También podría gustarte
- Actividades 1Documento3 páginasActividades 1Jasson Rodrigo Mendoza SanabriaAún no hay calificaciones
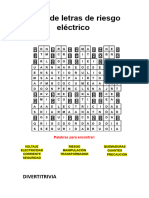
- Sopa de Letras de Riesgo EléctricoDocumento3 páginasSopa de Letras de Riesgo EléctricoJasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- Actividades Electricos MDocumento3 páginasActividades Electricos MJasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- Participacion A La Fase 2 Sistematizacion y Fase 3Documento6 páginasParticipacion A La Fase 2 Sistematizacion y Fase 3Jasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- Mano de Obra Oriente Actualizada 2022Documento2 páginasMano de Obra Oriente Actualizada 2022Jasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- Fase 4 - Actualizada - Grupo-984Documento18 páginasFase 4 - Actualizada - Grupo-984Jasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- Formulacion - Jasson MendozaDocumento18 páginasFormulacion - Jasson MendozaJasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- Proyecto GrupoDocumento6 páginasProyecto GrupoJasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- Tendencias y Desafíos de La Logística de La Cadena de Suministro Global y Sus Implicaciones en Los Vehículos ComercialesDocumento4 páginasTendencias y Desafíos de La Logística de La Cadena de Suministro Global y Sus Implicaciones en Los Vehículos ComercialesJasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- FASE 12 Grupo 207115 6Documento83 páginasFASE 12 Grupo 207115 6Jasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- INFORME EJECUTIVO FORMULACION DE PROYECTOS Fase 2Documento20 páginasINFORME EJECUTIVO FORMULACION DE PROYECTOS Fase 2Jasson Rodrigo Mendoza SanabriaAún no hay calificaciones
- European Cybersecurity Skills Framework Role Profiles - En.esDocumento27 páginasEuropean Cybersecurity Skills Framework Role Profiles - En.esbrayan marcel quintero zabaletaAún no hay calificaciones
- CV Agronomo 2021 Raul Jave EvangelistaDocumento6 páginasCV Agronomo 2021 Raul Jave EvangelistaNarciso G. Antunez CalvoAún no hay calificaciones
- Investigación. Quito: FLACSO Ecuador. PP 47 - 70.: Resumen de LecturaDocumento1 páginaInvestigación. Quito: FLACSO Ecuador. PP 47 - 70.: Resumen de Lecturapamela1690Aún no hay calificaciones
- Supuesto Tema 5, Contabilidad.Documento15 páginasSupuesto Tema 5, Contabilidad.Marta AlcarazAún no hay calificaciones
- Cuadro Comparativo de Los Tipos de Depreciación Contable y FiscalDocumento8 páginasCuadro Comparativo de Los Tipos de Depreciación Contable y Fiscal21690566 NANCY NORELY ENRIQUEZ BARRIOSAún no hay calificaciones
- Caso de Mora Del ClienteDocumento12 páginasCaso de Mora Del Clienteclaudia perezAún no hay calificaciones
- Resumen Manual de Derecho Procesal AdministrativoDocumento3 páginasResumen Manual de Derecho Procesal AdministrativoMarlon OrtegaAún no hay calificaciones
- Matriz Pets ConejosDocumento18 páginasMatriz Pets ConejosEDIMALTEZAún no hay calificaciones
- Clase 18-02-23Documento4 páginasClase 18-02-23kevin riveraAún no hay calificaciones
- Taller 1. Comercio Internacional FinalDocumento2 páginasTaller 1. Comercio Internacional Finalneifer martinezAún no hay calificaciones
- Tarea 2 Individual Primer ParcialDocumento2 páginasTarea 2 Individual Primer ParcialTania TorresAún no hay calificaciones
- Pyme de Víveres y CharcuteríaDocumento7 páginasPyme de Víveres y CharcuteríaJenniffer TorrealbaAún no hay calificaciones
- Normas de OrigenDocumento5 páginasNormas de OrigenAndrea Belen Oliva MontañoAún no hay calificaciones
- Fase 4Documento17 páginasFase 4Marlon VelezAún no hay calificaciones
- A3 IlsDocumento14 páginasA3 IlsADALIAún no hay calificaciones
- Ficha de Inscripcion Summa CenterDocumento2 páginasFicha de Inscripcion Summa CenterMagali CoronelAún no hay calificaciones
- Practica de Contabilidad Ii 2022 FinalDocumento2 páginasPractica de Contabilidad Ii 2022 FinalSolangel SanchezAún no hay calificaciones
- Taller No. 1 Pensamiento Administrativo y Organizaciones Públicas IIDocumento2 páginasTaller No. 1 Pensamiento Administrativo y Organizaciones Públicas IIAlbert Fernando Alvarez RicoAún no hay calificaciones
- Administracion Organizacional 606, YUDY MOLINDocumento18 páginasAdministracion Organizacional 606, YUDY MOLINJose CruzAún no hay calificaciones
- Ensayo-Tu Eres Tu Propia MarcaDocumento10 páginasEnsayo-Tu Eres Tu Propia MarcaMaricarmen MartinezAún no hay calificaciones
- 07 de Setiembre Cuarto de SecundariaDocumento6 páginas07 de Setiembre Cuarto de SecundariaelvisAún no hay calificaciones
- Parcial Impuesto A Las VentasDocumento10 páginasParcial Impuesto A Las VentasCARLOS SIERRAAún no hay calificaciones
- 30 Preguntas FiloDocumento4 páginas30 Preguntas Filoramon solis graciaAún no hay calificaciones
- Cotizaciones Agosto 2020Documento3 páginasCotizaciones Agosto 2020KrieteAún no hay calificaciones
- Tarea 7 de PlaneacionDocumento8 páginasTarea 7 de PlaneacionJuan de Dios Estrada de PazAún no hay calificaciones
- Plantas Concentradoras Región de AtacamaDocumento15 páginasPlantas Concentradoras Región de AtacamaCuro100% (1)
- Edicion 01Documento16 páginasEdicion 01Leganés Al DíaAún no hay calificaciones
- T Espe 047536 PDFDocumento157 páginasT Espe 047536 PDFDanny MejíaAún no hay calificaciones
- Analisis de Los Ee - FF Estand. Origenes y AplicacionesDocumento11 páginasAnalisis de Los Ee - FF Estand. Origenes y AplicacionesJared PizangoAún no hay calificaciones
- Calculo Del CifDocumento28 páginasCalculo Del CifRoberto Cisneros MendozaAún no hay calificaciones