También podría gustarte
- Rechonchos del Jardín: Patrón de Amigurumi a CrochetDe EverandRechonchos del Jardín: Patrón de Amigurumi a CrochetCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Pareja de novios amigurumi, Patrón de ganchilloDe EverandPareja de novios amigurumi, Patrón de ganchilloCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Balanceo de LineasDocumento25 páginasBalanceo de LineasOsvaldo LópezAún no hay calificaciones
- Tarea 7 Analisis y Descripcion de PuestosDocumento16 páginasTarea 7 Analisis y Descripcion de PuestosLuis Jose Ochoa50% (2)
- Caso Practico U1Documento3 páginasCaso Practico U1Ana100% (1)
- Modelacion y Simulacion-Taller 2 - ColaborativoDocumento19 páginasModelacion y Simulacion-Taller 2 - Colaborativoanon_503492306Aún no hay calificaciones
- Auditoria de GestionDocumento126 páginasAuditoria de GestionLeidy Roldan Yauce100% (1)
- Problema Modelo Taller 2Documento19 páginasProblema Modelo Taller 2Andrea mogollonAún no hay calificaciones
- T4. Taller - Yury PardoDocumento12 páginasT4. Taller - Yury PardoAngie LopezAún no hay calificaciones
- Paso 1 - Construcción de Modelo MatemáticoDocumento3 páginasPaso 1 - Construcción de Modelo MatemáticoMulti ServiciosAún no hay calificaciones
- Jhon Parra Taller 2Documento13 páginasJhon Parra Taller 2cristian salamanca100% (1)
- T4. Taller - Laboratorio Modelos de Asignacion Evaluacion de EscenariosDocumento2 páginasT4. Taller - Laboratorio Modelos de Asignacion Evaluacion de EscenariosLeonel Meneses CortesAún no hay calificaciones
- Trabajo - Colaborativo - Paso 4 - Grupo 36Documento15 páginasTrabajo - Colaborativo - Paso 4 - Grupo 36ana fernanda carabali gonzalezAún no hay calificaciones
- T2. Taller - Laboratorio Modelos de AsignacionDocumento2 páginasT2. Taller - Laboratorio Modelos de Asignacioncristian salamancaAún no hay calificaciones
- Jhon Parra Taller 2Documento8 páginasJhon Parra Taller 2juan pabloAún no hay calificaciones
- Paso - 3 - Ingrid Tatiana MartinezDocumento14 páginasPaso - 3 - Ingrid Tatiana Martinezeduardo mojicaAún no hay calificaciones
- T2. Taller - Laboratorio Modelos de AsignacionDocumento3 páginasT2. Taller - Laboratorio Modelos de AsignacionEdgarAún no hay calificaciones
- Fase 4-Daniela-Fuentes-Grupo46 ..Documento6 páginasFase 4-Daniela-Fuentes-Grupo46 ..Richard Alexander BlancoAún no hay calificaciones
- Taller Laboratorio 2 Modelos de Asignacion SimulacionDocumento16 páginasTaller Laboratorio 2 Modelos de Asignacion SimulacionHoffmann Ramirez SanchezAún no hay calificaciones
- Taller AsignaciónDocumento14 páginasTaller AsignaciónJavier Morales CalderónAún no hay calificaciones
- Paso 4 - Construcción de Modelo MatemáticoDocumento5 páginasPaso 4 - Construcción de Modelo Matemáticolina espinosaAún no hay calificaciones
- Paso 4 - Sustentar Taller Unidades 1,2 y 3Documento19 páginasPaso 4 - Sustentar Taller Unidades 1,2 y 3Norissa ZapataAún no hay calificaciones
- Paso 2 Franquy CarmonaDocumento21 páginasPaso 2 Franquy CarmonaLina Fernanda Velez CastañoAún no hay calificaciones
- Sergio Pineda - Taller 4Documento14 páginasSergio Pineda - Taller 4Angie Sabogal100% (2)
- Modelos y Simulacion Paso 4Documento15 páginasModelos y Simulacion Paso 4ciro castro64% (11)
- Taller 2 Grupo 44Documento28 páginasTaller 2 Grupo 44Ruth Dary VeiraAún no hay calificaciones
- Paso 2 - Modelar y Simular Sistemas Industriales Con Base en Modelos de Asignación y Escenarios.Documento25 páginasPaso 2 - Modelar y Simular Sistemas Industriales Con Base en Modelos de Asignación y Escenarios.Maria Jose Sanchez100% (1)
- Paso 4 Franquy CarmonaDocumento13 páginasPaso 4 Franquy CarmonaLina Fernanda Velez CastañoAún no hay calificaciones
- T2. Taller - Laboratorio Modelos de AsignacionDocumento8 páginasT2. Taller - Laboratorio Modelos de Asignaciondorasancez100% (3)
- Paso 2 Modelar y Simular Sistemas Industriales Con Base en Modelos de Asignacion y EscenariosDocumento25 páginasPaso 2 Modelar y Simular Sistemas Industriales Con Base en Modelos de Asignacion y EscenariosSuanyBaenaAún no hay calificaciones
- T4. Taller - Laboratorio Modelos de Asignacion Evaluacion de EscenariosDocumento2 páginasT4. Taller - Laboratorio Modelos de Asignacion Evaluacion de EscenariosJAMES REINA ANGARITAAún no hay calificaciones
- Edith - Lopez Paso 5Documento6 páginasEdith - Lopez Paso 5cristian salamancaAún no hay calificaciones
- Aporte Ejercico 1 AndresDocumento8 páginasAporte Ejercico 1 AndresNicol SuarezAún no hay calificaciones
- T4. Taller - Laboratorio Modelos de Asignacion Evaluacion de EscenariosDocumento2 páginasT4. Taller - Laboratorio Modelos de Asignacion Evaluacion de EscenariosLeidy Angarita100% (1)
- T4. Taller - Laboratorio Modelos de Asignacion Evaluacion de EscenariosDocumento2 páginasT4. Taller - Laboratorio Modelos de Asignacion Evaluacion de Escenarioskaren25% (8)
- Taller 4 Grupo 212026 6 PDFDocumento37 páginasTaller 4 Grupo 212026 6 PDFAngie LopezAún no hay calificaciones
- Taller2 ModelosAsignacion SebastianAgudeloDocumento42 páginasTaller2 ModelosAsignacion SebastianAgudeloRuth Dary VeiraAún no hay calificaciones
- Trabajo Jhon ParraDocumento18 páginasTrabajo Jhon Parracristian salamancaAún no hay calificaciones
- Sura ChapineroDocumento2 páginasSura Chapinerokevin patiñoAún no hay calificaciones
- Ejercicio: Bono Maquinaria Q 500 Bono Operador Calcular Subtotal Calcular TotalDocumento4 páginasEjercicio: Bono Maquinaria Q 500 Bono Operador Calcular Subtotal Calcular TotalSergio PinedaAún no hay calificaciones
- Caso FinalDocumento6 páginasCaso FinalDanna Julieth JimenezAún no hay calificaciones
- VacacionesDocumento28 páginasVacacionesMaiky AlexisAún no hay calificaciones
- Inventario de Mercancia Mayo 2023Documento3 páginasInventario de Mercancia Mayo 2023marilaybayonaAún no hay calificaciones
- Cotizacion Sebas 24-11-2023 Enviar YoniberDocumento1 páginaCotizacion Sebas 24-11-2023 Enviar YoniberSebastian CuellarAún no hay calificaciones
- Ejemplo de Analisis y Planeacion de La CapacidadDocumento6 páginasEjemplo de Analisis y Planeacion de La CapacidadMargarita CabarcasAún no hay calificaciones
- Subestacion de 100 Kva 120Documento2 páginasSubestacion de 100 Kva 120Héctor Miguel CruzAún no hay calificaciones
- Ejerciio ApocaionDocumento6 páginasEjerciio ApocaionRegina Malv�ez M�ndezAún no hay calificaciones
- INVIMADocumento2 páginasINVIMAkevin patiñoAún no hay calificaciones
- Ejercicios de Balance de LineaDocumento12 páginasEjercicios de Balance de LineaJussep Gonzales Jn0% (1)
- Tubigin Cotizacion: SeñoresDocumento1 páginaTubigin Cotizacion: Señoresrobert fuentesAún no hay calificaciones
- Organigrama MinaDocumento3 páginasOrganigrama MinaJymy VegaAún no hay calificaciones
- Administración de Restricciones - Parte 2Documento33 páginasAdministración de Restricciones - Parte 2Rayzhon Alonso García AlarcónAún no hay calificaciones
- Solucion PC Grupo2Documento22 páginasSolucion PC Grupo2José Luis DiazAún no hay calificaciones
- Taller N°4 - Modelos de Asignación Evaluación de Escenarios - 212026 - 71Documento44 páginasTaller N°4 - Modelos de Asignación Evaluación de Escenarios - 212026 - 71Cristian SalazarAún no hay calificaciones
- Modelo MCMP ResaltadoDocumento4 páginasModelo MCMP ResaltadoRomi PeanoAún no hay calificaciones
- Plantilla de TrabajoDocumento6 páginasPlantilla de TrabajoEduardo AndinoAún no hay calificaciones
- ExamenDocumento8 páginasExamenJohn BuestanAún no hay calificaciones
- CALCULOS Tub CollahuasiDocumento27 páginasCALCULOS Tub Collahuasiyosnely semecoAún no hay calificaciones
- Cotizacion Proyecto Linea Monofasica Derivacion Enel Heidy Estrada Hemco V1Documento3 páginasCotizacion Proyecto Linea Monofasica Derivacion Enel Heidy Estrada Hemco V1Mario GutierrezAún no hay calificaciones
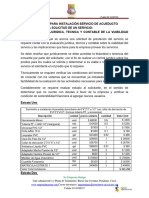
- Costos y Gastos para Instalación Servicio de AcueductoDocumento4 páginasCostos y Gastos para Instalación Servicio de Acueductoyuber4722019Aún no hay calificaciones
- TRABAJO FINAL EVALUACION ECONOMICA Y FINANCIERA JR FASHION JCDocumento75 páginasTRABAJO FINAL EVALUACION ECONOMICA Y FINANCIERA JR FASHION JCJovis QruzAún no hay calificaciones
- VP Vida Util DiferenteDocumento1 páginaVP Vida Util DiferenteCELINE MEDINA HURTADOAún no hay calificaciones
- Caso Coeficientes TecnicosDocumento2 páginasCaso Coeficientes TecnicosMicaella Mendoza ScatteAún no hay calificaciones
- Programa Del CursoDocumento3 páginasPrograma Del CursoJohan CarrilloAún no hay calificaciones
- Evaluación T4 3160Documento2 páginasEvaluación T4 3160juan carlosAún no hay calificaciones
- Tipos de Cluster PDFDocumento6 páginasTipos de Cluster PDFEvelyn Tisalema0% (1)
- s4 2 Calidad y Clientes y Sus ExpectativasDocumento88 páginass4 2 Calidad y Clientes y Sus ExpectativasJorge EsquerreAún no hay calificaciones
- Glosario de GestiÓn EmresarialDocumento8 páginasGlosario de GestiÓn Emresarialnatalia maria89% (9)
- Sierra Keylin U4T1a1Documento15 páginasSierra Keylin U4T1a1Keylin SierraAún no hay calificaciones
- Eje 2 Comercio ExteriorDocumento6 páginasEje 2 Comercio ExteriorEleven SpaAún no hay calificaciones
- Estrategias de Precios en El Mercado (Yogurt)Documento10 páginasEstrategias de Precios en El Mercado (Yogurt)Miguel Andres Espitia Lopez0% (1)
- Terminología Sobre Sistema de Gestión de La CalidadDocumento13 páginasTerminología Sobre Sistema de Gestión de La Calidadyeimi katherinegf yy yyftf torresAún no hay calificaciones
- Quiz Semana 4 Sistema SSTDocumento3 páginasQuiz Semana 4 Sistema SSTluisa acevedoAún no hay calificaciones
- Tema 1: Aspectos Introductorios: RanquinDocumento37 páginasTema 1: Aspectos Introductorios: RanquinORIOL MARÍNAún no hay calificaciones
- Computacion e Informatica Plan de Reprogramacion de Horas Lectivas 2020-2Documento12 páginasComputacion e Informatica Plan de Reprogramacion de Horas Lectivas 2020-2Eduardo Benique MendozaAún no hay calificaciones
- Fondo de Seguro - 2020Documento7 páginasFondo de Seguro - 2020Pamela Castro SolisAún no hay calificaciones
- Estado de Flujos de Efectivo. Metodo IndirectoDocumento7 páginasEstado de Flujos de Efectivo. Metodo IndirectoDaimi Marishirley Chanta SilvaAún no hay calificaciones
- Organización de La Mercadotecnia.Documento14 páginasOrganización de La Mercadotecnia.GeorgeGvbAún no hay calificaciones
- La Matriz OVAR. Herramienta para La Implementación y El Control EstratégicoDocumento5 páginasLa Matriz OVAR. Herramienta para La Implementación y El Control EstratégicoCarlos SülzAún no hay calificaciones
- Catedra 2 Direccion EstrategicaDocumento14 páginasCatedra 2 Direccion EstrategicaSolange DiazAún no hay calificaciones
- Ejercicios LocalizacionDocumento15 páginasEjercicios LocalizacionGar0793Aún no hay calificaciones
- Normalización ASTMDocumento2 páginasNormalización ASTMRaul MedranoAún no hay calificaciones
- Que Son y para Que Sirven Los Certificados ISODocumento12 páginasQue Son y para Que Sirven Los Certificados ISOGigi FiggsAún no hay calificaciones
- 4.4 Elementos Del Sistema JITDocumento11 páginas4.4 Elementos Del Sistema JITMarco Antonio Gómez SernaAún no hay calificaciones
- Analisis Del Servicio de Comercializacion A Nivel Mayorista de Galletas de La Empresa Alfa Eirl en El Distrito de ChorrillosDocumento92 páginasAnalisis Del Servicio de Comercializacion A Nivel Mayorista de Galletas de La Empresa Alfa Eirl en El Distrito de ChorrillosdoradozabalacarlosalexisAún no hay calificaciones
- Pres. Clima LaboralDocumento7 páginasPres. Clima Laboralmarco moralesAún no hay calificaciones
- 11.00 4to Bachillerato Diseño y MercadotecniaDocumento5 páginas11.00 4to Bachillerato Diseño y MercadotecniaGerson Leonel Esquit DomingoAún no hay calificaciones
- Evidencia 2 Mapa Conceptual Sobre La Dinámica Del Mercado Financiero Internacional.Documento5 páginasEvidencia 2 Mapa Conceptual Sobre La Dinámica Del Mercado Financiero Internacional.FRANCYAún no hay calificaciones
- 14124Documento91 páginas14124diana4paola4buitragoAún no hay calificaciones
- Resúmenes Del Libro (Subido) 22-23Documento101 páginasResúmenes Del Libro (Subido) 22-23victor feliz gomezAún no hay calificaciones