 mg KOH/g12. La alta acidez provoca que Insaponificables, % ASTMD- 1065 1,00
la reacción de saponificación se favorezca y durante Índice de peróxido ISO 3960 9,98
el proceso se formen emulsiones y jabones, disminu-
Punto de solidificación, ºC D-97 <- 10,0
yendo el rendimiento de la reacción y tornando más
lentas las etapas de separación, recuperación y purifi- Color ASTM ASTMD- 1500 1,00
cación de los productos. Por tal motivo se realizó un Cenizas % ABNT NBR 9842 <- 0,1
pre-tratamiento al aceite para reducir la acidez. Para Poder calórico superior, kJ/kg 41,2
este pre-tratamiento, se trató el aceite con una diso-
Viscosidad a 40 ºC (mm2/s) ASTMD- 445 31,5
lución de hidróxido de sodio, calentando la muestra y
Composición en radicales grasos EN 14103
agitando cuidadosamente de manera que no se emul-
sione y se separó por métodos mecánicos el jabonci- C16:0 Ácido palmítico 16,01
llo que se produce debido a la reacción secundaria de C18:0 Ácido esteárico 6,9
saponificación. C18:1 Ácido oleico 40,1
C18:2 Ácido linoleico 35,4
3.2 Caracterización del biodiesel obtenido
El biodiesel obtenido a partir de aceite de Jatropha C18:3 Ácido linolénico 0,3
curcas L cumple con las especificaciones de calidad
establecidas por la Agencia Nacional de Petróleo, se alcanzan las especificaciones para el contenido de
Gas Natural y Biocombustibles (Resolución ANP No. glicerina que se presentan en la Tabla 4 (máx. 0,38%)
42/2004)13 (Tabla 3). Esta es la norma de Brasil que con excepción del experimento 7, aunque con un valor
Cuba utiliza provisionalmente hasta que se tenga una muy cerca del máximo permisible. Mientras, al utilizar
norma cubana. métoxido de sodio, es mayor el número de condiciones
experimentales que cumplen la especificación (3, 7, 8, 9,
3.4 Resultados de los experimentos en la eta- 10, 11) encontrando los menores valores para las condi-
pa de transesterificación ciones en que las variables se encuentran en sus puntos
Para todos los experimentos el tiempo de decanta- medios. Este resultado constata lo ya conocido, que la
ción de la fase rica en glicerina en la etapa de decan- presencia de glicerina en el biodiesel es perniciosa para
tación fue de 24 horas. Las Tablas 4 y 5 muestran el el motor. Este resultado se corresponde con lo plantea-
resultado de las variables respuesta para cada una de do por Demirbas 14 que declara que los metóxidos son
las condiciones experimentales estudiadas. De ellas se más eficaces que los hidróxidos correspondientes, pero
puede observar que al utilizar hidróxido de potasio no son un poco más caros.
Tabla 3. Especificaciones de biodiesel
Propiedades Norma Especificaciones Biodiesel
Rendimiento de la reacción mín. (%) 92 99,38
Densidad a 20ºC (kg/m3) ASTM D- 1298 860-900 897
Agua y sedimento, máx. (%v/v) ASTM D- 2709 0,05 0,0001
Punto de inflamación, mín. (ºC) ASTM D- 93 100,00 189
Residuo de carbono, (micro) (% m/m) ASTM D4530-11 0,1 0,01
Cenizas sulfatadas máx. (% m/m) ASTM D- 874 0,02 0,014
Azufre total máx. (% m/m) ASTM D- 5453 0,05 0,01
Sodio +potasio máx. mg/kg EN 14108 10,00 1,2
Corrosividad al cobre, 3 h a 50 ºC, máx. ASTM D-130 1,00 1,00
Número de ácido (mg KOH/g) ASTM D974-12 0,8 0,25
Glicerina total, máx. (% m/m) EN 14105 0,38 0,1657
Mono glicéridos, máx. (% m/m) EN 14105 1,00 0,53
Diglicéridos, máx. (% m/m) EN 14105 0,25 0,1710
Triglicéridos, máx. (% m/m) EN 14105 0,25 0,0020
Estabilidad a la oxidación a 110 ºC, mín. (h) ASTM 2274 6,00 6,25
48 | AFINIDAD LXXV, 581
Tabla 4. Transesterificación del aceite de Jatropha curcas L. con metanol, utilizando hidróxido de potasio como catalizador
Glicerina total
No. X1 X2 X3 Rendimiento (%) Acidez (%) Ésteres (%) Xa Viscosidad a 40ºC (mm2/s)
(%)
1 -1 -1 -1 95,80 0,15 87,05 1,37 86,95 5,4847
2 +1 -1 -1 92,32 0,20 85,46 1,63 84,48 5,4418
3 -1 +1 -1 91,86 0,10 97,62 0,69 93,43 4,7367
4 +1 +1 -1 99,80 0,10 96,08 0,82 92,19 4,6749
5 -1 -1 +1 90,50 0,20 88,71 1,13 89,24 5,0015
6 +1 -1 +1 94,84 0,15 95,33 0,90 91,43 4,8574
7 -1 +1 +1 95,40 0,20 99,19 0,37 96,48 4,5761
8 +1 +1 +1 94,28 0,10 88,44 0,62 94,10 4,6394
9 0 0 0 97,86 0,10 91,47 0,68 93,52 4,8242
10 0 0 0 97,51 0,15 90,05 0,68 93,52 4,8606
11 0 0 0 97,10 0,10 91,88 0,67 93,62 4,8021
Tabla 5. Transesterificación de aceite de Jatropha curcas L. con metanol, utilizando metóxido de sodio como catalizador
Glicerina total Viscosidad a 40ºC
No. X1 X2 X3 Rendimiento (%) Acidez (%) Ésteres (%) Xa
(%) (mm2/s)
1 -1 -1 -1 96,77 0,18 91,96 0,95 90,95 4,8037
2 +1 -1 -1 94,26 0,20 98,04 0,67 93,62 4,6756
3 -1 +1 -1 93,72 0,20 99,05 0,35 96,67 3,9654
4 +1 +1 -1 99,91 0,20 98,40 0,60 94,29 4,1180
5 -1 -1 +1 92,67 0,20 98,59 0,45 95,71 4,5738
6 +1 -1 +1 96,93 0,20 98,88 0,99 90,57 4,7005
7 -1 +1 +1 97,34 0,20 99,32 0,28 97,33 4,0721
8 +1 +1 +1 96,39 0,10 99,18 0,30 97,14 4,1509
9 0 0 0 98,68 0,20 98,21 0,25 97,62 4,1212
10 0 0 0 98,12 0,20 98,71 0,23 97,81 4,2518
11 0 0 0 98,13 0,20 98,88 0,26 97,52 4,0986
Por otra parte, si se comparan los valores de visco- De la interpretación de estos modelos se puede con-
sidad cinemática para ambos catalizadores se aprecia cluir que en el intervalo estudiado, la variable tiempo
que para el de catalizador metóxido de sodio, es me- de reacción (X1) no es significativa. De igual forma la
nor, siendo la diferencia estadísticamente significativa variable que más influencia tiene en las propiedades
para 95% de confianza. El valor de viscosidad cinemá- evaluadas es la concentración de catalizador (X2). La
tica no aparece como una especificación. influencia de la variable razón molar metanol/aceite
Utilizando el programa Statgraphics Centurion XV (X3) solamente es significativa para el proceso en que
se realizó el análisis de superficie de respuesta corres- se utiliza el hidróxido de potasio como catalizador.
pondiente al diseño de experimentos de las Tablas 4 y A partir de estos modelos se realizó la optimización
5. En la Tabla 6 se presentan los modelos obtenidos en múltiple para encontrar las condiciones de experi-
función de las variables significativas, para un 95% de mentación con las que se obtiene un mayor valor de
confianza. Para las variables rendimiento (%), ésteres la función “deseabilidad”, criterio utilizado por el pro-
(%) y acidez (%) no se encontró dependencia estadísti- grama Statgraphics Centurion XV. En la Tabla 7 se
camente significativa con las variables independientes presentan las condiciones óptimas sugeridas.
X1, X2 y X3 en el intervalo estudiado.
Tabla 7. Selección de las mejores condiciones experimen-
Tabla 6. Modelos para correlacionar las variables de tales
respuesta y las variables independientes Hidróxido de Metóxido de
Condiciones
Error medio potasio sodio
Variable respuesta Modelo
absoluto X1 -1 -1
Catalizador hidróxido de potasio X2 1 1
Conversión % 91,72 + 6,025 X2 + 3,55 X3 1,257 X3 1 -1
Glicerina total % 0,8691 - 0,6325 X2 - 0,3725 X3 0,1322 Viscosidad cinemática (mm2/s) 4,581 4,0
Viscosidad cinemática 4,9 - 0,5397 X2 - 0,3163 X3 + Xa 96,51 97,21
0,04875
(mm2/s) 0,2177 X2*X3 Glicerina total (%) 0,37 0,29
Catalizador metóxido de sodio
Conversión % 95,38 + 3,645 X2 1,659
Glicerina total % 0,4845 - 0,3825 X2 0,1743
Freedman y colaboradores 15 estudiaron el efecto de
Viscosidad cinemática
la relación molar (variando de 1:1 hasta 6:1) en la con-
4,321 - 0,612 X2 0,1081 versión del éster con aceites vegetales. Los aceites de
(mm2/s)
soya, girasol y algodón presentaron comportamientos
similares y obtuvieron altas conversiones (93-98%)
JANUARY - MARCH 2018 | 49
con una relación molar de 6:1. La transesterificación Tabla 8. Consumo específico de combustible
de aceite de algodón con metanol, fue estudiada por
Nezihe, manteniendo la relación molar alcohol/aceite n Ne Combustible diesel Biodiesel Jatropha
en 6:1 y encontró que a 60°C y 1,5% de catalizador, la (rpm) (kW) curcas L
producción de biodiesel fue máxima con un valor de Gh CEC Gh CEC
(kg/h) (g/kW·h) (kg/h) (g/kW·h)
92,7% 12. Antolín y colaboradores16 presentan 9:1 como 1300 2,72 0,96 353 1,38 507
relación molar alcohol/aceite óptima para la transes- 1500 3,14 0,90 287 1,26 401
terificación metílica de aceite de girasol. Utilizaron 1700 3,56 1,14 320 1,5 422
temperaturas de 60°C y 70°C. Para la producción de
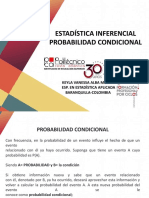
biodiesel a partir de aceite de maní, una proporción En la Figura 1 se puede apreciar que se obtuvo una
molar inicial etanol/aceite de 6:1 se consideró la más menor temperatura en los gases de escape al utilizar
adecuada. Por consiguiente los resultados alcanzados el biodiesel puro dado el menor poder calórico unido
no se contradicen con los reportados por otros. al tiempo de retardo de la ignición. La temperatura
En relación con el uso del metóxido de sodio como máxima de las emisiones de gases de escape fue 462°C
catalizador, las grandes plantas en Europa y EE.UU lo cuando se utilizó el biodiesel de Jatropha curcas L.,
usan para producir el biodiesel por transesterificación mientras para el diesel fue 549°C.
metílica del aceite de girasol usando NaOH como ca-
talizador encontrando determinante la concentración 600
549
de 1,3% (másico) respecto a la masa inicial de aceite ºC
500
diesel
484 biodiesel
para las temperaturas entre 20-50ºC. La optimización 454 445 462
de la metanólisis del aceite de girasol en términos de 400 401
cantidad de catalizador, también fue estudiada por 300
Antolín y colaboradores16 usando el hidróxido de po- 1200 1400 1600 1800 rpm
tasio. Las mejores conversiones se obtuvieron con una
Figura 1. Temperaturas de los gases de escape
proporción 0,28% (másico) respecto a la masa inicial Figura 1. Temperaturas de los gases de escape
de aceite.
Martínez y colaboradores17 optimizaron la pro-
4. CONCLUSIONES
ducción de biodiesel a partir de aceite de girasol por 4. CONCLUSIONES
transesterificación usando Na2O soportado en zeolita Para el intervalo estudiado las mejores condiciones para realizar la reacción de
y metanol. Los mayores contenidos de éster metílico Para el intervalo estudiado las mejores condiciones
(99,3%) se obtuvieron a 60°C, relación molar etanol/ transesterificación
para del aceite delaJatropha
realizar reacción curcas
deL,transesterificación
para los dos catalizadoresdel (hidróxido de
aceite y concentración de catalizador 10% (másico) aceite de Jatropha curcas L, para los dos catalizado-
potasio y metóxido de sodio) son: concentración de catalizador 0,8% (másico), tiempo de
con un contenido de Na de 10%. res (hidróxido de potasio y metóxido de sodio) son:
Ya para la transesterificación de aceite comestiblereacción 30 concentración
minutos y razón molar de catalizador 0,8%9:1(másico),
etanol/aceite entre si se utilizatiempo
hidróxido de sodio,
usado, el uso de KOH presentó buenos resultados de reacción 30 minutos y razón molar etanol/aceite
pudiendo ser menor la razón molar si se trabaja con metóxido de sodio.
respecto al catalizador NaOH, siendo 1,0% (másico) entre 9:1 si se utiliza hidróxido de sodio, pudiendo ser
la mejor concentración respecto a la masa inicial de El biodiesel menor
obtenido labajorazón molar si cumple
estas condiciones se trabaja
con lascon metóxido internacionales,
especificaciones de
aceite18. Estos valores se corresponden con los obteni- sodio.
con conversiones altas de más del 96% y el consumo específico del biodiesel de Jatropha
dos en el presente trabajo (0,80%). El biodiesel obtenido bajo estas condiciones cumple
Del análisis de los resultados y la comparación concurcas L es mayorlas
con queespecificaciones
el de diesel regular eninternacionales,
un 46,30%, debido a con conver-
su menor poder calórico.
la literatura se puede concluir que se debe trabajar a siones altas de más del 96% y el consumo específico
concentraciones de catalizador de 0,80% (másico), conLas temperaturas de los gases
del biodiesel dedeJatropha
escape del curcas
biodieselLson
es menores
mayor que quelaselque
de se reportan
un tiempo de reacción mínimo de 30 minutos y una diesel
para el diesel regular
regular. en un máxima
La temperatura 46,30%,deldebido
gas de laa descarga
su menor poder
fue 462 °C con el éster
razón molar metanol/aceite en dependencia del cata- calórico.
del metilo de aceite
lizador utilizado, pero en el intervalo entre 6:1 para de Jatropha curcas
Las temperaturas deL ylos
549°C
gasescon de
el diesel.
escape del biodie-
el metóxido de sodio y 9:1 para el hidróxido de pota-REFERENCIAS
sel son menores que las que se reportan para el diesel
sio. Estas condiciones garantizan una alta conversión regular. La temperatura máxima del gas de la descar-
(superior al 96,0%) y un bajo porcentaje de glicerina1. Escobar, gaA.; fue
Luna,462
C.; °C conD.;elMarcos,
Luna, biodiesel de Jatropha
A.; Casanovas, curcasE.L Selection
D.; Mellado, y and
(inferior a 0,38%). 549°C con el diesel.
Characterization of Biofuel-Producing Environmental Bacteria Isolated from Vegetable
3.5 Prueba de motores Oil-Rich Wastes. PLOS ONE. 2014, 9,1-12
Durante los ensayos, las condiciones medioambien- REFERENCIAS
2. Machado, R.; Suárez, J. Performance of three provenances of Jatropha curcas in the
tales fueron: temperatura ambiente 24 °C, presión at-
mosférica 1001 hPa y humedad relativa de 78,0 %. germplasm1. bank
Escobar, A.;“Indio
of the EEPF Luna,Hatuey”.
C.; Luna, D.;y Marcos,
Pastos A.; Casa-
Forrajes. 2009, 32, 29-37.
Las pruebas del motor se realizaron con combustible novas, D.; Mellado, E. Selection and Characteri-
diesel regular y biodiesel puro (B100). En la Tabla 8 zation of Biofuel-Producing Environmental Bac-
se muestran los resultados del consumo específico de teria Isolated from Vegetable Oil-Rich Wastes.
combustible obtenido para ambos. Se observa que los PLOS ONE. 2014, 9,1-12 15
valores para el combustible diesel resultaron meno- 2. Machado, R.; Suárez, J. Performance of three pro-
res. Esto es debido al menor poder calórico del biodie- venances of Jatropha curcas in the germplasm
sel 14 de Jatropha curcas L. bank of the EEPF “Indio Hatuey”. Pastos y Forra-
jes. 2009, 32, 29-37.
50 | AFINIDAD LXXV, 581
3. Martin, C.; Moure, A.; Martin, G.; Carrillo, E.; 16. Antolin G.; Tinaut F.V.; Briceño Y.; Castaño V.;
Dominguez, H.; Parajo, J. C. Fractional charac- Pérez C.; Ramírez A.I. Optimization of biodiesel
terisation of Jatropha, neem, moringa, trisperma, production by sunflower oil transesterification.
castor and candlenut seeds as potential feeds- Bioresour. Techonol. 2002, 83,111-114.
tocks for biodiesel production in Cuba. Biomass 17. Martínez, S.; Romero, R.; Natividad, R.; Gonzá-
Bioenergy. 2010, 34, 533-538. lez, J. Optimization of biodiesel production from
4. Melo E.; Sánchez Y.; Piloto R. El escenario ener- sunflower oil by transesterification using Na2O/
gético cubano y los combustibles alternativos. NaX and methanol. Catal. Today. 2014, 220–
Experiencias, potencialidades y perspectivas fu- 222, 12-20.
turas., in Experiencias del proyecto célula de co- 18. Tomasevic A.V., Siler M, Covic S.S. Methanolysis
nocimientos en el uso de biocombustibles en of used frying oil. Fuel Process. Technol. 2003,
MCI, IDICT, Editores: Rodríguez Y. y Herrera 81,1-6.
D., La Habana. 2014. ISBN: 978-959-234-095-4.
5. Melo, E.A., Piloto R., Tobío I., Goyos L., Verhelst
S. et al. Performance of a single cylinder diesel
engine fuelled with emulsified residual oleins and
standard diesel fuel. RE&PQJ. 2014, 1,183-188.
6. Agarwal A.K. Biofuels (alcohols and biodiesel)
applications as fuels for internal combustion en-
gines. Prog. Energy Combust. Sci. 2007, 33, 233-
271.
7. Lapuerta, M.; Rodríguez, J.; Ramos, A.; Alvarez,
B. Effect of the test temperature and anti-oxidant
addition on the oxidation stability of commercial
biodiesel fuels. Fuel. 2012,93,391−396.
8. Melo, E.A.; Piloto R.; Goyos L.; Sierens R.; Ver-
helst S. Emulsification of animal fats and vege-
table oils for their use as a diesel engine fuel: An
overview. Renew. Sust. Energy. Rev. 2015, 47, 623-
633.
9. Piloto R.; Goyos L.; Milagros M.A.; Caro R.; Ga-
lle J.; Sierens R.; Verhelst S. Characterization of
Jatropha curcas oils and their derived fatty acid
ethyl esters obtained from two different plan-
tations in Cuba. Biomass Bioenergy. 2011, 35,
4092-4098.
10. Sotolongo J.A.; Díaz, A.A.; Montes de Oca, S.; del
Valle, Y.; García S.A. Potencialidades energéticas
y medio ambientales del árbol Jatropha curcas L
en las condiciones edafoclimáticas de la región
semiárida de la provincia de Guantánamo. Tec-
nología Química. 2007, 27, 76-82.
11. Melo E.; Sánchez Y.; Ferrer N. Evaluación de un
motor de encendido por chispa trabajando con
mezclas etanol- gasolina. Ingeniería Energética.
2012, 33, 94-102.
12. Salgueiro, J. L.; Pérez, L.; Cancela, A. Simulación
y diseño de una planta versátil para la obtención
de biodiesel. Ed Meubook, S.L. España. 2014.
ISBN: 978-84-943003-1-8.
13. Agencia Nacional de Petróleo, Gas Natural y
Biocombustibles. Resolución ANP No. 42/2004.
Brasil. 2004.
14. Mohammed A.; Mustafa A. Performance and
emission characteristics of a diesel engine using
Jatropha oil – diesel blends. International Jour-
nal of Energy Science and Engineering. 2016, 2,
1-7.
15. Freedman B.; Butterfield R.O.; Pryde E.H. Tran-
sesterification kinetics of soybean oil. J. Am. Oil
Chem. Soc. 1986, 63, 1375-1380.
JANUARY - MARCH 2018 | 51
También podría gustarte
- Le "Leitmotiv" Du Voyage Lotien Chez Ventura García CalderónDocumento17 páginasLe "Leitmotiv" Du Voyage Lotien Chez Ventura García CalderónVarinia ZubiletaAún no hay calificaciones
- L'esprit Des Lumières Dans Le Discours Sur Les Voyages de La Princesse de SalmDocumento21 páginasL'esprit Des Lumières Dans Le Discours Sur Les Voyages de La Princesse de SalmVarinia ZubiletaAún no hay calificaciones
- Los Asaltos ALas Carceles de Bilbao El Dia 4 de Enero de 1937Documento20 páginasLos Asaltos ALas Carceles de Bilbao El Dia 4 de Enero de 1937Varinia ZubiletaAún no hay calificaciones
- La Construction de L'identité Et La Relation Mère - Lle Con Ictuelle de Francine Nöel Dans La Femme de Ma VieDocumento21 páginasLa Construction de L'identité Et La Relation Mère - Lle Con Ictuelle de Francine Nöel Dans La Femme de Ma VieVarinia ZubiletaAún no hay calificaciones
- Identités Féminines Dans La Chanson de Geste La Princesse SarrasineDocumento18 páginasIdentités Féminines Dans La Chanson de Geste La Princesse SarrasineVarinia ZubiletaAún no hay calificaciones
- Simulación Del Proceso de Producción de Cerveza A Escala PilotoDocumento6 páginasSimulación Del Proceso de Producción de Cerveza A Escala PilotoVarinia ZubiletaAún no hay calificaciones
- Validación de Un Método Por RP-HPLC para La Determinación de Tiocolchicósido en TabletasDocumento7 páginasValidación de Un Método Por RP-HPLC para La Determinación de Tiocolchicósido en TabletasVarinia ZubiletaAún no hay calificaciones
- Influencia Del Tensoactivo en La Formación y Estabilidad Física de Emulsiones Ecológicas ConcentradasDocumento7 páginasInfluencia Del Tensoactivo en La Formación y Estabilidad Física de Emulsiones Ecológicas ConcentradasVarinia ZubiletaAún no hay calificaciones
- La Investigación Sobre El Jesus HistoricoDocumento28 páginasLa Investigación Sobre El Jesus HistoricoVarinia ZubiletaAún no hay calificaciones
- La Dimension Politica de La Escatologia. Ideologia Utopia y MesianismoDocumento16 páginasLa Dimension Politica de La Escatologia. Ideologia Utopia y MesianismoVarinia ZubiletaAún no hay calificaciones
- Itj-Rio Seco Complemento Yunguyo II D-4 2022Documento207 páginasItj-Rio Seco Complemento Yunguyo II D-4 2022Dilan Omar Sarzuri TarquiAún no hay calificaciones
- Analisis de Datos IDocumento4 páginasAnalisis de Datos IMiguel UBAún no hay calificaciones
- Concepto Prospectiva MojicaDocumento7 páginasConcepto Prospectiva MojicaGabriel Castro RamírezAún no hay calificaciones
- Marechal DXN6 Decontactor Range EsDocumento4 páginasMarechal DXN6 Decontactor Range EsJOSEAún no hay calificaciones
- Ihde, Don - Los Cuerpos en La Tecnologia UocDocumento142 páginasIhde, Don - Los Cuerpos en La Tecnologia UocJan Canteras Zubieta100% (2)
- Selección y Reclutamiento Proyecto FinalDocumento10 páginasSelección y Reclutamiento Proyecto FinalAJIMENEZ2875Aún no hay calificaciones
- Examen Capitulo 4Documento6 páginasExamen Capitulo 4Alexis HurtadoAún no hay calificaciones
- Ficha TecnicaDocumento2 páginasFicha TecnicaizpAún no hay calificaciones
- Banco de Condensadores Mantenimiento y Reparación - Filtros de ArmónicosDocumento4 páginasBanco de Condensadores Mantenimiento y Reparación - Filtros de Armónicosanggelo_0203100% (1)
- La Nacionalizacion Del Sector Electrico en BoliviaDocumento144 páginasLa Nacionalizacion Del Sector Electrico en Boliviaedwin jose quilali alconAún no hay calificaciones
- Tarea 1 Métodos e Investigación CientíficaDocumento7 páginasTarea 1 Métodos e Investigación CientíficaFrost 410100% (1)
- Cuarta CorreccionDocumento66 páginasCuarta CorreccionDaniel Gonzales SolizAún no hay calificaciones
- Acta de Constitucion ZIPIZAPE DeberDocumento5 páginasActa de Constitucion ZIPIZAPE DeberCarla SeguraAún no hay calificaciones
- SUMUN Tesis UniniDocumento2 páginasSUMUN Tesis UniniFrancisco M. Pintor0% (1)
- Instalaciones Hidraulicas 2Documento37 páginasInstalaciones Hidraulicas 2Carlos MontañoAún no hay calificaciones
- Biografia y Caracteristicas de Mark ZuckerbergDocumento5 páginasBiografia y Caracteristicas de Mark ZuckerbergLiliana Sanabria50% (2)
- La Compra de Un Tractor Exige Una Inversión Inicial de SDocumento6 páginasLa Compra de Un Tractor Exige Una Inversión Inicial de Scesaries73129Aún no hay calificaciones
- Calentador de Induccion TIH 220mDocumento140 páginasCalentador de Induccion TIH 220msalematador100% (1)
- Eficiencia de Los SeparadoresDocumento2 páginasEficiencia de Los SeparadoresPerla AbadAún no hay calificaciones
- Probabilidad CondicionalDocumento10 páginasProbabilidad CondicionalLESLY PALMAAún no hay calificaciones
- Importancia de Las TransaccionesDocumento2 páginasImportancia de Las TransaccionesJuan Bolo100% (1)
- Planos Escritorios PC ImpresoraDocumento14 páginasPlanos Escritorios PC ImpresoraAlejandro Alan Rozas CorralesAún no hay calificaciones
- Comunicación InstitucionalDocumento30 páginasComunicación InstitucionalSebas Jimenez MAún no hay calificaciones
- Manual de Servicio PR-621Documento47 páginasManual de Servicio PR-621Vladimir Castellano SantanaAún no hay calificaciones
- Manual de Usuario Admision COAR - v2Documento36 páginasManual de Usuario Admision COAR - v2David ContrerasAún no hay calificaciones
- Lista de InventariosDocumento4 páginasLista de Inventariosinnotrance1522Aún no hay calificaciones
- Codesarrollo de Aprendizaje c2Documento12 páginasCodesarrollo de Aprendizaje c2Clemente Baeza JiménezAún no hay calificaciones
- Tarifario Sep 2017Documento2 páginasTarifario Sep 2017Jeferson ColinaAún no hay calificaciones
- Vigueta y Bovedilla Modulo 2 (Acabados)Documento18 páginasVigueta y Bovedilla Modulo 2 (Acabados)beatrizmiss1Aún no hay calificaciones
- Unidad 6 La Percepción y Adquisición de InformaciónDocumento9 páginasUnidad 6 La Percepción y Adquisición de InformaciónSamir SepulvedaAún no hay calificaciones